
Отклонения
Может оказаться так, что экспериментальные результаты не совпадут с переходными характеристиками первого или второго порядка. Процесс может иметь порядок больше второго, особенно если он состоит из множества элементов. Например, если для регулирования потока газа в горелке чана для варки пива используется клапан с грузом, подвешенным на пружине, то объединенный процесс будет иметь основное уравнение третьего порядка, поскольку процесс порядка Y в сочетании с процессом порядка Z образует процесс порядка Y+Z. К счастью, процессы более высокого порядка часто можно свести к основным уравнениям первого или второго порядка.
Более общим отклонением от базового процесса первого или второго порядка является чистое запаздывание (deadtime). Чистое запаздывание – это интервал времени между приложением управляющего воздействия и началом изменения переменной процесса. Переменная процесса остается постоянной во время чистого запаздывания. В результате наблюдается эффект задержки переходной характеристики, но сама ее форма не изменяется. Чистое запаздывание чаще всего имеет место в процессах протекания жидкости, где измерения производятся ниже по течению относительно точки приложения управляющего воздействия.
На чистое запаздывание похоже явление, известное как провал или провисание, которое также может задержать начало переходной характеристики, но не путем удержания переменной процесса без изменения. Вместо этого переменная процесса в действительности начинает уменьшаться, в то время как управляющее воздействие увеличивается. Затем она меняет направление и начинает расти. Процессы как первого, так и второго порядка могут демонстрировать провал, что делает их чрезвычайно трудными для регулирования. К счастью, провал – явление достаточно редкое.
В равной степени трудно регулировать процессы, которые демонстрируют отрицательное затухание, то есть отрицательные значения ? или ?. При этом экспоненциальный член переходной характеристики со временем только возрастает. Регулятор с обратной связью можно настроить таким образом, чтобы эффективно компенсировать такое нестабильное поведение, однако даже малейшая ошибка в выборе конкретного управляющего воздействия может иметь пагубные последствия.
Наконец, существуют некоторые процессы первого и второго порядка, которые являются нелинейными, в силу того, что значения ?, ? и ?n меняются со временем. Если подобные изменения ? и ? достаточно медленные, а значение ?n можно получить автоматически во время работы регулятора, то регулятор можно сконструировать так, чтобы он компенсировал эти изменения, непрерывно изменяя стратегию управления в процессе работы.
Факторы, влияющие на продолжительность производственного цикла предприятия
Условно все факторы можно разделить на экономические, технологические и организационные. Среди данных групп факторов особо можно выделить отметить:
- техническая оснащенность процесса производства продукции,
- продолжительность сборочных процессов,
- организационные условия на обслуживание операций,
- оплата труда,
- организация рабочего места
- и т.д.
Резюме
В статье рассмотрели производственный цикл на предприятии. Его анализ является одним из составляющих операционного анализа организаций и бизнеса. С помощью него можно определить эффективность деятельности предприятия и выделить факторы, которые необходимо уменьшить для достижения плановых показателей деятельности.
Пройдите наш авторский курс по выбору акций на фондовом рынке → обучающий курс
Бесплатный Экспресс-курс «Оценка инвестиционных проектов с нуля в Excel» от Ждановых. Получить доступ
| Оценка стоимости бизнеса | Финансовый анализ по МСФО | Финансовый анализ по РСБУ |
| Расчет NPV, IRR в Excel | Оценка акций и облигаций |
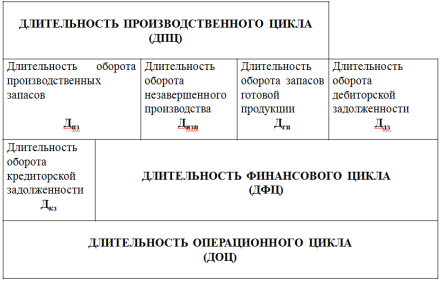
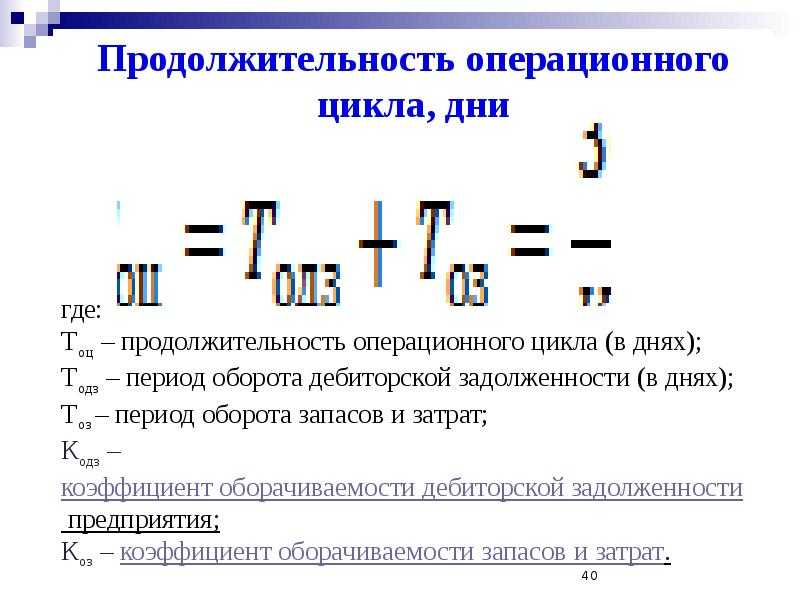
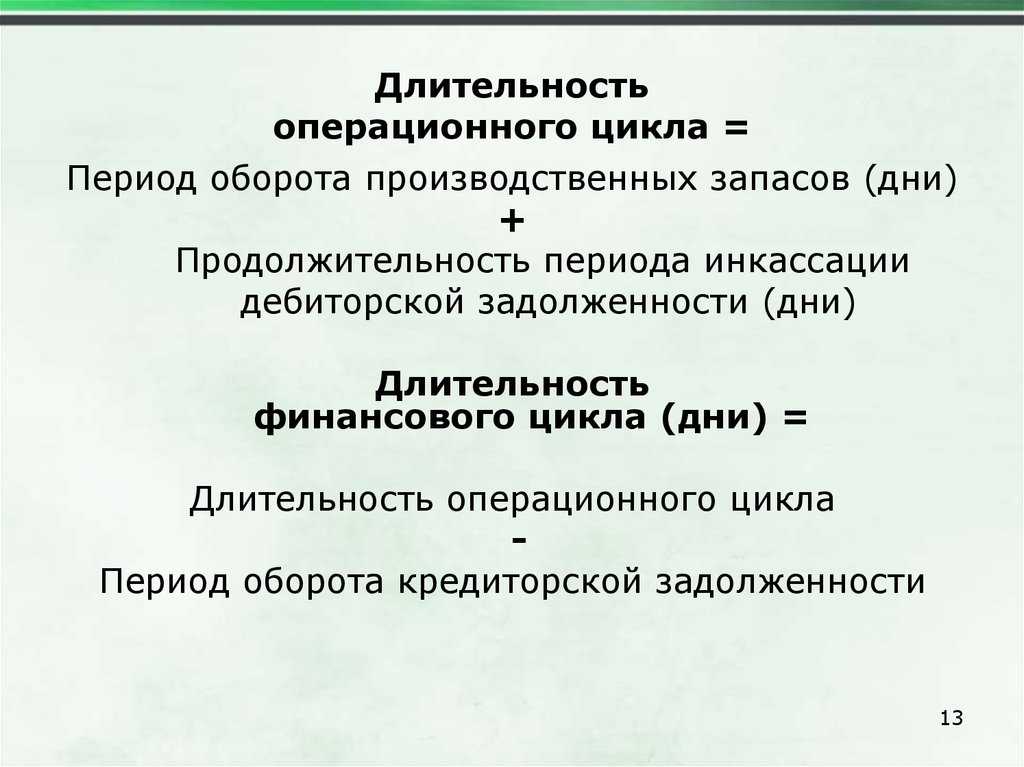
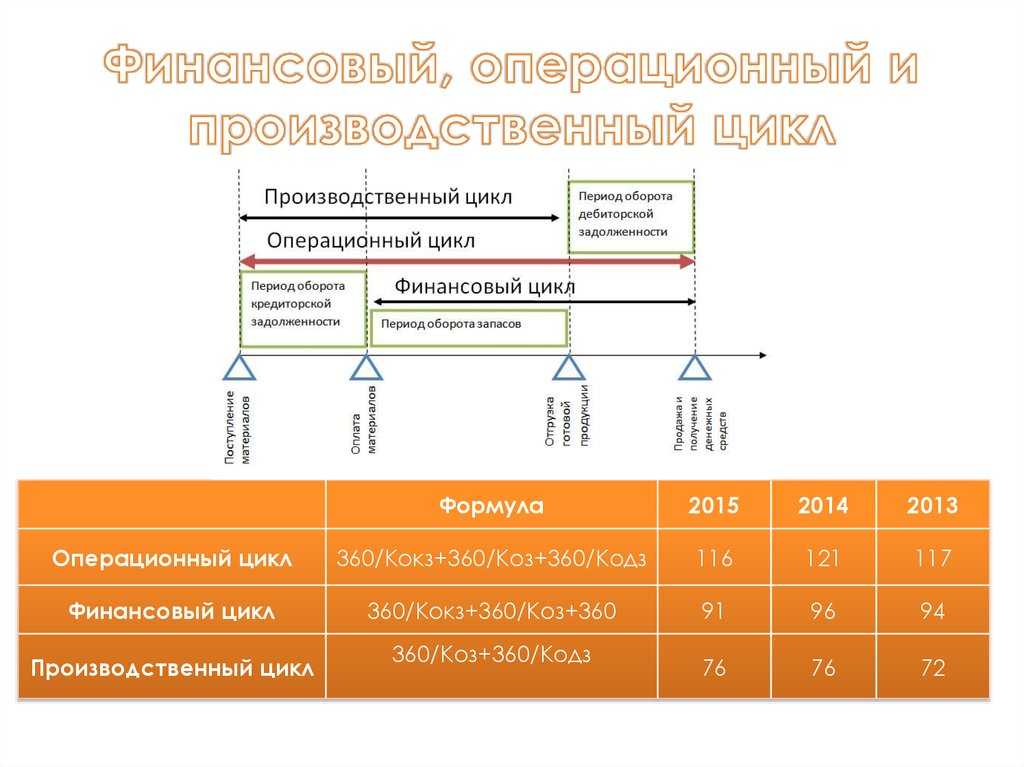
Производственный цикл, финансовый цикл, операционный цикл
потери времени могут быть значительными.Для устранения потерь надо проводить выравнивание операционных циклов, и если достигается синхронизация — это переход к непрерывно-точной форме организации производства.Определяя длительность производственного цикла в основу закладывают длительность технологического цикла, а время выполнения операций вспомогательных учитывают только в том случае, если их выполнение не перекрывается циклом технологическим или временем перерывов в обработке.Для удобства разработки планов-графиков длительность технологического процесса рассчитывают в днях. Для этого надо определить коэффициент перевода в календарные дни:
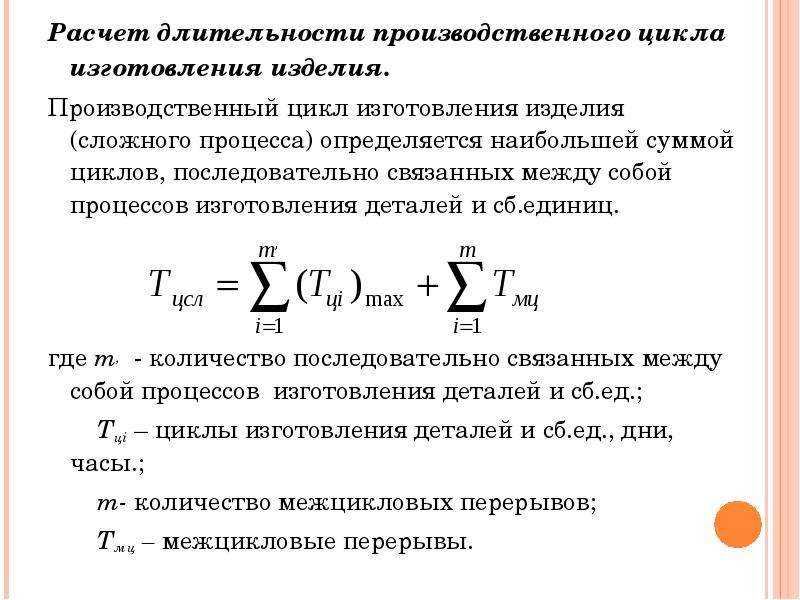
где 1,4 –коэффициент для прерывистых графиков работы подразделений Длительность производственного цикла(Тп.ц.): , (дн)Большинство процессов имеют сложных характер и состоят из процессов простых – получение элементов входящих в общее изделие. При реализации сложных процессов простые могут сочетаться во времени последовательно, последовательно-параллельно и параллельно. Построение моделей сложных процессов во времени производится для достижения следующих целей:1. определить длительность производственного цикла сложного процесса который используется при разработки оперативных плановых графиков производства.2. чтобы установить какие детали (узлы) могут изготавливать параллельно.3. определить время начала запуска производства деталей, узлов.Взаимосвязь простых процессов получения конструкции изображается с помощью веерных диаграмм с выделением уровня иерархии.
К конструкция
УI УII узел
Д1 Д2 Д3 Д4 Д5При построении необходимо выяснить какие производственные мощности используются, загружены они или нет в данный момент времени и возможна ли параллельная обработка (сборка) всех элементов конструкции. Время запуска производства определяется из времени выпуска. Если изготовление деталей, сборка узлов и конструкции не лимитируется составом оборудования, то возможна максимальная параллельность.
При определении длительности производственного цикла сложного процесса учитываются межциклические перерывы. Рассчитывается коэффициент параллельности процесса.
Главная страница =>к оглавлению
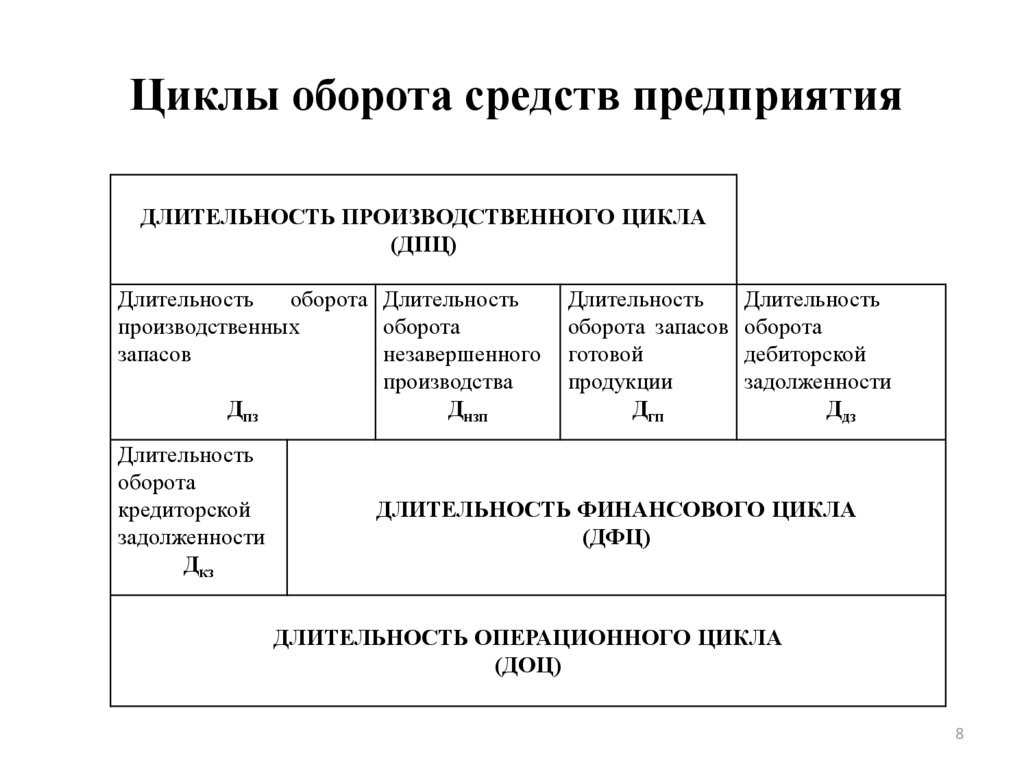
РАСЧЕТ ФИНАНСОВОГО ЦИКЛА
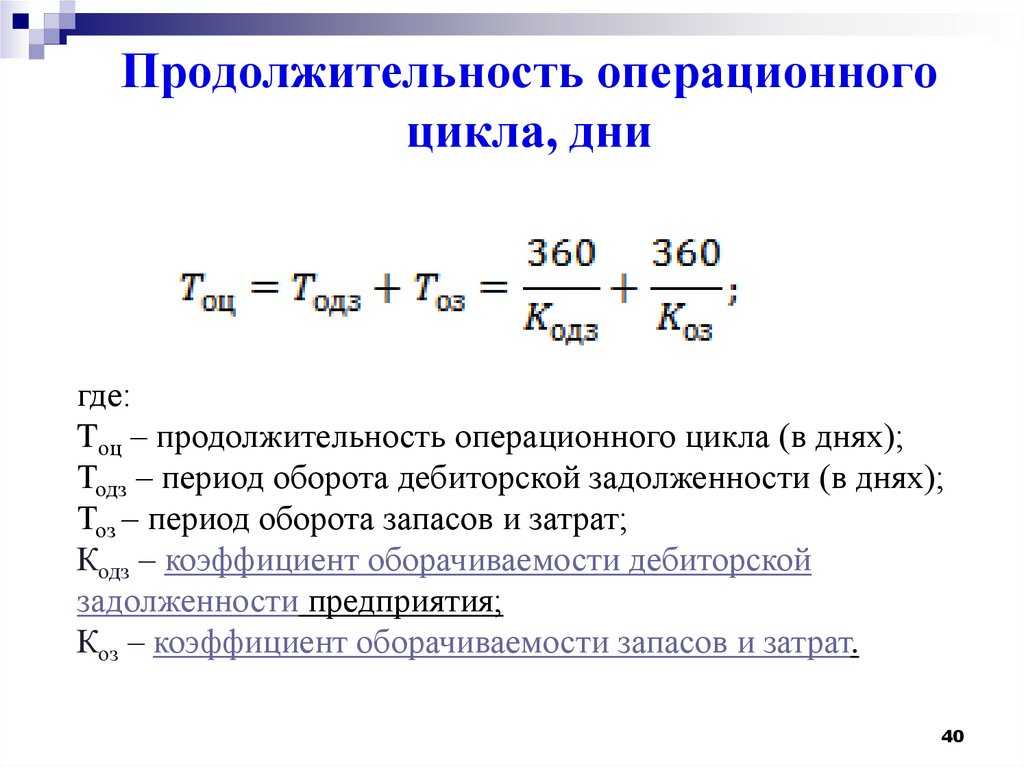
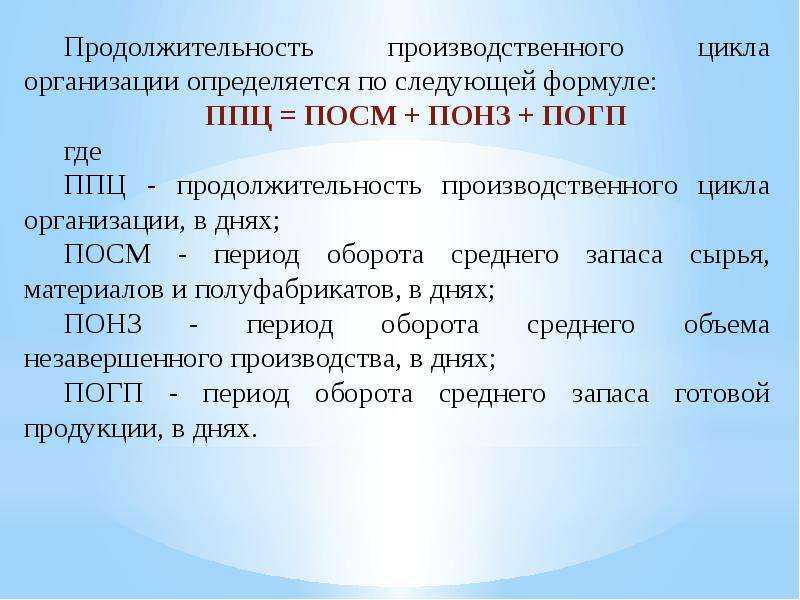
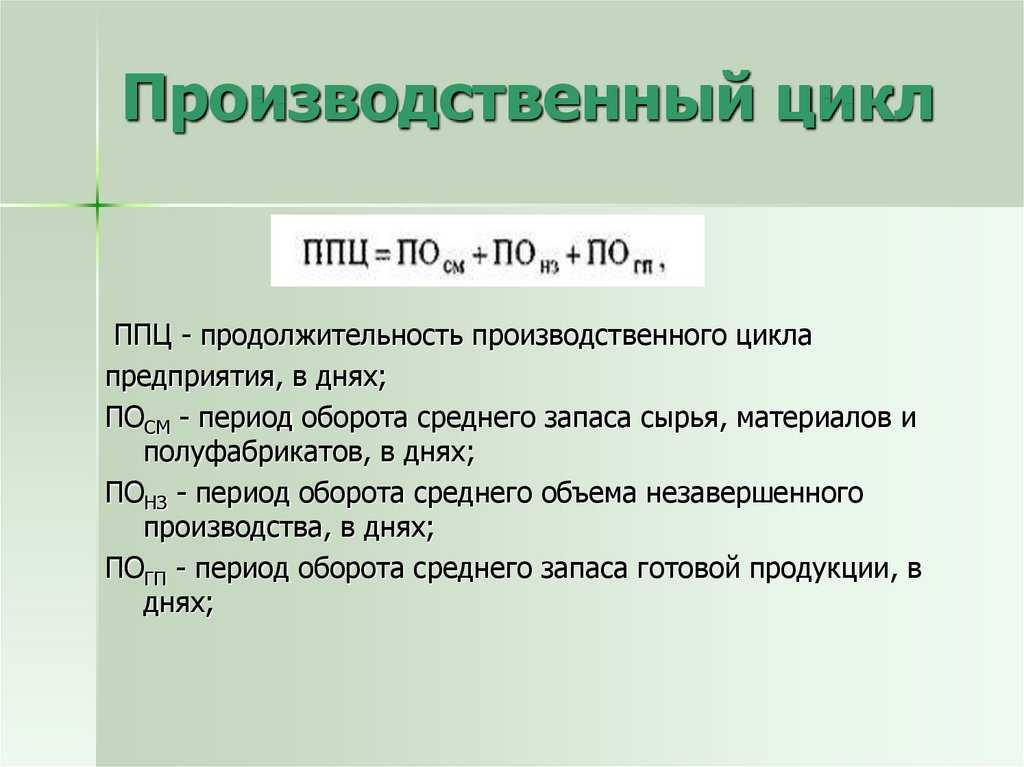
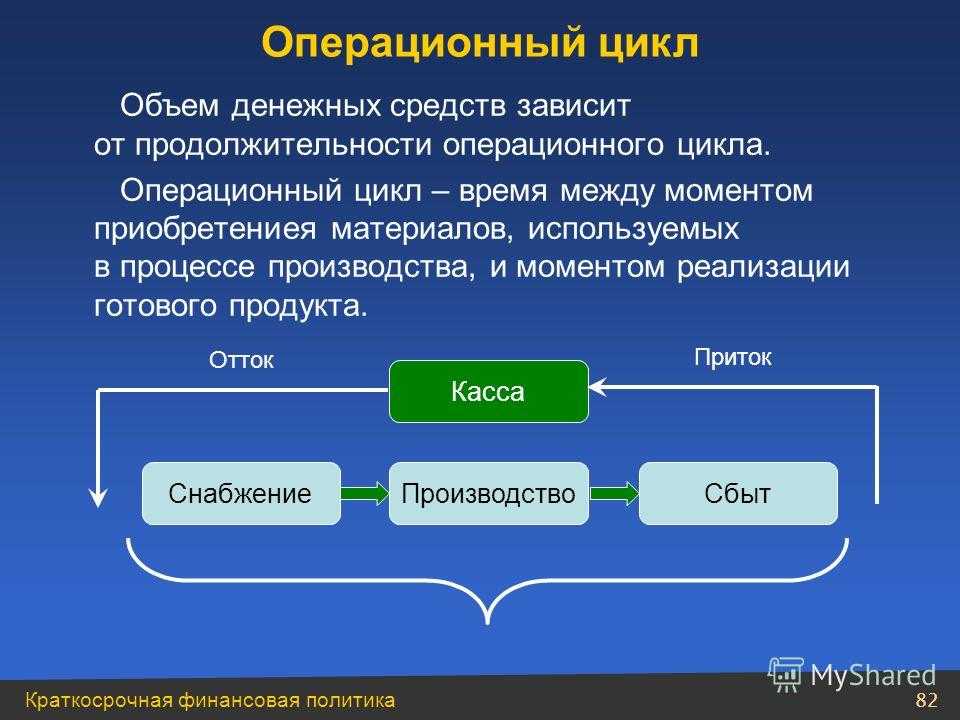
Оборотные средства в процессе своего использования могут находиться в разных формах. Каждое предприятие покупает сырье, перерабатывает его, производит готовую продукцию и продает ее в кредит. Можно сказать, что денежные средства проходят полный операционный цикл. Движение денежных средствав процессе операционного цикла проходит следующие основные стадии, последовательно меняя свои формы: – денежные средства используются для приобретения сырья и материалов; – запасы сырья, материалов в результате непосредственной производственной деятельности превращаются в запас готовой продукции; – запасы готовой продукции реализуются покупателям и до их оплаты преобразуются в дебиторскую задолженность; – инкассированная (оплаченная) дебиторская задолженность вновь преобразуется в денежные средства, часть которых до их производственного востребования может храниться в форме высоколиквидных краткосрочных финансовых вложений. Производственный циклначинается с момента поступления сырья и материалов на склад предприятия и заканчивается в момент отгрузки готовой продукции покупателю. Продолжительность производственного цикла коммерческой организации определяется по следующей формуле: Ппц = Осм + Онзп + Огп, где Ппц – продолжительность производственного цикла в днях; Осм – продолжительность оборота среднего запаса сырья, материалов и полуфабрикатов в днях; Онзп – продолжительность оборота среднего объема незавершенного производства в днях; Огп – продолжительность оборота среднего запаса готовой продукции в днях. Финансовый циклначинается с момента оплаты поставщиком купленных сырья и материалов (погашение кредиторской задолженности) и заканчивается в момент получения денег от покупателей за отгруженную продукцию (погашение дебиторской задолженности). Продолжительность финансового цикла определяется следующим образом: Офц = Ппц – Окз = Отмз + Одз – Окз, где Окз – средние остатки кредиторской задолженности/затраты на производство; Отмз – средние остатки ТМЦ/затраты на производство; Одз – средние остатки ДЗ/выручка от реализации. Операционный цикл характеризует общее время, в течение которого финансовые ресурсы находятся в запасах и дебиторской задолженности. Продолжительность операционного цикла рассчитывается по формуле Поц = Ппц + Одз. Расчет финансового цикла– основа планирования и управления денежными средствами. Предприятие должно постоянно стремиться к сокращению производственного и финансового цикла. Для этого они могут использовать различные мероприятия: нормирование оборотных средств; снижение себестоимости продукции; оптимизацию производственных запасов; оптимизацию доставки сырья и материалов; оптимизацию доставки и хранения готовой продукции; управление дебиторской задолженностью; управление денежными средствами; сокращение производственного цикла; снижение потребности в инвентаре; эффективную ценовую политику; применение логического похода и т. д. Выбор варианта сокращения производственного и финансового циклов делается на основе сопоставления эффективности каждого варианта. Сокращение длительности данных циклов позволяет сократить потребность в оборотных средствах.
Рассчитываем полную длительность производственного цикла
Для расчета полной длительности производственного цикла (до сдачи готовой продукции на склад) надо включить в нее еще цикл сборки. Часто цикл сложного процесса изготовления изделия (в нашем случае это редуктор) рассчитывают по самой сложной (или трудоемкой) детали-представителю.
Общая продолжительность цикла сборки изделия (Тсб. ед) равна сумме циклов по наиболее длинной цепочке, в которой операции сборки осуществляются последовательно.
Согласно графику сборки редуктора (рис. 4) Тсб. ед равна:
1,25 ч (корзина) + 0,5 ч (вал) + 1,5 ч (редуктор) = 3,25 ч.
Рис. 4. График сборки редуктора
Для расчета полной длительности производственного цикла редуктора необходимо:
1) оперировать данными о скорректированной длительности цикла сборки (Тсб), равной сумме самого длинного цикла изготовления детали-представителя и продолжительности цикла сборки с момента включения детали-представителя в сборочный процесс.
В нашем случае Тсб составит (в календ. дн.):
(12)
или:
2) знать величину резервного времени между цехами (Трез = 1 день — см. таблицу).
Поскольку в данном случае в качестве наиболее оптимальных выбраны:
- последовательный вид движения деталей в заготовительном цехе (по расчетам 1 календарный день);
- параллельно-последовательный вид движения деталей в механическом цехе (3 календарных дня);
то формула для расчета полной длительности производственного цикла изготовления редуктора (Тполн, дн.) будет иметь вид:
Тполн = Тпос/з + Тпп пр + Тсб + 2Трез, (13)
т. е. 1 + 3 + 8 + 2 × 1 = 14 календ. дн.
Следовательно, партия редукторов в 44 шт., запущенная, например, 1 сентября, должна быть сдана 14 сентября.
Окончание статьи читайте в следующем номере журнала.
Моделирование производства
Технология
Основная статья: Технологическое множество
В экономической теории производство описывается с помощью технологического множества. Оно представляет собой множество всех возможных комбинаций факторов производства и соответствующего им уровня выпуска продукции. Множество отражает заданный уровень технологий. При изменении технологий множество может измениться. От применяемой технологии зависит производительность. Различают производительность труда и общую факторную производительность (ОФП).
Технология характеризуется также отдачей от масштаба. Отдача показывает, во сколько раз возрастает выпуск при одновременном увеличении всех используемых факторов производства в одно и то же количество раз. Различают убывающую, постоянную и возрастающую отдачу от масштаба. Характер отдачи может меняться в зависимости от количества факторов. Например, сначала быть возрастающим, потом некоторое время постоянным, а затем убывающим.
В ряде случаев технологическое множество может описываться производственной функцией. Ее аргументами являются количества факторов производства, а значением — объем выпуска продукции. Производственная функция может использоваться как на микроуровне для описания отдельной фирмы, так и на макроуровне для экономики целом. Вид производственной функции зависит от вида технологии, которую она описывает. Важным случаем является леонтьевская функция. Факторы производства в ней являются совершенными комплементами, а технология демонстрирует постоянную отдачу от масштаба. Леонтьевская функция лежит в основе таблиц «затраты-выпуск», разработанных Василием Леонтьевым. В экономических моделях также используют функцию Кобба-Дугласа и функцию с постоянной эластичностью замещения.
Фирма
Основная статья: Фирма
Фирма является экономическим агентом, организующим и осуществляющим процесс производства. Производственная функция описывает ее как черный ящик, однако теория фирмы может анализировать процесс принятия решений внутри фирмы и более детально. Поведение фирмы связано с выбором объема производства на основе доступной ее технологии и с учетом имеющихся в ее распоряжении факторов производства. Принятие решения фирмой описывается задачей фирмы. Обычно мотивация фирмы связана либо с максимизацией прибыли или минимизацией издержек производства. Для этого фирма учитывает уровень цен на факторы производства и уровень цен на готовую продукцию. Результатом решения задачи является производственный план: функция индивидуального спроса на факторы и функция индивидуального предложения фирмы.

Производственные возможности
Основная статья: Кривая производственных возможностей
Совокупное предложение всех фирм в экономике определяет границу производственных возможностей экономики. Кривая показывает, какие комбинации товаров и услуг могут быть в принципе произведены при имеющихся факторах производства (ресурсах) и уровне технологий. Расширение границы производственных возможностей называют экономическим ростом. Рост возникает либо при увеличении факторов производства, либо за счет развития технологий (производство знаний).
Как можно сократить цикл
Сжать цикл возможно этими способами:
- Закупка более совершенного в техническом плане оборудования.
- Внедрение непрерывных процессов.
- Увеличение глубины специализации.
- Использование методик научной организации.
- Применение робототехники.
- Улучшение трудовой дисциплины.
- Уменьшение числа перерывов законными путями (к примеру, несколько смен в сутки).
- Модернизация всего производства.
- Повышение качества управления.
- Внедрение новых методов организации рабочих процессов.
ВАЖНО! Сокращение производственного цикла – одна из ключевых задач руководителя предприятия. Это позволяет улучшить сразу ряд базовых показателей
Сокращение ПЦ предполагает составление подробного плана. Имеет смысл работать над теми факторами, изменение которых предполагает наименьшие затраты. Перед исполнением плана нужно проанализировать все факторы, влияющие на производственный цикл.
Другие процессы
Зависимости, показанные на рисунках 2, 5 и 6, характерны не только для процесса варки пива или для подвешенного на пружине груза. Они применимы для всех процессов первого и второго порядка – практически почти для всего, чем можно управлять с помощью традиционных ПИД (пропорционально-интегрально-дифференциальных) контуров. Только значения ?, ? и ?n изменяются от одного процесса к другому. Все переходные характеристики (реакции на единичный скачок) первого порядка похожи на зависимость, представленную на рисунке 2, а все переходные характеристики второго порядка выглядят, как зависимости на рисунках 5 или 6. Изменяется только масштаб.
В процессах первого порядка постоянная времени определяет продолжительность переходной характеристики.
Величина ? соответствует интервалу времени, за который переменная процесса достигнет 63% от конечной величины (то есть Тprocess= 0,63?X, где t = ? ). Чем меньше значение ?, тем быстрее достигается точка 63%, и наоборот.
Подобным же образом коэффициент затухания и собственная частота полностью определяют длительность и амплитуду недодемпфированной переходной характеристики второго порядка. Как показано на рисунке 6, величина, обратная ??n, одновременно служит постоянной времени для затухающего экспоненциального колебания e-?m??. Произведение ?n 1—?2(то есть ??n) является частотой синусоидального колебания sin (??n t + ?), где? – фаза этой синусоиды, а 1/? – ее амплитуда. Оба этих параметра определяются величиной ? .
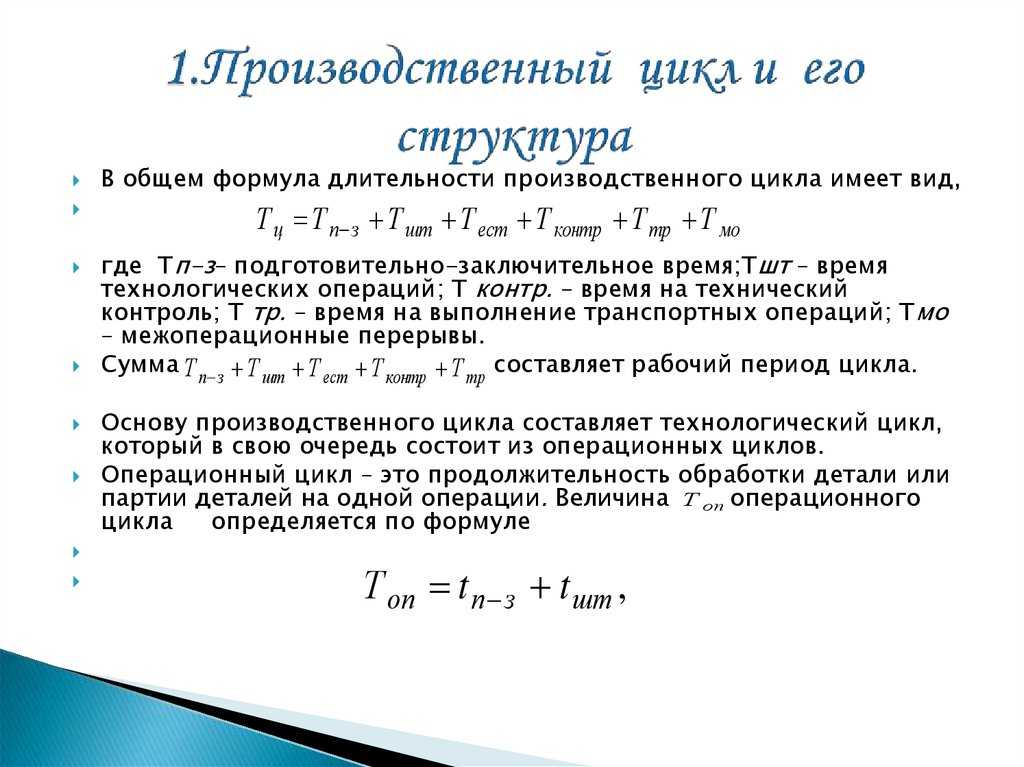
Формула расчета продолжительности производственного цикла
Пройдите наш авторский курс по выбору акций на фондовом рынке → обучающий курс
Бесплатный Экспресс-курс «Оценка инвестиционных проектов с нуля в Excel» от Ждановых. Получить доступ
Расчет продолжительности производственного цикла предприятия производится по следующей формуле:
где:
Т — время продолжительности производственного цикла,
Тр – время технологической обработки изделия (длительность технологического цикла),
То – время технологического обслуживания изделия (время перевозки изделия, время его сортировки, время на контроль качества),
Тп – время перерывов в рабочем процессе (время перерыва, обусловленного режимом работы предприятия).
Производственный цикл может измеряться в днях, месяцах, минутах, часах и т.д.
Формула расчета продолжительности производственного цикла по балансу (строки)
Пройдите наш авторский курс по выбору акций на фондовом рынке → обучающий курс
Бесплатный Экспресс-курс «Оценка инвестиционных проектов с нуля в Excel» от Ждановых. Получить доступ
Продолжительность производственного цикла предприятия можно рассчитать по его балансу. Формула расчета следующая:
![]()
Более детально разберем составляющие формулы и способы их расчета по балансу.
Период оборота кредиторской задолженности
Первая составляющая формулы — период оборота кредиторской задолженности. Показатель рассчитывается следующим образом:
где:
Для расчета необходимо рассчитать кредиторскую задолженность на начало и конец периода и разделить их сумму на 2. Так получится средняя кредиторская задолженность за период. Период может быть квартал, полгода, год.
Период оборота запасов
Вторая составляющая формулы расчета продолжительности производственного цикла — период оборота запасов. Показатель рассчитывается следующим образом:
Вместо «Выручки от продаж» иногда используют «Себестоимость проданной продукции». Сложив вместе период оборота кредиторской задолженности и период оборота запасов вы получите продолжительность производственного цикла.
Архивы Наши профессии — Ростовский колледж технологий машиностроения
Новая программа обучения в РКТМ, в рамках которой студенты учатся осуществлять разработку технологических процессов и управляющих программ для изготовления деталей в металлообрабатывающих производствах, в том числе автоматизированных. Область профессиональной деятельности выпускника будет связана с обеспечением функционирования технологического оборудования, а также с эксплуатацией и наладкой станков с ЧПУ, что даёт отличные перспективы для трудоустройства.
- Престиж специалиста
- Востребованность
- Высокая зарплата
Профессия «мехатроник» входит в топ-50 и является востребованной практически на любом высокотехнологичном предприятии. Она является одной из наиболее перспективных в нашей стране, так как правительством РФ взят курс на развитие и совершенствование технологических процессов.
Робототехника — перспективное направление в современном мире: рынок робототехнических устройств, будь то бытовые, промышленные, развлекательные, обслуживающие или научно-исследовательские роботы, растет с каждым годом. Востребованность специалистов данной сферы будет на высоком уровне еще как минимум в течение ближайших 50 лет.
Средняя заработная плата специалиста в сфере мехатроники и мобильной робототехники составляет около 47 000 рублей.
Личные качества:
Профессия робототехник предполагает интерес к точным наукам и инженерному делу, аналитический склад ума, хорошо структурированное мышление в сочетании с богатым воображением. Робототехник – это универсальный специалист. Ему необходимо знание механики, программирования, теории автоматического управления, теории проектирования автоматических систем.
Место работы и карьера:
Робототехники работают в конструкторских бюро авиации и космонавтики. Например, в НПО им. С.А.Лавочкина. В научно-исследовательских центрах разной направленности (космос, медицина, нефтедобыча и пр.). В компаниях, специализирующихся на роботостроении.
- Престиж профессии
- Востребованность
- Высокая зарплата
Наладчик станков и оборудования в механообработке — это профессионал, работающий на высокотехнологичном производстве. Сотрудники этого профиля востребованы на самых разных производствах. Задача наладчика станков — в настройке сложных систем, положенных в основу станков с ЧПУ и промышленных роботов-манипуляторов.
Наладчики станков определяют также порядок, в котором подконтрольные им механизмы будут обрабатывать исходные материалы, и выявляют сбои и неисправности в работе оборудования с тем, чтобы своевременно устранить проблемы в работе станочных узлов.
Сотрудник этого профиля должен своевременно и квалифицированно исправить любые имеющиеся неполадки как в электронных системах станка, так и в его механике, отбалансировать оборудование и провести его монтаж, а также следить за состоянием станка в процессе работы.
Пример расчета
Для лучшего понимания особенностей движения деталей в производстве и вычисления времени обработки рассмотрим пример.
Например, необходимо обработать 3 (n=3) изделия с 4 операциями (m=4) cо временем по операциям:
T1 = 5 минут, T2 = 10 минут, T3 = 15 минут, T4 = 20 минут.
При последовательном методе движения вычисляем время обработки по формуле:
Сi – количество рабочих мест.
Тц(посл) = 3 * (5 + 10 + 15 + 20) = 150 минут
При параллельном методе перемещения применяем формулу:
р = 1 (размер партии);
Тmax – максимальный период обработки;
Сmax – число рабочих мест на максимальной обработке.
Тц(пар) = (5 + 10 + 15 + 20) + (3 – 1) * 20 = 90 минут
При параллельно-последовательном методе используем формулу:

Тц(пар-посл) = 150 – (3 – 1) * (5 + 10 + 15) = 90 минут.
Вывод! Последовательный метод организации движения деталей самый длительный.
Время на обработку составляет 150 минут, а при параллельном и параллельно-последовательном способе 90 минут.
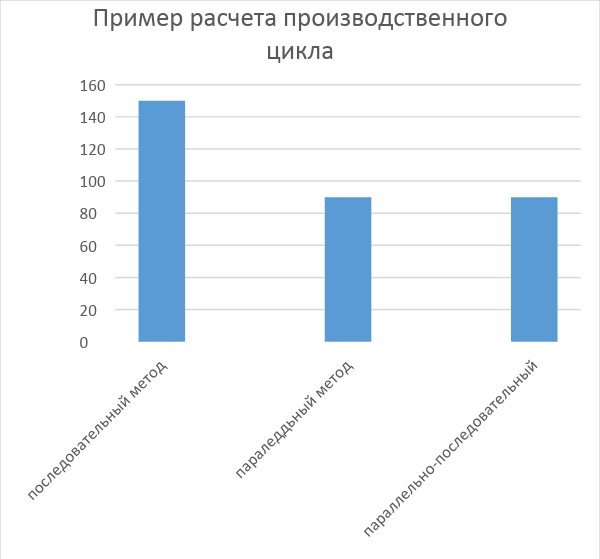
Рисунок 2. Пример расчета
Пример расчета продолжительности цикла можно увидеть в видео или скачать пример расчета в Excel.
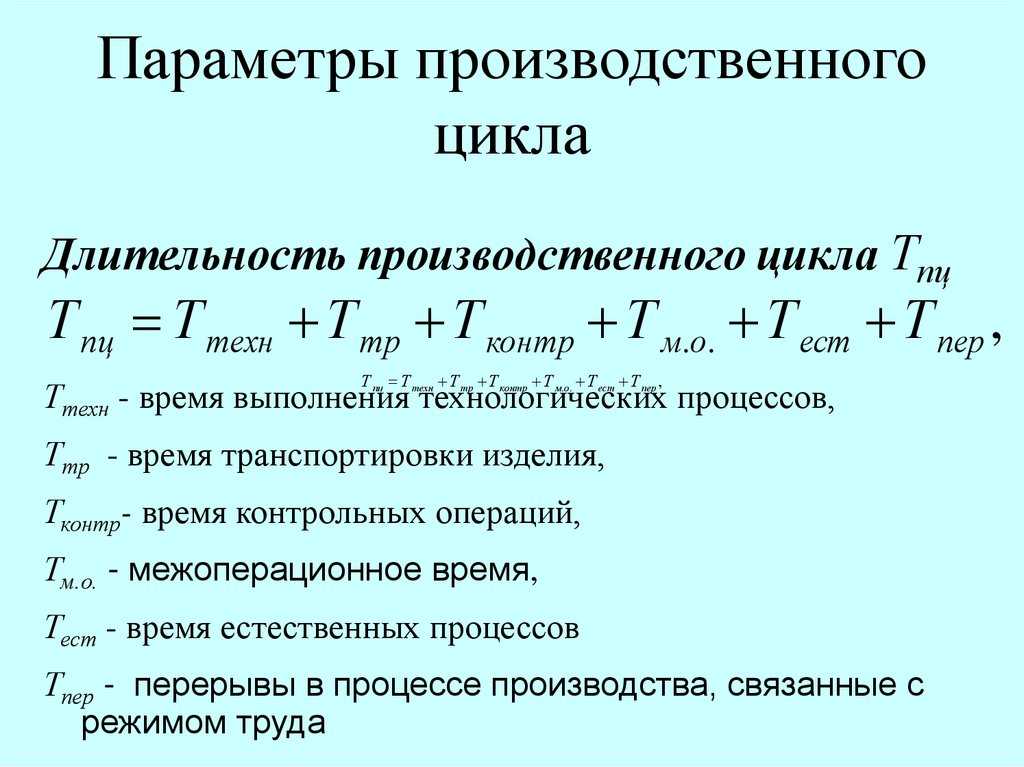
Формула для расчета производственного цикла
Значение цикла устанавливается по этой формуле:
Т п.ц. = Ттехн + Тпер + Тест.проц.

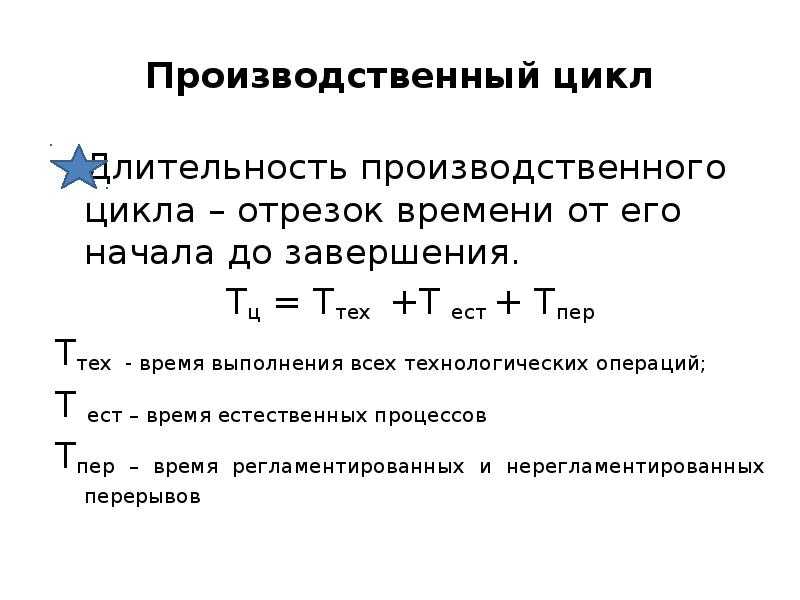
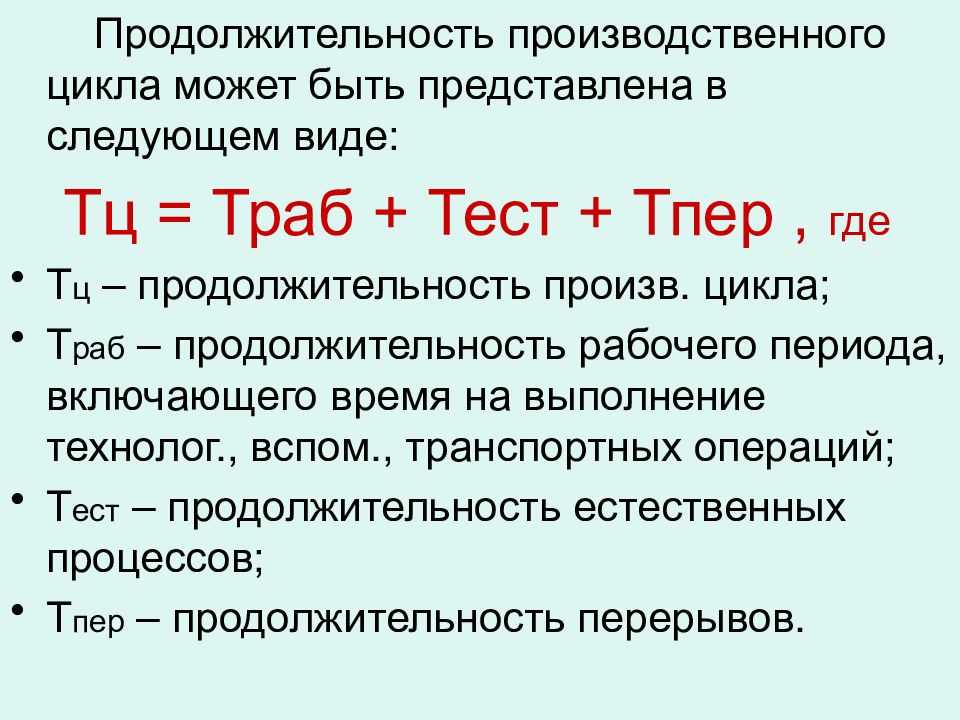
В формуле использованы эти значения:
- Тп.ц. – сроки ПЦ.
- Ттехн – сроки технологического этапа.
- Тпер – перерывы.
- Тест.проц – сроки естественных простоев.
При вычислении продолжительности цикла нужно принимать во внимание только те промежутки, которые не компенсируются периодом технологических действий. К ним относятся контрольные мероприятия, транспортировка сырья и изделий
Периоды отдыха, вызванные организационно-техническими проблемами (к примеру, задержка в поставках сырья, проблемы с дисциплиной на предприятии) при определении плановой продолжительности ПЦ не принимаются во внимание.
При определении значения цикла принимаются во внимание нюансы движения объекта труда по производственным действиям. Движение подразделяется на следующие формы:
- Последовательное. Работа с новой партией однородных объектов труда инициируется только после того, когда была обработана прошлая партия.
- Параллельное. Направление предметов на операцию выполняется после того, как была обработана прошлая операция. Рассматриваемая форма движения обуславливает сокращение показателей цикла.
- Параллельно-последовательное. Направление объектов на операцию реализуется во время исполнения смежной операции. Рассматриваемый порядок позволяет исключить перерывы.
От типа движения объектов труда зависит временной промежуток цикла.
От чего зависит значение производственного цикла
Сжатость производственного цикла определяется этими факторами:
- Технологические процессы. Оснащенность предприятия техническими инструментами воздействует на длительность обработки и сборки.
- Организационные. Предполагают действия по организации рабочих процессов. Эти процессы воздействуют на длительность вспомогательных действий, перерывов.
- Экономические. Они влияют на значения механизации, техническое совершенство и сроки процессов, значения незавершенного производства.
Длительность цикла – это результат целой массы факторов, присутствующих на предприятии. Изменение одного из факторов способствует как сокращению, так и умножению цикла. То есть сроки производственного цикла можно изменять. Для этого используются разные методы.
Рассчитываем периодичность запуска-выпуска партии деталей в производство
Периодичность запуска партии деталей в обработку (ЗВ, ч) зависит от программы выпуска готовых изделий в месяц и определяется по формуле:
(2)
Рекомендуем выражать ЗВ не в часах, а в рабочих днях. При пятидневной рабочей неделе соотношение рабочих и календарных дней в течение года (f) составляет:
258 / 365 = 0,71.
При этом нужно учесть длительность рабочего дня (Ч) — 8 ч, число смен (РС) в сутки — 2 и календарный режим работы предприятия.
Далее при пересчете рабочих дней в календарные будем пользоваться соотношением: РС × Ч × f, а при необходимости перевести часы в календарные дни будем часы делить на произведение: РС × Ч × f.
Для расчета периодичности запуска-выпуска в календарных днях используется формула:
(3)
Определим периодичность запуска-выпуска для заготовительного и механического цехов:
или 14 календ. дней.
В приведенном расчете 14 календарных дней соответствуют 10 рабочим дням, или М/2. Следовательно, партии в производство должны запускаться два раза в месяц.
В дальнейших расчетах сохраним периодичность М/2, изменяться будет размер партии запуска.
Составляющие временного интервала перерывов в работе
Более детальное рассмотрение времени Тпп, связанного с перерывами в работе, выявит ряд особенностей.
Регламентированное время состоит из:
- межоперационного;
- междусменного.
Межоперационное время — это:
- время партионности, включающее временной интервал ожидания до старта обработки детали и после его завершения;
- время ожидания, по причине неритмичности технологии обработки деталей;
- время комплектования, из-за незаконченности деталей, составляющих комплект.
Междусменное время возникает по причинам:
- нерабочих дней;
- простоя между окончанием и началом смен;
- перерыва на обед.
Важный момент! Нерегламентированные перерывы не учитываются в цикле производства, так как возникают незапланированно по следующим причинам:
- неработоспособность оборудования;
- несвоевременная подача материалов;
- невыход персонала на производство.
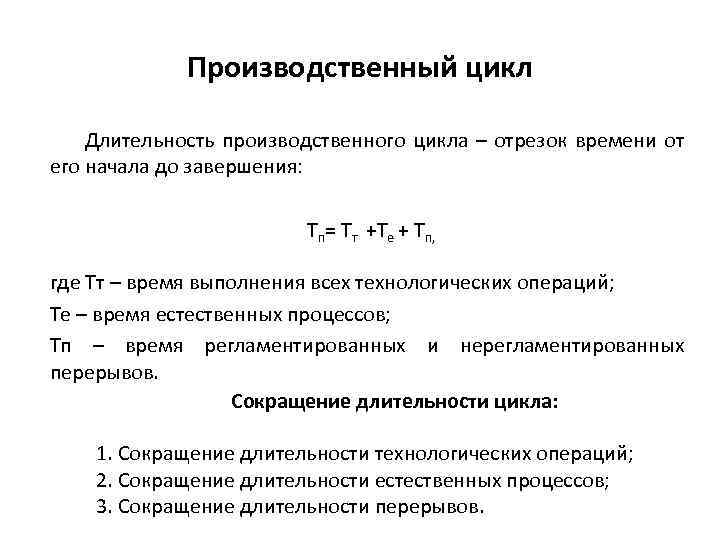
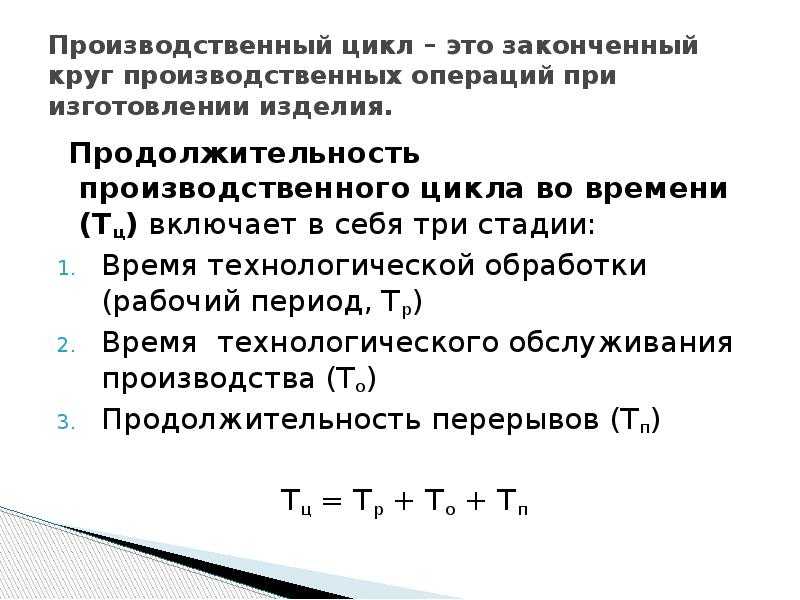
Производственный цикл
Определение 1
Производственный цикл – это временной отрезок, который охватывает этапы от запуска сырья в производство до получения готовой продукции.
Предприятие создается для того, чтобы регулярно извлекать прибыль. Для этого ему необходимо производить и реализовывать продукцию, которая на текущий момент востребована потребителями. Если спроса на создаваемый товар нет, то предприятие станет убыточным.
Цикл производства состоит из:
- Технологических процессов.
- Простоев.
- Вынужденных и запланированных перерывов.
То есть, производственный цикл описывается временем.
Предпринимателю необходимо знать свой цикл и его продолжительность, для того, чтобы координировать расходы, управлять затратами ресурсов, финансов и времени. Конкурентоспособность предприятия зависит от того, насколько эффективно руководитель минимизирует расходы без потери качества и повышает доходы. То есть соотношение затрат и прибыли должно быть положительным в пользу дохода.
Экономическое положение предприятия определяется параметрами производственного цикла. Особенно он сказывается на объеме выпуска, а также на эффективности работы и качестве использования оборотных фондов. Процессы предприятия зависят от организации производственного цикла. Он оказывает влияние и на себестоимость. Себестоимость же является определяющим показателем для установления цены реализации и прогнозирования прибыли. Если руководство добивается существенного сокращения длительности производственного цикла, то это моментально сказывается на улучшении финансового и экономического положения предприятия.
Пути сокращения длительности цикла производства
Оптимизация процессов производства влияет на соотношение расходов и доходов. Как результат выравнивается экономическое положение предприятия, стабилизируется его финансовая деятельность и усиливается хозяйственная независимость.
Всей действия руководства должны быть направлены на снижение цикла изготовления продукции. Это может привести к следующим результатам:
- Улучшение показателей оборачиваемости.
- Появление свободных денежных средств.
- Сокращение показателей незавершенного производства.
- Снижение материальных затрат.
- Снижение нагрузки на финансы предприятия.
- Увеличение выпуска продукции.
- Повышение трудовой производительности.
- Снижение себестоимости продукции.
Уменьшение цикла может проводиться с помощью конструкторских и технологических изменений. К конструкторским относят снижение материалоемкости, уменьшение массы и габаритов, повышение показателя стандартизации и рост унификации процессов. Технологические изменения включают в себя рост производительности, организацию параллельности процессов, сокращение расстояний между отдельным цехами, модернизацию мощностей, внедрение новых технологий. Возможно использование экологической обработки отходов. Особую группу методов составляют организационные процессы. Сюда относят создание удобных условий на рабочем месте, логистические мероприятия, диспетчеризацию и внедрение прогрессивной шкалы оплаты труда.
Реорганизация производственного процесса ведет к уменьшению временных затрат на выполнение отдельных процессов, упрощение структуры процесса. Это достигается за счет уменьшения малоэффективных действий или посредство совмещения во времени вспомогательных и транспортных процессов. Так же возможны мероприятия по сокращению или устранению перерывов, простоев, рационализации движения предметов труда, освоение новых видов технологий.
Таким образом, оптимизация производственного процесса направлена на его сокращение и уменьшение неэффективных действий. В результате сокращаются затраты, что позволяет увеличивать доход от деятельности без расширения рынков сбыта. Полученные средства могут пойти на модернизацию производства, а значит повлиять на конкурентоспособность предприятия.
При этом, инвестирование проводится не только в основные фонды, но и в развитие кадрового состава и потенциала сотрудников. Вложения в человеческий капитал становятся особенно актуальными при переходе к сфере обслуживания и высоким технологиям.

История
В истории экономики производство понималось по разному. Со временем происходило распространение этого понятия на новые сферы человеческой деятельности. Школа физиократов во главе с Франсуа Кенэ считала, что продукт создается только в сельском хозяйстве. Остальные отрасли либо перерабатывают его, либо пользуются доходами сельского хозяйства. В Экономической таблице Кенэ выделил три общественных класса:
- производительный класс — фермеры и наёмные рабочие аграрного сектора;
- землевладельцы — феодалы (к числу которых относился и король);
- стерильный (бесплодный) класс — промышленники, купцы, ремесленники и другие занятые не в сельском хозяйстве.
Адам Смит расширил это представление, назвав производительным трудом всякий труд по созданию материальных благ. Непроизводительным трудом Смит считал труд слуг, которые оплачиваются из прибыли капиталиста. Представление о непроизводительном труде в сфере услуг было заимствовано Карлом Марксом, а впоследствии и советскими экономистами. Разделение на материальное производство и непроизводственную сферу легло в основу баланса народного хозяйства СССР, который лежал в основе системы планирования.
Сфера услуг была отнесена к производительной деятельности, благодаря Жану-Батисту Сэю и Альфреду Маршаллу. В книге «Принципы экономической науки» Маршалл писал:
Маршалловское представление о ценности любого труда легло в основу системы национальных счетов. Оно в целом соответствует и взглядам Уильяма Петти, предшественника Адама Смита. Петти называл землю матерью богатства, а труд его отцом. Он также предполагал, что со временем сфера услуг будет приобретать все большее значение. Предсказание Петти реализовалось в постиндустриальной экономике, где большая часть ВВП создается в секторе услуг.