

Промывки
Обычно после каждой рабочей ванны – ванны с химическим раствором – следует одна или две промывочных ванны. Назначение промывок – удалять химикаты с поверхности профилей и предотвращать их перенос в следующую рабочую ванну.
Водопроводная вода
На первых этапах обработки – обезжиривании и травлении – как правило, бывает достаточным применение обычной водопроводной воды. На последних этапах промывки вода должна быть особенно чистой, чтобы избежать проблем с адгезией краски или впоследствии – коррозионных проблем.
Деионизированная вода
Поэтому на последнем этапе обработки применяют деионизированную воду, электропроводность которой не превышает 30 микросименс на сантиметр (μS/см)
Эта промывка в деионизированной воде является чрезвычайно важной, так соли (обычно кальция), которые содержатся в жесткой воде, при ее высыхании на профилях могут быть причиной начала коррозии и последующего образования пузырей на готовой окрашенной поверхности
Температура промывок
Для первых промывочных ванн не существует ограничений по температуре, однако температура воды в промывках после ванны хроматирования должна быть не выше 50 ºС. Если промывочная вода будет слишком горячей, то она может растворить и смыть свежее хроматное покрытие. Длительность промывок составляет обычно несколько минут.
Барботаж
Циклические движения навесок или корзин с профилями, а также воздушное барботирование промывочных ванн обеспечивают лучшее качество промывки.
Состав порошковых красок
В состав порошковых красок входят: олигомеры (полимеры), наполнители, пигменты, ускорители отверждения, отвердители, пластификаторы, модификаторы и различные вспомогательные вещества.
Олигомеры (полимеры) – это основа любой порошковой краски, которая и определяет конечные свойства продукта. Чаще всего для производства порошковых красок используют полимеры (олигомеры) в виде сыпучего порошка, или вещества, которые при измельчении образуют дисперсный порошок. Иногда могут использоваться жидкие олигомеры (например, в качестве модификаторов) или пленкообразователи в твердом виде, которые могут в определенных условиях переходить в вязкотекучее состояние.
Для изготовления порошковых красок необходимо использовать пленкообразователи с определенными свойствами: достаточно низкая вязкость расплавов, оптимальное поверхностное натяжение; молекулярная масса должна быть в пределах от 1500 до 3000; также необходима определенная температура текучести, плавления, стеклования, степень кристалличности; оптимальное число функциональных групп и т.п.
Наполнители и пигменты в порошковых красках играют такую же роль, как и в жидких составах, например, придают определенный цвет, оттенок, меняют механические, пластические и другие свойства краски или готового покрытия, улучшают защитные свойства и т.п.
оказывают большое влияние на основные параметры красок: способность наноситься на поверхность, склонность к электризации, сыпучесть.
В готовой количество всех наполнителей и пигментов может колебаться от 5 до 60%. Число сильно зависит от назначения краски, ее цвета и природы используемого олигомера (полимера). Как правило, в порошковых красках используются те же наполнители и пигменты, что и в жидких. Эти вещества могут быть органического или неорганического происхождения. Чтоб укрывистость покрытия была высокой часто применяют органические пигменты в сочетании с неорганическими.
Часто при изготовлении порошковых красок используют следующие наполнители: каолин, молотую слюду, бланфикс (барит), кварц, кремнезем, тальк и др.
Модификаторы по типу отличаются от основных пленкообразующих добавок. Используют модификаторы для того, чтоб улучшить свойства как самих красящих составов, так и покрытий на их основе. В качестве модификаторов в порошковых красках могут выступать олигомеры, мономеры или полимеры.
Пластификаторы играют в производстве порошковых красок очень важную роль, т.к. без этих веществ невозможно получить из порошкообразной массы качественное покрытие с высокими декоративными и защитными свойствами. Пластификаторы способствуют снижению продолжительности высыхания порошковых лакокрасочных материалов, уменьшают температуру формирования покрытий, регулируют физико-механические свойства отвержденного слоя.
В качестве пластификаторов могут использоваться твердые или жидкие соединения. Из твердых можно отметить: дифенилфталат, салициловую кислоту, β-нафтол, трифенилфосфат и др. К жидким пластификаторам, которые используют в производстве порошковых красок, относятся: диоктилфталат, пентаэритритовый эфир (также гликолевый) жирных синтетических кислот, дибутилфталат и др.
Отвердители используются в производстве термопревращаемых порошковых лакокрасочных материалов на основе полиуретановых, эпоксидных, полиакрилатных, полиэфирных и некоторых других олигомеров.
Ускорители отверждения применяются вместе с отвердителями. При этом необходимо учитывать вид используемого пленкообразователя. Ускорителями отверждения служат комплексы аминов с металлами, соли некоторых металлов (например, Cd, Zn, Hg и др.). Если используется эпоксидная основа, часто используют ароматические амины, цианамиды, многоосновные кислоты и их ангидриды и др.
Процесс нанесения порошкового состава
После завершения подготовительных работ и перед покраской суппортов порошковой краской, переходим непосредственно к нанесению состава. Для этого изделие помещается в камеру, которая имеет несколько приоритетов перед окрашиванием непосредственно в гараже:
- улавливает частицы порошка и препятствует их распространению по всему гаражу;
- обеспечивает утилизацию отходов, которые не успели осесть на окрашиваемой поверхности;
- обеспечивает хорошую фильтрацию.
Можно выполнить покраску суппортов или дисков непосредственно на автомобиле, не выполняя демонтажа. Это несложная операция, но при её выполнении существует риск попадания краски на соседние детали, которые окрашивать не требуется. На качество результата влияют погодные условия и направление ветра.
Технология окрашивания состоит из таких шагов:
- Окраска в домашних условиях начинается с подготовки красящего вещества. Для достижения нужного оттенка берут порошки нескольких цветов и смешивают.
- Подготавливаем респиратор, перчатки и очки для защиты от воздействия состава.
- После того как выполнено напыление первого слоя, оставляем его для просушки. Первый слой никогда не получается идеальным. Толщина слоя порошковой краской создаётся не слишком большая, поэтому однократного нанесения недостаточно.
- Количество слоёв может быть различным, от 4 до 10. Наносить следует до тех пор, пока толщина покрытий порошковой краской не станет идеальной.
- Полимерное покрытие наносится с помощью распылителя, который располагают во время процесса на расстоянии 25–30 см от окрашиваемой поверхности.
Термопластичные краски
Смолы в их составе образуют покрытия за счёт сплавления частиц с последующим охлаждением расплава.
Слой краски получается пластичным и нередко — растворимым. Состав готового покрытия соответствует химическому составу исходных материалов, химических превращений при окрашивании не происходит.
К данной группе порошково-полимерных красок относят составы:
- на основе поливинилхлорида. Эти виды порошковых красок устойчивы к воздействию детергентов, и могут использоваться для покраски изделий и конструкций внутри и снаружи зданий.
- на основе поливинилбутираля. Используются для декоративной окраски и образования защитно-декоративных покрытий – электроизоляционных, бензостойких, устойчивых к абразивному истиранию. Применяются в покраске изделий, не требующих повышения температуры при эксплуатации.
- полиамидные составы обладают механической прочностью, устойчивы к истиранию, нечувствительны к действию органических растворителей.
- составы на основе полиолефинов. Чаще применяются для защиты, имеют электроизоляционные свойства. Применяются как антикоррозионные покрытия металлов. Минусом является склонность к растрескиванию.
Подробности процесса
Оборудование для использования порошковой краски
Основной сложностью при работе с красками порошкового типа будет, как уже было сказано ранее, необходимость покупки особого оборудования, и если, например, камер полимеризации сделать самостоятельно можно, то пескоструй или пистолет потребуется покупать, но рассмотрим все по порядку.
Пескоструй
Так как для подготовки поверхности требуется уделить достаточно внимания, даже больше, чем краске, без пескоструйной установки тут точно не обойтись. Вы можете использовать разные абразивы, но они могут не дать должного результата, тем более, если изделие имеет сложные формы и конфигурации. Естественно, что сложное оборудование для промышленных работ покупать не нужно, и достаточно будет купить пистолет с малой отдачей, который способ забирать песок из обычного ведра.
Обратите внимание, что для аппаратов пескоструйного типа используется особый песок, мелкофракционный, который очищен от примесей, а если покупать такой абразив нет возможности, то следует взять простой речной мелкий песок, а после тщательно просеять его через сито. Краскопульт
Краскопульт
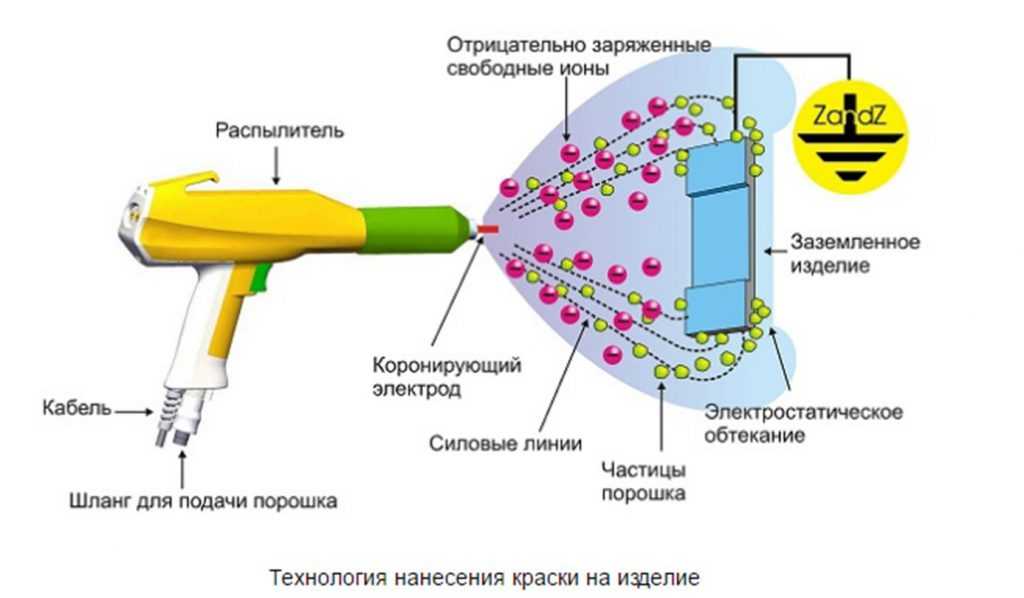
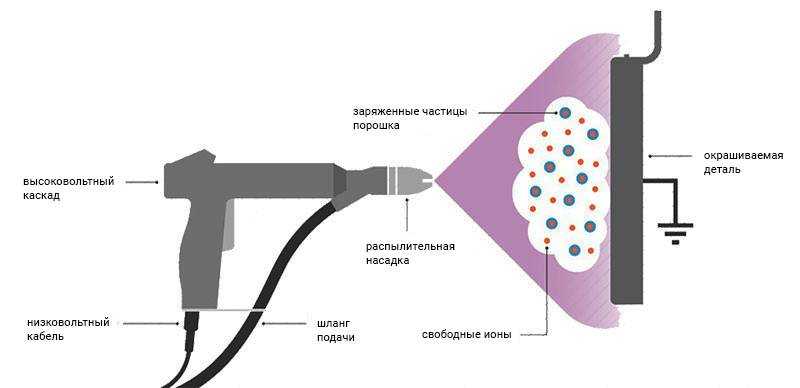
Как уже было сказано, стандартный краскопульт, которым работают с жидкими красками, тут не подойдет, потому что помимо функции распыления порошок следует заряжать электричеством. У особых краскопультов помимо повышенного давления к соплу будет подходить электрический провод. Второй провод, который специалисты называют массой, следует подсоединить к изделию, и в момент, когда краска начнет соприкасаться с металлом, будет происходить микроскопическое замыкание, а порошок станет проникать в структуру. На фото вы увидите краскопульт специально для порошковой краски от одного популярного бренда, и такое оборудование является профессиональным, поэтому покупать его для единоразовой или редких работ нет смысла, но если вы планируете частный бизнес, то лучше потратится один раз и не знать проблем в течение многих лет.





Камера полимеризации
Именно такая камера является обязательным оборудованием. Для самостоятельного изготовления камеры потребуются определенные знания в электрике, а также умение правильно рассчитывать количество и мощность ТЭНов для нагревания, которые должны быстро набирать внутри температуру до +200 градусов, а после держать ее определенный временной промежуток.
Чтобы самостоятельно собрать камеру, вам потребуется:
-
Труба профильного типа для сборки каркасной конструкции.
- Оцинкованная сталь для обшивки наружной и внутренней части каркаса.
- Базальтовая или минеральная вата для утепления камеры изнутри, а также для улучшения способности сохранять внутри температуру.
- ТЭНы для нагревания, мощность и количество которых рассчитывается индивидуально, по размерам камеры.
- Автоматика, которая будет снимать показания температуры, а также отрегулирует уровень нагревания.
- Две термопары, которые будут размещены по одной внизу и вверху. Такое распределение требуется для более четкого анализа температур внутри камеры, потому что автоматика будет учитывать показания сразу с двух приборов.
Мы не будет подробно останавливаться на изготовлении камеры полимеризации, поэтому просто оставим обучающий видеоролик, где все подробно показано.
Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.
Покрывание детали порошковым покрытием
Следующий этап после подготовительного – непосредственно окрашивание. Тут все довольно просто: поместите деталь в отсек напыления, присоедините и закрепите на ней минусовой провод от вашего источника питания. Если включить наш преобразователь и поднести бутылку с металлической пробкой к детали на расстояние 20-30 мм — увидим проскакивание искр, это значит, что напряжения достаточно для нанесения порошковой краски.
Для этого надавливаем на бутылку, чтобы часть порошка вместе с воздухом выдувалась из дырок в пробке. Под воздействием высокого напряжения, частицы краски электризуются и прилипают к окрашиваемому изделию.
Часть порошка все равно рассыпется на пол, поэтому подстелите газету, чтобы потом его собрать.
После нанесения порошковой краски начинается процесс создания отвержденного полимерного слоя.
Полимеризация
Суть этого процесса в том, что окрашенная деталь устанавливается в специальную печь. Там она в течение определенного временного промежутка подвергается воздействию высокой температуры.
Для этого потребуется самостоятельно изготовленная печь для полимеризации порошковой краски. Чтобы процесс прошел без накладок, необходимо соблюсти следующие условия:
- Придерживайтесь рекомендаций, разработанных для каждой конкретной краски.
- Обеспечьте равномерное нагревание каждой детали.
- Соблюдайте точное время полимеризации. По его истечении извлеките деталь из камеры и оставьте на открытом воздухе для полного остывания.
Применение этого способа окрашивания порошковыми составами идеально подойдет тем, кто любит все делать своими руками. Делать самостоятельно печь для полимеризации довольно долго, однако на лицо существенная экономия средств и получение качественного покрытия.
Порошковое покрытие, или порошковая краска — обладает широким спектром возможных областей применения, однако, чаще всего, используется для покраски изделий из металла.
Если вы намереваетесь воспользоваться услугами профессиональных мастерских – стоит обеспокоиться состоянием кошелька.
Дело в том, что цены на покраску довольно высокие, поэтому порошковая покраска своими руками будет очень интересным вариантом.
Имея необходимое оборудование, а так же помещение, условия в котором — максимально приближены к необходимым для проведения работ, можно легко выполнить самостоятельную окраску.
При этом не стоит думать, что качество будет разительно отличаться.
На самом деле, порошковая покраска своими руками практически идентична работам в мастерской, разница лишь в оборудовании и цене.
Если ранее вам уже приходилось сталкиваться с краской в баллончиках, то вся процедура будет очень знакома, отличие лишь в том, что баллончик не нужно встряхивать и он большего объема.
Какой пистолет для порошковой покраски выбрать

Порошковая покраска – это современный, прогрессивный метод покраски металлических изделий. Порошковые краски создают максимально прочное, стойкое и долговечное покрытие. Если соблюдается технология нанесения материала, то покрытие может прослужить до 20 лет.
Главное отличие порошковой покраски от всех других типов лакокрасочных материалов в том, что для нее необходимо специальное оборудование. Это пистолет-распылитель, камера напыления и печь полимеризации. От качества и правильности подбора устройств зависит долговечность и равномерность конечного покрытия.
В этой статье мы расскажем, как выбрать пистолет для покраски порошком металлических изделий.
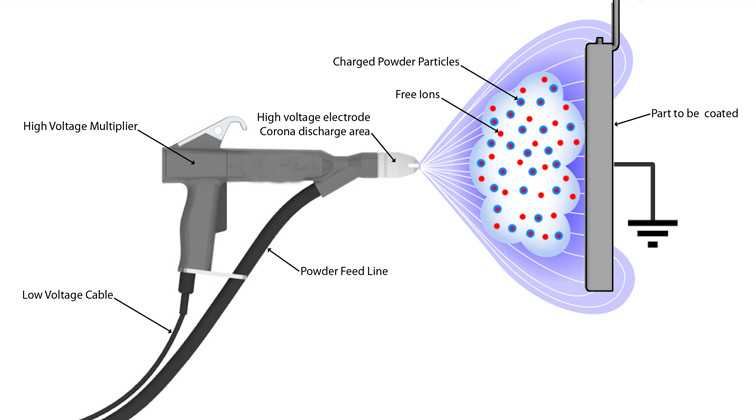
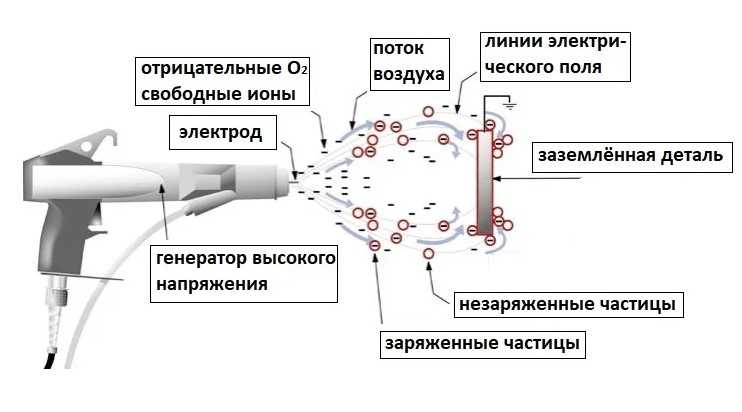
Принцип порошковой покраски
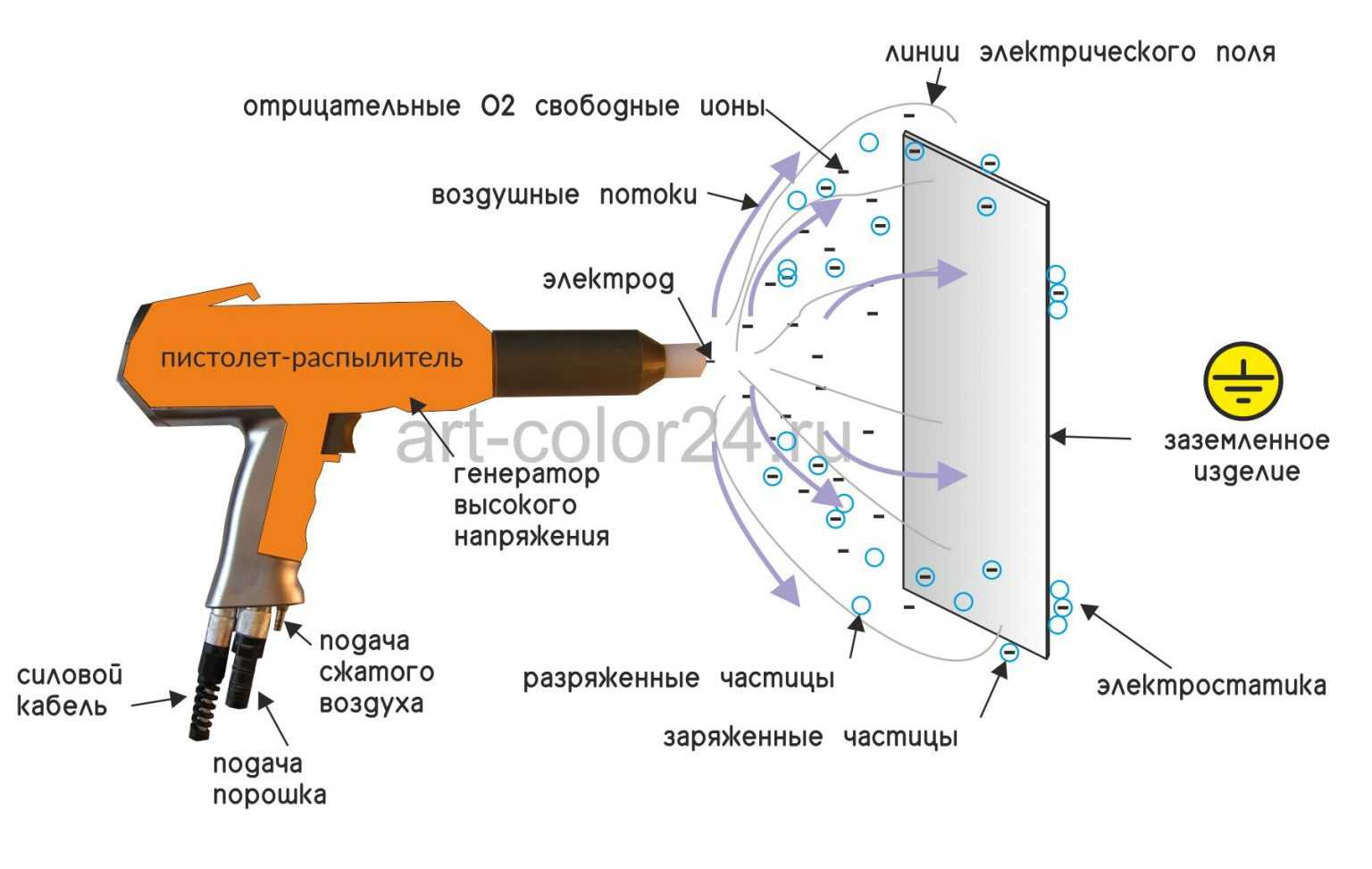
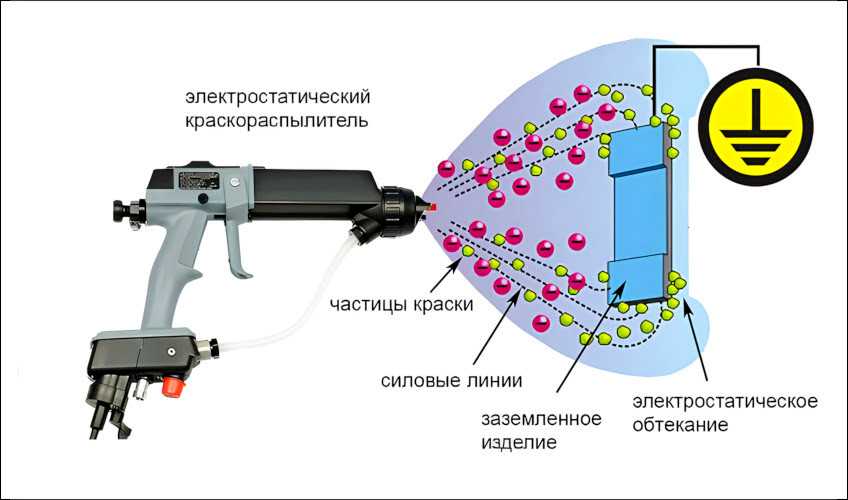
Порошковая краска оседает на металлическом изделии благодаря электрическому полю. Для этого пистолет должен придать частицам порошка заряд. А маляр, изделие и оборудование заземляется. Таким образом краска как будто намагничивается на поверхности.
Наносят краску так: окрашиваемое изделие подвешивают в камере напыления, пистолетом для покраски распыляют порошок на поверхность.

После того, как краска покрыла все изделие, его отправляют в печь полимеризации. Там краска должна расплавится и застыть. Запеченной детали надо дать время на остывание, и затем ее можно использовать. Пистолет для напыления краски может быть трибостатическим или электростатическим.
Трибостатический распылитель
В трибостатическом пистолете заряд частиц происходит путем трения частиц краски друг о друга и о специальную поверхность ствола устройства. Благодаря тому, что пистолет не производит тока и образовывает меньше напряжение, он позволяет прокрашивать труднодоступные места изделий сложной формы.
Трибостатический пистолет для порошковой покраски имеет цену ниже, чем электростатические устройства. Однако, стоит учитывать нестабильность такого пистолета. Из-за особенностей его работы, на качество покраски прямым образом влияет влажность в помещении, где происходит покраска, и краска, которая используется.






Для него подходит только очень качественная эпоксидная краска. Объем его работы ограничен размером бачка. Чем меньше краски в бачке, тем хуже электризации и оседание частиц порошка.

Электростатический распылитель
При использовании электростатического распылителя, с такими проблемами маляры не сталкиваются. А все потому, что он совершенно по-другому заряжает частицы. Работает такой пистолет для покраски от компрессора. Именно благодаря ему частицы получают заряд.
Однако из-за того, что во время его работы намного больше напряжение и образуется ток, могут возникнуть различные физические явления, которые мешаю оседанию краски. Например, можно столкнуться с эффектом клетки Фарадея или обратной ионизацией. Это касается изделий трудной формы, углов, выемок и т.д.
Для работы с таким пистолетом подходит любой вид краски.

Как выбрать пистолет
Для того, чтобы купить пистолет для покраски, который будет выполнять необходимые задачи и долго служить, сначала определитесь с тем, какие изделия вы собираетесь окрашивать.
Если это будет большое количество изделий простой формы, то лучше покупать электростатический пистолет. Если предстоит покрывать краской изделия сложной формы, то идеальный вариант – трибостатический пистолет
Но если надо окрашивать огромное количество деталей сложной формы, то лучше устанавливать на производстве автоматическую линию. Также надо определиться с тем, какой слой окончательного покрытия должен быть. Трибостатический пистолет позволяет получить более толстое покрытие.

Помните, что трибостатика намного лучше справляется с труднодоступными местами и углами. Но она не подходит для длительной, беспрерывной покраски.
Если после прочтения данной статьи, вам не удалось разобраться с тем, какой пистолет для покраски выбрать, то советуем обратиться за рекомендациями к специалисту. Он сможет подобрать необходимый инструмент, учитывая все особенности производства.
№3. Какое оборудование используют?
В зависимости от выбранного способа нанесения покрытия и масштабов производства используют такие типы оборудования:
- компактные установки;
- поточные технологические линии.
Использование компактных установок оправдано только при скромных объемах производства. Это небольшие переносные установки, порошковые пистолеты и распылители.

Если же в год планируется окрашивать более 50 000 м2 поверхности, то лучше смотреть в сторону профессионального оборудования. В данном случае камера напыления, установка рекуперации порошка, распылитель, камера полимеризации и некоторые другие элементы системы связаны конвейером. В итоге образуется целая покрасочная линия, которая позволяет проводить порошковую окраску более быстро и эффективно. Приобрести качественное оборудование для порошкового окрашивания можно на сайте компании «Поток», которая производит камеры напыления и полимеризации, транспортные системы и линии окраски. Это практичное и функциональное оборудование, которое не уступает зарубежным образцам, а его разборная конструкция обеспечивает высокую ремонтопригодность.

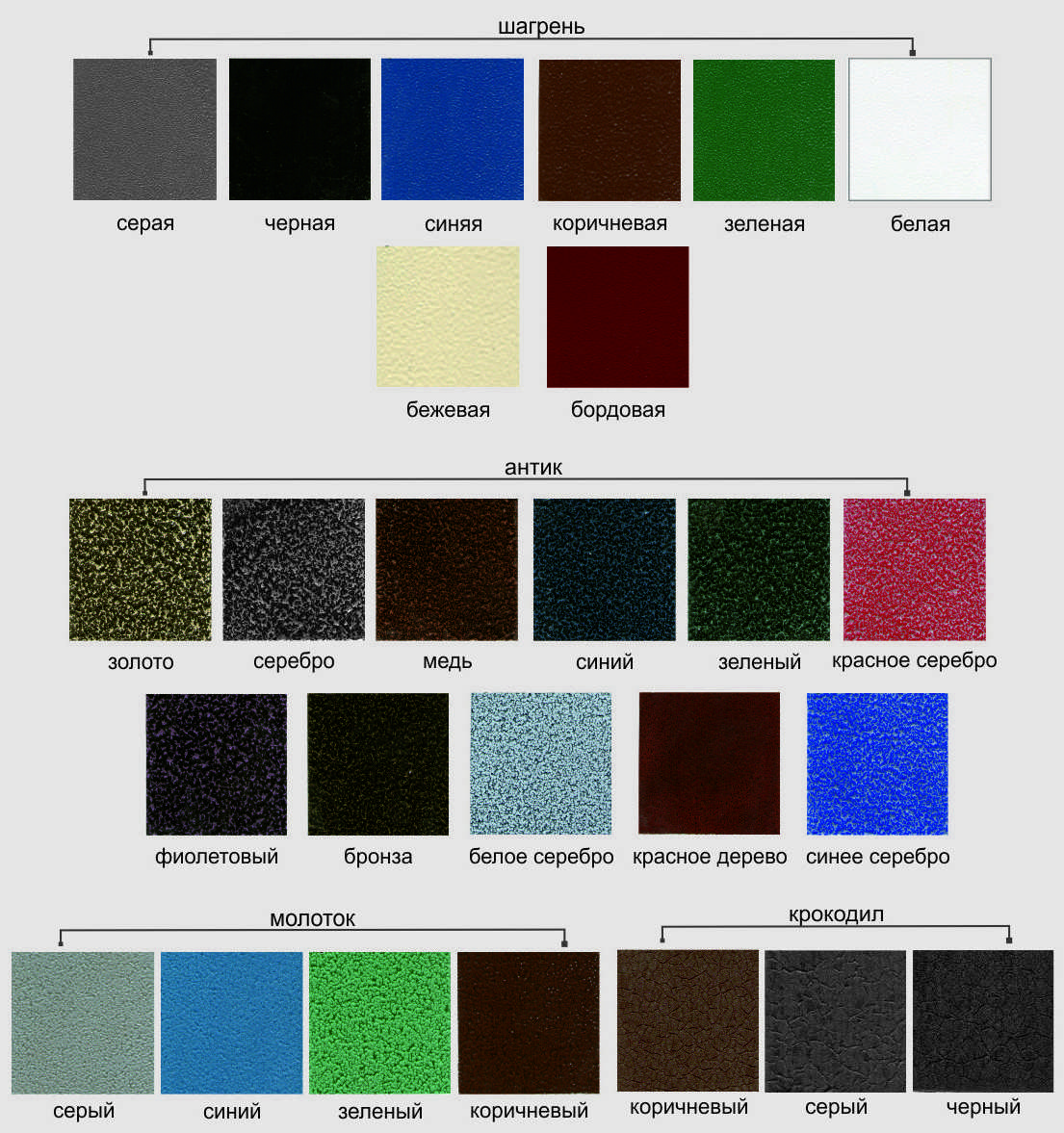
Типы порошковых красок
Существует несколько типов порошковых красок, каждый из которых имеет свои особенности и применения:
- Эпоксидные — это краски, которые содержат эпоксидную смолу. Они широко используются в промышленности благодаря своей высокой стойкости к химическим и механическим воздействиям.
- Полиэфирные — это краски, которые содержат полиэфирную смолу. Они обладают хорошей устойчивостью к УФ-излучению, что делает их хорошим выбором для использования на наружных поверхностях.
- Полиуретановые — это краски, которые содержат полиуретановую смолу. Они обладают высокой устойчивостью к ударам и царапинам, и широко используются в производстве мебели и автомобильной отрасли.
- Металлизированные — это краски, которые содержат металлические пигменты, такие как алюминий или бронза. Они обладают хорошей декоративной функцией, создавая металлический эффект на покрытии.
- Термочувствительные — это краски, которые изменяют свой цвет при изменении температуры. Они могут использоваться для термоиндикации, контроля температуры и декоративных целей.
- Фосфатные — это краски, которые содержат фосфатные соединения. Они обладают хорошей адгезией к металлическим поверхностям и используются для поверхностной подготовки перед покраской.
Выбор конкретного типа порошковой краски зависит от условий эксплуатации, требований к покрытию и типа поверхности, на которую краска будет нанесена.
Плюсы порошковой краски со стороны экологической области
Рассмотрим шесть основных пунктов, которые будут складываться в общую картину, связанную с защитой экологической среды:
- Во-первых, нет в составе вредных веществ, которые бы имели органическую природу.
- Во-вторых, сам процесс окраски несет чисто экологический момент.
- В-третьих, опасность возгорания вещества практически сведена к минимуму.
- В-четвертых, химические запахи практически не выделяются, что делает краску пригодной даже в детской комнате.
- В-пятых, то, как порошковая краска производится, ведет к тому, что санитарно-гигиенические условия работы с ней улучшаются.
- В-шестых, летучие вещества не имеют возможности превысить предельно допустимую норму, касающуюся процесса полимеризации.
Плюсы порошковой краски с экономической точки зрения

Рассмотрим, какие есть положительные моменты в покрытии поверхности порошковой краской в экономической области:
- Так как отходов практически нет, то экономически выгодно купить именно ее, ведь иначе вы будете переплачивать за неиспользованную подтекшую краску, если речь идет о масляной краске.
- На окрашиваемый материал идет практически вся порошковая краска, как уже было сказано, потерь практически нет.
- Если краски много, то ее можно использовать повторно. Речь идет о том покрытии, которое не осело на поверхности, когда распыляли краску. Это возможно благодаря ее удачному составу.
- При этом весь процесс полностью автоматизирован. Поэтому обучаться тому, как правильно красить не приходится долго. Рабочие обычно готовы к работе спустя несколько минут после инструктажа.
- Потерять при окраске можно всего лишь от одного до четырех процентов краски.
- При этом практически девяносто пять процентов краски, которая остается не у дел, можно собрать и отправить в повторное использование. Это означает, что порошковая краска имеет высокий показатель утилизации.
- Так как нет нужды в растворителе, то это может означать, что вы не будете дышать испаряющимся веществом, ожидая, когда он высохнет, что во многом также сокращает время и средства.
Покраска порошком других материалов
Порошковая покраска плит МДФ в условиях гаража затруднительна, однако технологии идут вперёд и сегодня применяются низкотемпературные порошки. Подготовка и окрашивание алюминия с помощью порошка ничем не отличаются от вышеприведённых, правда, использовать для этого электричество необязательно. В заводских условиях алюминиевые профили обрабатывают химическими составами и равномерно наносят на них порошок, после чего отправляют в термокамеру.
При выборе красящего вещества для порошковой покраски следует учитывать, что сами порошки бывают термореактивными и термопластичными. Без химических превращений способны образовывать правильную поверхность только первые, а вторые требуют дополнительных операций, но не плавятся под действием температуры и образуют прочную поверхность. Правильное окрашивание возможно, только если порошок обладает хорошей сыпучестью и высокой насыпной плотностью.
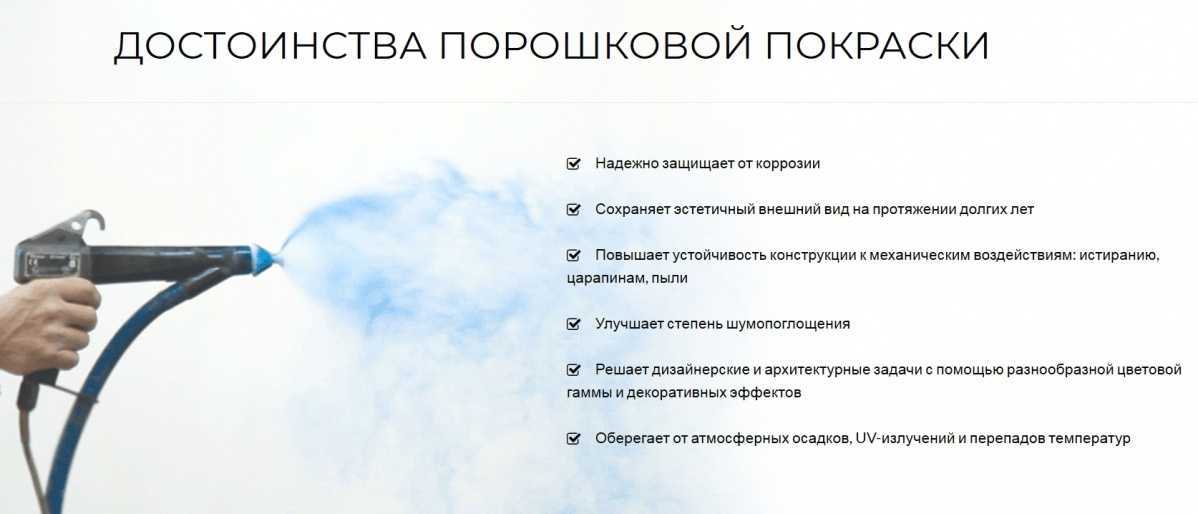
Преимущества порошковой краски по сравнению с остальными красками

Рассмотрим, какие существуют плюсы в использовании порошковой краски наряду с краской, которая используется вместе с растворителем:
- Достижение декоративных, а также физико-химических качеств, которые дает полимерное покрытие, чего нельзя добиться при использовании традиционного применения краски.
- Качество покрытия после этого становится намного более высоким, при эксплуатации достигаются лучшие свойства.
- Как мы уже отметили, не требуется грунтовка, что просто необходимо при использовании обычной краской на растворителе.
- Нужно нанести всего один слой покрытия, так как практически все сто процентов порошка уходят на поверхность, образуя яркий и плотный слой. Чего не скажешь о масляных красках, которые требуют нанесения не одного слоя, что требует времени на высыхание каждого слоя.
- Много пор в покрытии. При этом возможно большое количество положительных качеств, в частности увеличивается ударопрочность, а также антикоррозийность.
- Так как порошковая краска в баллончике уже готова к непосредственному использованию, то получается, что не нужна дополнительная подготовка к работе.
- Теряется в процессе работы всего до четырех процентов порошковой краски, тогда как остальные жидкие краски составляют потерю до сорока процентов.
- Для затвердевания краски на основе порошка требуется всего тридцать минут.
- Не нужно иметь и большие помещения под склады, где можно было бы хранить краску. Так как она очень компактна.
- Порошковое покрытие обладает большой прочностью, поэтому эту краску легко транспортировать, упаковывать и хранить.
Сушильная печь
Полимерно-порошковая покраска требует финальной обработки температурой в 200 ˚C. В гараже можно приспособить старый жарочный шкаф или любую другую печь создающую нужную температуру. Равномерно обработанная деталь потребует «сушки» от 40 минут до часа. При использовании жарочного шкафа крайне желательно дополнительно утеплить шкаф изнутри. В простейшем варианте в качестве утеплителя можно выступить асбест или минеральная вата.
Сделать печь для порошковой покраски автомобиля можно своими руками. Объём прогревается обычными тэнами, а нихромовые спирали использовать не рекомендуется. Хотя умельцы умудряются приспособить к делу и такие. Для равномерного прогрева желательно, чтобы в печи происходила небольшая конвекция воздуха.
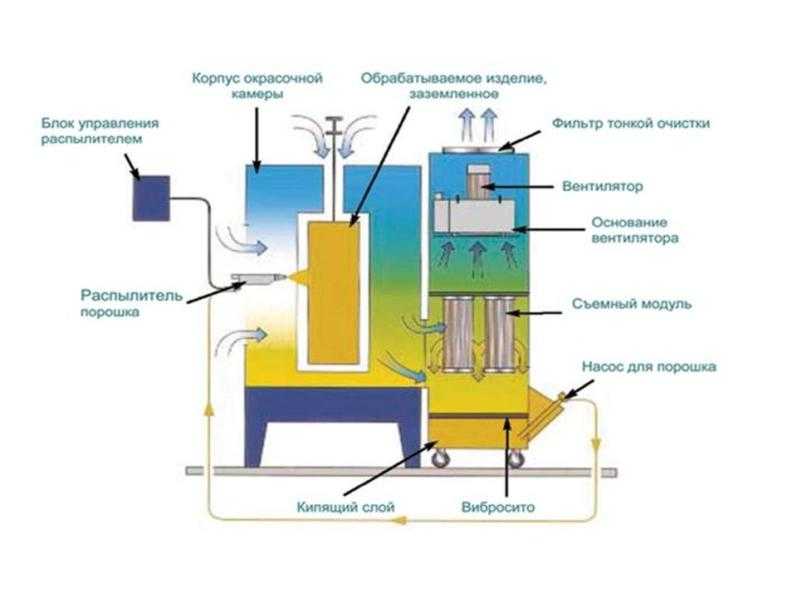
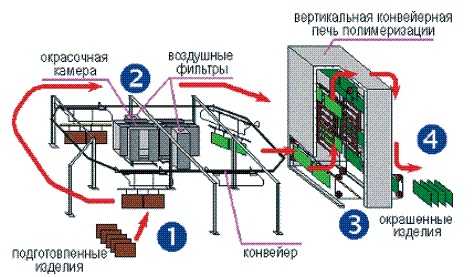
Суть метода полимерно-порошковой окраски
На очищенный обрабатываемый предмет напыляется порошковая краска. В процессе напыления частицы порошковой краски электрически заряжаются от внешнего источника или электризацией при трении. Электрическим полем частицы порошковой краски переносятся к окрашиваемому изделию, которое имеет противоположный заряд. Не осевшие на продукции частицы порошковой краски улавливаются в окрасочной камере напыления и могут быть использованы для повторного напыления, что исключается при использовании обычных жидких красок. Потом изделие с нанесенной порошковой краской переносится в камеру полимеризации для «запекания» краски. В процессе формирования покрытия из нанесенного порошкового слоя создается монолитное качественное покрытие на поверхности изделия.
Процедура формирования покрытия осуществляется посредством нагрева слоя порошковой краски до состояния его оплавления с образованием монолитного слоя. При последующей обработке в результате отвердения (для термореактивных материалов) или охлаждения (для термопластичных материалов) слоя образуется твердая пленка. Оплавление порошковых красок делится на три стадии: порошок оплавляется и переходит в вязко-текучее состояние; образуется единый слой из оплавленных частиц порошка; окрашиваемая поверхность смачивается расплавленным полимером, благодаря чему и формируется полимерно-порошковое покрытие.
Как проходит покраска металла порошковой краской
Металлические поверхности, в большинстве случаев, постоянно сталкиваются с воздействием окружающей среды и поэтому лакокрасочный состав очень быстро изнашивается. Порошковые краски отличное решение этой проблемы.
Стоят они относительно не дорого, поэтому стоимость здания из металлоконструкций особо не изменится, а множество положительных качеств данного материала надолго защитят поверхность постройки.
Единственный минус — технология нанесения порошковых красок, которая требует определенных познаний.
Как покрасить металл порошковой краской?
Как уже было сказано ранее, лучшая краска для металлического забора — это порошковая краска. Подготовка поверхности, которую требует технология порошковой покраски металла, практически не отличается от подготовки металла для других видов лакокрасочных изделий.







Чаще всего применяется обезжиривание, фосфатирование и травление поверхности металла.
Далее наступает этап непосредственной покраски металла порошковой краской. Если требуется окрасить большую однородную металлическую поверхность, то выгоднее использовать электростатическое нанесение.
Суть заключается в том, что с помощью специального прибора частицы краски наделяются электрическим зарядом и направляются на поверхность металла. Этот метод обеспечивает равномерное нанесение порошковой краски на металл.
Вторая технология нанесения порошковых красок заключается в нанесение лакокрасочного изделия на «кипящий слой».
Для этого изделие, которое необходимо окрасить, чаще всего это сета или металлическое изделие неправильной формы, нагревается до температуры в 55-60 градусов Цельсия, и на небольшое время опускается в специальную ёмкость с порошковой краской, оборудованную мембранами с нижней стороны, через которые поступает сжатый воздух, который доводит порошок до температуры кипения.
Растворяясь, частицы краски оседают на нагретой поверхности металла и формируют гладкий равномерный слой.
Цена оборудования для порошковой краски
В бытовых условиях, чаще всего, используются ручные электрические распылители, работающие от обычной розетки в 220 вольт.
Стоимость таких приспособлений варьируется от 1800 рублей до 12000 рублей и зависит, в основном, от именитости производителя.
Промышленное же оборудование для покраски металла порошковой краской очень разнообразно и может стоить от нескольких десятков тысяч рублей до нескольких миллионов рублей.
Как наносить порошковые краски на металлические поверхности?
К сожалению, в домашних условиях качественно нанести данный вид лакокрасочного покрытия на металлическую поверхность не получится. Для этого используются специальные покрасочные камеры.
Это связано, в первую очередь, с тем, что около 30% частиц порошковой краски по металлу не оседают с первого раза на поверхности и в случае открытого пространства осядут на всем, что окружает объект окрашивания. В покрасочной камере данные частицы улавливаются и снова направляются в работу.
Стоит отметить, что такое улавливание частиц порошковой краски по металлу не только оберегает окружающие предметы от порчи, но и снижает расход лакокрасочного материала.
Как говорилось ранее, после нанесения порошковой краски на металлическую поверхность, изделие отправляется в специальную полимеризационную камеру. На данном этапе нет никаких особенностей, необходимо просто следовать технологии.
Несколько слов о преимуществах порошковых красок по металлу
Данный вид лакокрасочных материалов имеет ряд преимуществ, которые выделяют его среди других возможных кандидатов на металлические поверхности:
- При помощи данного лакокрасочного материала достигаются уникальные физико-химические свойства;
- Покрытие из порошковых красок по металлу достаточно наносить всего в один слой, что существенно снижает расходы;
- Лакокрасочное покрытие из данного лакокрасочного материала обладает более высоким уровнем ударопрочных и антикоррозийных свойств, по сравнению с лакокрасочными материалами другого вида;
- Затвердевание покрытия происходит очень быстро — всего за 30 минут. Эта величина не достижима ни для одного другого вида лакокрасочного покрытия;
- Процесс окрашивания порошковыми красками по металлу является одним из самых экологически безопасных.
Преимущества и недостатки порошковой краски
Преимуществами порошковой краски являются:
- Более долговечное покрытие, чем у жидкой краски
- Лучшая устойчивость к царапинам и ударам
- Более высокая стойкость к коррозии
- Более экологически чистый процесс покраски
- Более эффективное использование материалов, так как не требуется использование растворителей
- Улучшенное качество покрытия, благодаря электростатическому заряду, который привлекает порошок к поверхности и обеспечивает равномерное распределение краски.
К недостаткам можно отнести:
- Требуется использование специализированного оборудования для нанесения краски
- Более высокая стоимость оборудования для порошковой покраски, чем для жидкой краски
- Труднее исправить ошибки или дефекты в процессе покраски, чем у жидкой краски, так как порошок нельзя просто смыть
- Требуется более длительное время для подготовки поверхности к покраске, чем для жидкой краски, чтобы избежать проблем с адгезией покрытия.