

Типы красок
В промышленности используют от 2 до 5 видов порошковых красок. Тип подбирают в зависимости от состава грунтовки, вида оборудования, требуемых характеристик. Так, эпоксидные составы лучше использовать для оборудования, которое будет находиться внутри помещения, а суперпрочные полиэфиры пригодны для автомобилей. Типы красок:
- Эпоксидные. Высокая твердость, стойкость к химическим реагентам и коррозии. При правильной предварительной обработке отличаются отличной адгезией. Плохо переносят погодные условия.
- Полиэфиры. Идеальное соотношение цены и качества. Высокая прочность, устойчивость к механическим повреждениям, воздействию химическими веществами. Отличная стойкость к пожелтению, широкий ассортимент цветов.
- Суперпрочные полиэфиры. Превосходная прочность, устойчивость к воздействию погодных условий. Подходят для обработки термочувствительного оборудования. Есть выбор уровня глянца.
- Эпоксидно-полиэфирные гибриды. Смешанные составы создаются в разной концентрации, подчеркивая либо качества эпоксидных, либо полиэфирных порошков. Подходят для работы с бытовыми приборами.
- Уретаны. Гладкое покрытие, высокая коррозийная стойкость. Широкий спектр применения от окрашивания топливных баков до машинных дисков и дверных ручек. Нередко дороже остальных порошков из-за стоимости сырья.
На выбор материала влияет и способ нанесения порошка. Подбирают сырье по стойкости к коррозии, химическим качествам, способу отвердения. Чем чаще поверхность будет менять температуру, подвергаться смене уровня влажности, тем более стойким должно быть покрытие.
Особенности флюидизации
После проведения обработки все составляющие просушиваются и ополаскиваются. Процедура высушивания осуществляется в специальных печах. Элементы проходят охлаждение. Затем размещаются в установках напыления, где на них распределяется краска.
Камера позволяет улавливать компоненты порошков. Затем происходит утилизация частиц, которые не проникают в помещение. В камере предусмотрены встроенные системы очистки и фильтров.
При помощи пистолетов-манипуляторов краска распределяется за несколько секунд. К распространенным методикам распределения красящих составов относится электростатическое напыление. Электростатически заряженный порошок наносится при помощи пневматического распылителя.
В распылители могут присутствовать разные режимы работы. Сила потоков может регулироваться. Напряжение перемещается, как вверх, так и вниз. Расстояние от выхода распылителя и до детали может изменяться.
Этапы процедуры
С помощью покраски можно получить декоративное покрытие, которое обладает превосходными защитными свойствами. Псевдоожижение применяется для правильного распределения краски.
Окрашивание в псевдоожиженном слое представляет новый метод распределения покрытия.Этот способ применяется в разных сферах промышленности. К плюсам стоит отнести простоту нанесения и экономичность процедуры. Таким способом можно окрашивать сложные элементы и труднодоступные места.
Псевдоожижение состоит из таких этапов:
- Подготовка поверхности перед покраской. Для получения ровного покрытия необходимо убрать следы ржавчины, шероховатости и остатки краски.
- Нагревание порошковой краски до псевдоожиженного состояния. Для этого компоненты плавятся до определенных температур.
- Помещение изделий в псевдоожиженный слой краски. В результате полимерные компоненты оседают на поверхности.
- Процесс полимеризации в специальной печке. После обработки получается финальное покрытие. Краска равномерно распределяется по поверхности.
Процесс окрашивания полностью автоматизирован. Этот способ подходит для обработки изделий сложной конфигурации.
Технологии и способы нанесения порошка
Существует 5 способов нанесения покрытия на оборудование. Подбирают технологию в зависимости от вида покрытия, возможностей предприятия. Способы окрашивания оборудования порошковой краской:
- Электростатический коронный пистолет. Применение сжатого воздуха и высоковольтного электрода для заряда на выходе. Объект заземляют и порошок притягивается, «примагничивается» к покрытию.
- Трибо-заряд. Двигается порошок также, как и в пистолете, но заряд осуществляется за счет контакта порошка с частью пистолета. Отсутствует электростатическое поле, частицы краски лучше покрывают поверхность.
- Метод окрашивания в псевдоожиженном слое.Необходим при окрашивании поверхностей, которые требуют термопластичных составов. Слой покраски может превышать 300 микрон.
- Метод окрашивания в электростатическом флюдизированном слое.Подходит для нанесения стойкого и толстого слоя функционального покрытия. Сохраняет потребительские качества даже при толщине в 300 микрон.
- Газоплазменное напыление. Состав продувают через пламя сжатым воздухом, порошок плавится и наносится на оборудование.
Наиболее популярным методом считается использование электростатического пистолета коронного или трибо типа. Могут быть как с внутренним, так и внешним источником питания для создания заряда. Коронный пистолет подойдет для оборудования с высокой проводимостью заряда, когда требуется повышенная толщина покрытия, или наносятся кастомные краски. Трибо пистолет применяется для оборудования с низкой проводимостью заряда, когда требуется покрытие минимальной толщины или подкрашивание.
Рекомендации профессионалов
Специалисты проводят разборку и очистку поверхностей, удаление газов и шлифовку. После пескоструйной обработки проводится дополнительная очистка. Нередко для лучшей адгезии используют фосфатирование или хроматирование. В первую очередь окрашивают углубления, затем снижают давление для работы с проблемными участками. По возможности снижают напряжение. Для декорирования существуют порошковые краски полупрозрачного типа, с эффектом морщинок или rivervein.
Преимущества и недостатки порошковой краски
Технология покраски оборудования– часть процесса увеличения срока эксплуатации. Поэтому для окрашивания выбирают стойкий материал, способный годами сохранять потребительские свойства. Преимущества порошковой краски:
- Отсутствуют дефекты, свойственные обычной покраске (подтеки, полосы, застывшие капли). Поверхность получается ровной, красивой, однотонной.
- Отсутствуют токсичные органические соединения. Составы безопасны как для маляра, так и для окружающей среды.
- За один проход наносится в три раза меньше сырья, чем при окрашивании жидкими составами. Время затвердения сокращается.
- Можно выполнять как вручную, так и автоматизировать процесс окрашивания. Не нужна особая квалификация работника.
Порошковая краска проста в работе, имеет более высокий коэффициент переноса. Потери при избыточном окрашивании едва достигают 5%. Покрытие долговечно, не подвержено негативному влиянию окружающей среды.
Но есть и негативные стороны такого окрашивания:
- жидкие краски смешиваются лучше;
- порошковая краска производится большими партиями стандартных цветов;
- сложнее получить глянцевое покрытие;
- сложнее достигнуть идеально гладких ЛКП.
Порошковое покрытие считается наиболее долговечным. При воздействии высоких температур оно полимеризуется, сохраняет потребительские качества до 15-20 лет. Отдельного внимания стоят термопластичные и термоактивные составы, порошки УФ-отверждаемые.
Виды порошковых красок
Их подразделяют по способам образования пленки на поверхности. Выделяют две основные группы подобных красок:
- термопластичные: покрытие образуется под воздействием высоких температур 150-200°С за счет плавления и дальнейшего затвердевания порошка.
- термореактивные: наносятся с помощью химических акриловых, эпоксидных или полиэфирных реагентов.
В промышленности больше распространен второй способ. Покрытия, нанесенные с помощью термореактивных реагентов, не боятся длительного нагрева и пребывания на солнце. Порошковое окрашивание металлических изделий в домашних условиях чаще производится термопластичным способом.
Область применения порошковых красок
Порошковая покраска
— это экологически чистая безотходная технология для получения высококачественных защитных и защитно-декоративных покрытий. Покрытия формируют из полимерных порошков, которые наносятся на поверхность изделия за счёт электростатического напыления. Такие покрытия, очень прочные и долговечные. Данный метод идеален для окраски кованых изделий, алюминиевых профилей и оцинкованных поверхностей.









Область применения порошковых красок постоянно расширяется. Они широко применяются в строительстве, в сельскохозяйственном машиностроении и приборостроении, автомобилестроении и других областях промышленности для окраски:
• Металлические конструкции и алюминиевые профиля (двери, фасады и алюминиевые окна);
• спортивный инвентарь (велосипеды, мотоциклы и снегоходы);
• медицинской техники (кровати, стулья, столы);
• кровельных материалов (металлические кровли, водостоки);
• бытовой техники (корпуса холодильников, стиральные машины, компьютеры)
• предметов мебели;
• неметаллических изделий (предметы из гипса, керамики, стекла) и т.д.
Электростатическое нанесение порошковой краски, особенности и виды

В промышленности используются два вида электростатического напыления: с зарядом частиц полем коронного разряда («корона»), или трибостатическое напыление, при котором частицы заряжаются трением о стенки напылителя. 1. Электростатическое нанесение Метод окрашивания коронарным зарядом требует высоковольтного оборудования. Коронный разряд ионизирует воздух, при прохождении через ионизированный слой краска электризуется. При использовании этого способа могут появляться непрокрашенные участки в отверстиях изделия. Краска прежде всего, осаждается на выступающих его частях, следовательно, изделие, имеющее сложную конфигурацию, может быть окрашено неравномерно. 2. Трибостатическое нанесение Это нанесение краски с помощью воздушного потока, и удерживание её на окрашиваемой поверхности за счёт заряда, который частица получает при трении о диэлектрик – фторопласт. Из него изготавливаются рабочие узлы краскораспылителя. Трибостатические установки для окрашивания имеют меньшую стоимость. Однако не любые краски можно зарядить трением достаточно сильно. Необходимо отбирать подходящие, или использовать специальные добавки. Недостаток метода — быстрый износ пистолета, используемого для окрашивания. Но пазы и углубления прокрашиваются таким способом результативнее. Дополнительный источник питания при таком способе не нужен, поэтому его себестоимость намного ниже. Кроме того, исключается риск возгорания от случайно возникшей искры. Нанесение оптимально для изделий сложной формы. Но нужно учесть, что степень электризации не так велика, и производительность у такого способа примерно в два раза ниже. Эффективность будет определяться размерами и формой деталей, а также временем, затраченным на саму операцию. При трибостатическом способе нанесения порошкового покрытия скорость воздушного потока в камере не должна превышать 0,3 м/сек, это даст возможность избежать влияния турбулентности на равномерность нанесения.
Порошковый метод окрашивания — экологичное нанесение прочного и эстетичного окрашенного слоя, выполняющего защитную функцию. Сложность лишь в необходимости обязательного соблюдения всех технологических параметров, что предполагает наличие сложного оборудования или целой производственной линии. Компания Евро-Декор уже много лет на рынке порошковых красок, мы поставляем качественную продукцию производственным организациям и несмотря на то, что сами не занимаемся окрашиванием можем порекомендовать наших партнеров.
Методы порошковой покраски
Различают четыре метода порошковой покраски: электростатическое распыление, с помощью потока воздуха (fluidized bed), электростатическое распыление с помощью воздушного потока (electrostatic fluidized bed) и нанесение с помощью факела (flame spray).
Электростатическое распыление
— наиболее популярный на сегодняшний день метод порошковой покраски. Для всех прикладных методов, подготовка поверхности (то есть, очистка и конверсионное покрытие) должна создавать хорошую основу для нанесения покрытия. Поверхность должна быть подготовлена соответствующим образом. Лучшее качество нанесения краски достигается, если красить так называемой «сеткой Фарадея». Это когда изделие сначала красится вертикально по поверхности, затем горизонтально и выравнивается с небольшим отдалением пистолета в горизонтальном направлении. Рекомендуемое отдаление пистолета от окрашиваемой поверхности составляет 20-30см. Всё зависит от профиля, типа краски и настроек самого пистолета. Определение давления выхода краски, расстояние пламени пистолета от окрашиваемой поверхности и количества смешиваемой краски с воздухом может определить опытной и квалифицированный рабочий (обычно это достигается путём проб и ошибок).
Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Подготовка поверхности
Этот этап считается самым важным. Технология порошковой покраски металлических изделий подразумевает полную очистку поверхности от ржавчины и загрязнений. При наличии даже мельчайших следов коррозии покрытие просто осыплется.
Зачищать поверхность следует наждачкой или металлической щеткой до блеска, так, чтобы не осталось не одного, даже мельчайшего ржавого пятнышка. Для удаления значительного слоя коррозии используют травление соляной или серной кислотой. Старый слой краски или чернение также полностью удаляются. Для этого используются специальная смывка.
После полной зачистки металл необходимо обезжирить растворителем. Далее для увеличения адгезии (сцепления с краской) поверхность грунтуют. Последний этап – пассивирование, то есть обработка смесью натрия и нитрата хрома для защиты от коррозии.






Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.

Покрывание детали порошковым покрытием
Следующий этап после подготовительного – непосредственно окрашивание. Тут все довольно просто: поместите деталь в отсек напыления, присоедините и закрепите на ней минусовой провод от вашего источника питания. Если включить наш преобразователь и поднести бутылку с металлической пробкой к детали на расстояние 20-30 мм — увидим проскакивание искр, это значит, что напряжения достаточно для нанесения порошковой краски.
Для этого надавливаем на бутылку, чтобы часть порошка вместе с воздухом выдувалась из дырок в пробке. Под воздействием высокого напряжения, частицы краски электризуются и прилипают к окрашиваемому изделию.
Часть порошка все равно рассыпется на пол, поэтому подстелите газету, чтобы потом его собрать.
После нанесения порошковой краски начинается процесс создания отвержденного полимерного слоя.
Полимеризация
Суть этого процесса в том, что окрашенная деталь устанавливается в специальную печь. Там она в течение определенного временного промежутка подвергается воздействию высокой температуры.
Для этого потребуется самостоятельно изготовленная печь для полимеризации порошковой краски. Чтобы процесс прошел без накладок, необходимо соблюсти следующие условия:
- Придерживайтесь рекомендаций, разработанных для каждой конкретной краски.
- Обеспечьте равномерное нагревание каждой детали.
- Соблюдайте точное время полимеризации. По его истечении извлеките деталь из камеры и оставьте на открытом воздухе для полного остывания.
Применение этого способа окрашивания порошковыми составами идеально подойдет тем, кто любит все делать своими руками. Делать самостоятельно печь для полимеризации довольно долго, однако на лицо существенная экономия средств и получение качественного покрытия.
Порошковое покрытие, или порошковая краска — обладает широким спектром возможных областей применения, однако, чаще всего, используется для покраски изделий из металла.
Если вы намереваетесь воспользоваться услугами профессиональных мастерских – стоит обеспокоиться состоянием кошелька.
Дело в том, что цены на покраску довольно высокие, поэтому порошковая покраска своими руками будет очень интересным вариантом.
Имея необходимое оборудование, а так же помещение, условия в котором — максимально приближены к необходимым для проведения работ, можно легко выполнить самостоятельную окраску.
При этом не стоит думать, что качество будет разительно отличаться.
На самом деле, порошковая покраска своими руками практически идентична работам в мастерской, разница лишь в оборудовании и цене.
Если ранее вам уже приходилось сталкиваться с краской в баллончиках, то вся процедура будет очень знакома, отличие лишь в том, что баллончик не нужно встряхивать и он большего объема.
Порошковая краска: применение, достоинства и недостатки
Окраска изделий из металла
Порошковая краска по металлу первоначально использовалась как замена гальванических покрытий на небольших металлических деталях простой формы при серийном производстве. Экономичность и лёгкость механизации процесса получения покрытий при поточном производстве существенно расширили применение порошковых красок.
Основные потребители порошковых покрытий:
- метизная продукция (проволока, лента, сетка), изделия бытового и сельскохозяйственного назначения;
- металлическая мебель;
- бытовые приборы и оборудование;
- изделия электротехнической промышленности;
- автомобильная промышленность;
- сельскохозяйственное и транспортное машиностроение;
- трубное производство;
- металлическая и стеклянная тара, покрытие позволяет снизить толщину стекла до 30%;
- оборудование химической промышленности;
- строительные конструкции;
- машины и оборудование пищевой промышленности.
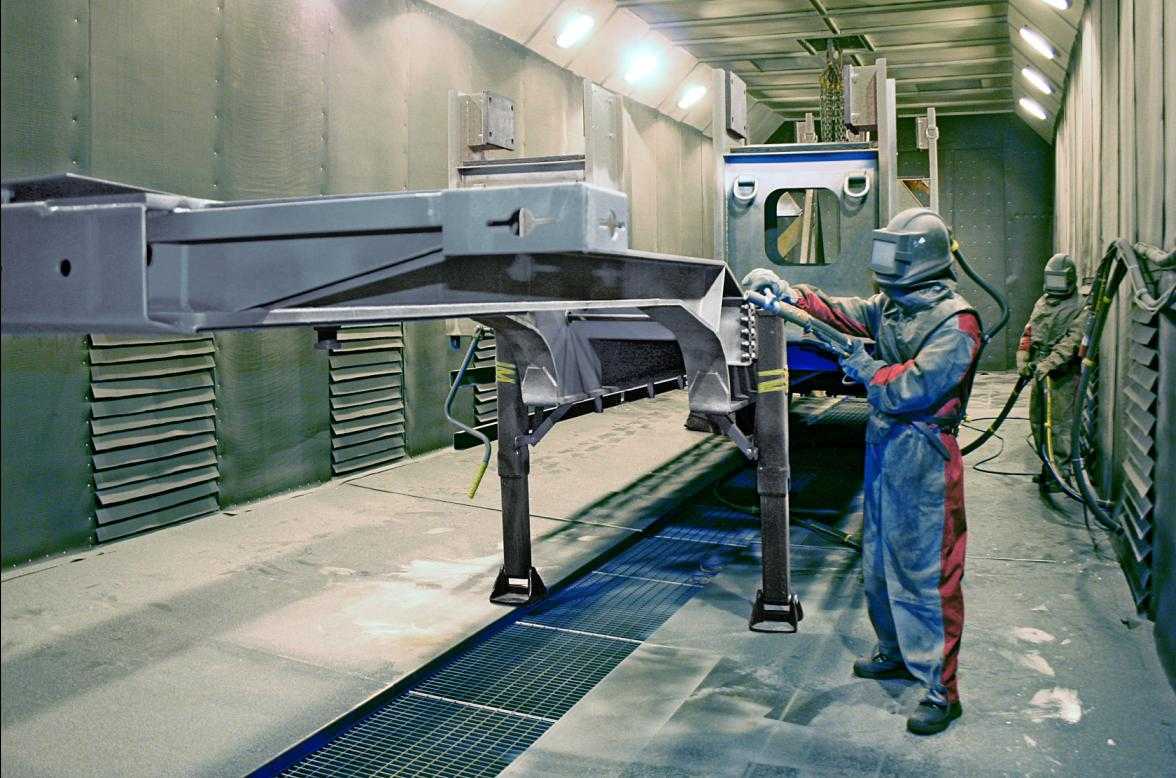
На автомобильных заводах успешно работают автоматизированные линии покраски как дисков с производительностью до 3 млн. штук в год, так и автомобильных шасси габаритами до семи метров и производительностью до 58 штук в час. В трубном производстве используют технологию нанесения порошков на предварительно нагретые трубы. Разработаны порошковые краски для неметаллических материалов, таких как стекло, пластмасса, МДФ и другие.










Преимущества:
- лёгкость механизации и автоматизации нанесения покрытий;
- экологичность, отсутствие органических растворителей;
- низкий расход краски;
- возможность использования труднорастворимых полимеров;
- безотходное производство покрытий, практически 100% использование покрасочного материала;
- получение рабочего покрытия необходимой толщины в один слой;
- равномерность слоя краски как на горизонтальных, так и на вертикальных поверхностях;
- возможность нанесения покрытия в труднодоступных местах;
- металл, окрашенный порошковой краской обладают химической стойкостью;
- долговечность;
- износостойкость.
Недостатки:
- склонность к пылевыделению;
- необходимость специализированного оборудования;
- целесообразность использования только при серийном и массовом производстве;
- взрывоопасность взвеси порошка в воздухе.
Видео: порошковая покраска металла
Рекомендовать использование порошковых лакокрасочных материалов в домашних условиях вряд ли уместно. Уникальными эксплуатационными свойствами данные покрытия не обладают, всегда можно найти традиционные материалы, образующие аналогичные или более качественные покрытия. Приобретать специальное оборудование что бы «своими руками» произвести покраску дисков своего автомобиля нецелесообразно.
Проблемы флюидизации
Когда может не удастся получить равномерное облако порошка:
- Недостаточное количество воздуха для осуществления псевдоожижения.
- Засорение пористых перегородок.
- Наличие веществ воды или масла в воздухе.
- Повышенный уровень влажности в порошке.
- Большое содержание мелких фракций и значительная доля рекуперата.
- Порошок представляет собой массу высокой плотности и с комками.
- Низкий уровень порошка в питателе.
Чтобы избавиться от проблемы, необходимо выполнить некоторые манипуляции
Важно отрегулировать давление. После этого следует произвести очищение перегородки
Затем нужно проверить отделители влаги и масла. Затем из системы убирается порошок, оборудование очищается и загружается новый красочный материал. После этого добавляется свежий порошок. Смесь нужно просеять и добавить порошок до необходимого уровня.
Для улучшения процесса флюидизации нужно применять специальные добавки.