

Процесс производства изделий из пластмассы и его особенности
Главная Статьи Особенности процесса производства изделий из плас class=»aligncenter» width=»600″ height=»450″ Изделия из пластмассы пользуются широкой популярностью в быту, сельском хозяйстве, а также в большинстве отраслей промышленности. Для их производства применяется литье под давлением, а сырьем служат полипропилен, полистирол, полиэтилен (низкого и высокого давления) и др. Как правило эти материалы имеют вид гранул, которые в процессе производства превращаются в требуемые пластмассовые изделия. Если изготавливаются предметы, использование которых не требует особой чистоты, либо которые будут служить дополнительными частями различных устройств, то для них как правило применяется вторичное сырье. В изготовлении изделий для пищевой промышленности используют пищевой полистирол, либо полиэтилен с высокими показателями чистоты.
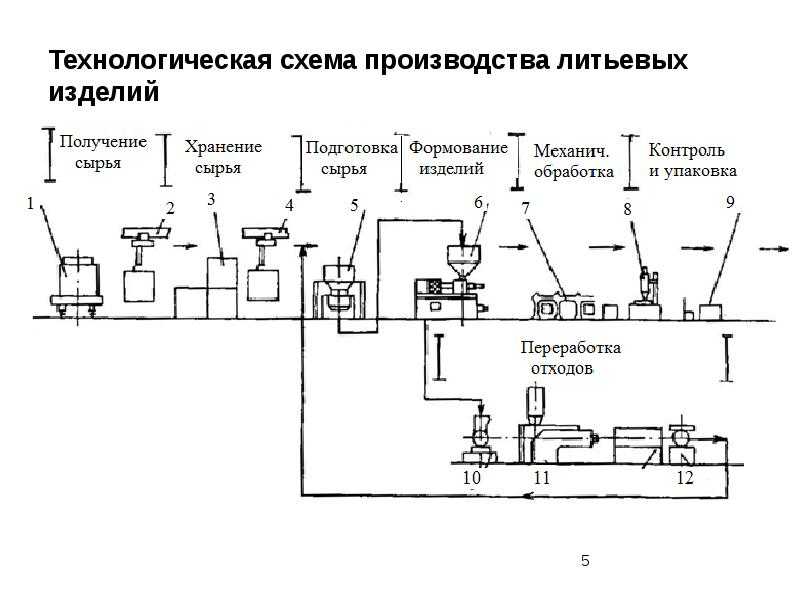
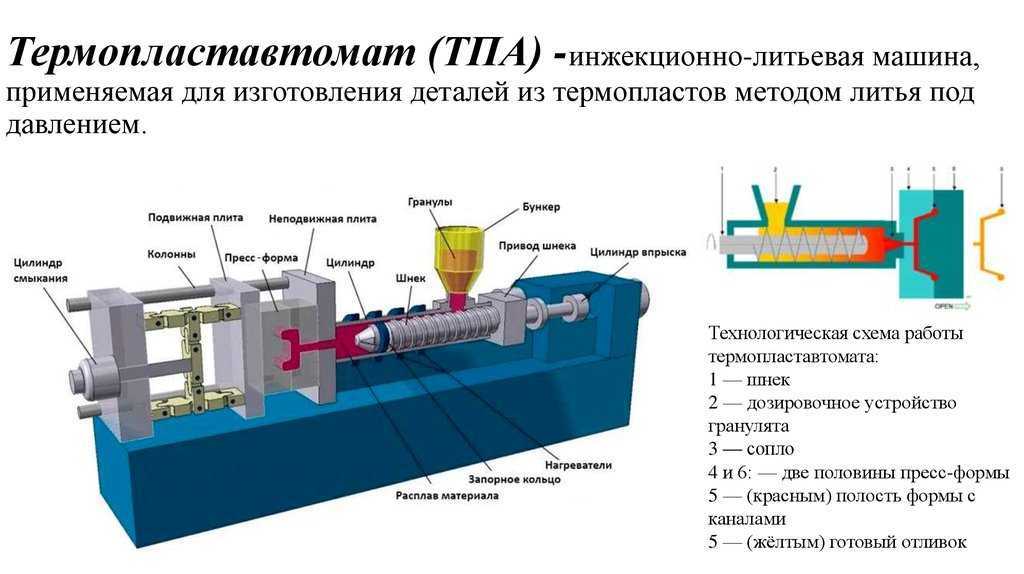
Заводы по производству пластмассовых изделий оснащены специализированным оборудованием. Процесс литья происходит посредством термопласт автоматов, где расплавленная пластмасса перетекает в форму под давлением. Далее она остывает и затвердевает. Продолжительность этих процессов определяется технологическими особенностями. Следующий этап – это обработка (покраска, ультразвуковая сварка и т.д.)
Виды пресс-форм

Изготовление пластмассовых изделий происходит в пресс-формах, которые представляют собой две стальные плиты с пустотами внутри, соответствующими необходимой форме детали. Они также содержат литниковый канал, по которому осуществляется заполнение горячим сырьем. Сами плиты соединяются и фиксируются с помощью зажимов термопласт автомата. После остывания получается изделие в готовом виде. Возможно два варианта размещения пресс-форм в термопласт автомате:
- Горизонтальное;
- Вертикальное.
Последний вариант используется в процессе изготовления изделий с закладными деталями.

Наиболее простой и распространенный тип пресс-формы – двухплитная конструкция. Одна из плит является неподвижной (матрица), а вторая – двигается при помощи специального устройства термопласт автомата и играет роль пуансона. По завершении цикла он отодвигается, и изделие извлекается из матрицы.
Процесс разработки и изготовления пресс-формы достаточно трудоемкий и длительный. От точности соблюдения всех параметров и чистоты обработки будет зависеть качество изделий, изготавливаемых впоследствии. Изготовление пресс-форм происходит с использованием обрабатывающих центров или станков ЧПУ, которые точно и быстро выполняют сверлильные и фрезерные операции.
Большинство предприятий, занимающихся производством пресс-форм, имеют в распоряжении целый ряд станков подобного типа. Практически все операции на них осуществляются без участия человека. В обязанности оператора входит контроль наличия заготовок и соблюдения технологического процесса в целом. На таких предприятиях часто практикуется изготовление пресс-форм под заказ.
www.vladneoplast.ru
Сбор сырья и прессование
Процесс переработки пластика начинается с получения сырья. Специальная лицензия не требуется.
Многие останавливаются уже на этом этапе и делают полноценный бизнес. Заключается он в сборе сырья, его прессовании и последующей продаже.
Мусор на самом деле лишь условно бесплатный и получить доступ к городским свалкам дано не каждому. Поэтому если вы будете заниматься этим не в промышленных масштабах, можно попробовать исключить из этой цепочки администрацию свалки и получать сырье напрямую от людей и предприятий.
Делать это можно как с помощью приемных пунктов, так и устанавливая по городу специальные ящики для сбора пластиковых бутылок.
Чтобы разместить такой ящик во дворе многоквартирного дома, стоит предварительно согласовать этот вопрос с управляющей компанией или представителем ТСЖ. Аргументом в пользу установки ящика, является способствование чистоте двора.
Также можно договариваться об установке раздельных ящиков (для пластика, бумаги и стекла), в офисах крупных предприятий. Таким образом предприятие не только получит «эко-звание» и бесплатный вывоз отходов, но и дополнительные средства на мелкие расходные материалы.
В дальнейшем бутылки с таких точек изымаются и прессуются в тюки. Для прессования понадобиться пресс. Наиболее бюджетным вариантом является ручной пресс, который можно возить с собой при сборе сырья. Но для большей продуктивности, понадобиться гидравлический пресс.
Способы дополнительной механической доводки готов изделий
Эта процедура делается для:
- уточнения формы готовых деталей после давления или литья;
- при процессе производства изделий из листового пластика;
- снятия излишних наслоений (облоя, литников, грата, пленки), расчистки отверстий в условиях небольшого производства;
- повышения экономии при выпуске сложных по конфигурации деталей;
- изготовления малой партии изделий или в условиях небольших цехов.
Механообработка отличается спецификой из-за вязкости, низкой теплопроводности, именно эти особенности формируют инструмент и станковую оснастку для обработки пластмасс. Различают следующие методы механической обработки:
- обработка пластмассовых изделий резанием;
- разделительная штамповка.
Первый способ применяется для отделки и удаления наслоений на детали после метода горячего прессования и в виде самостоятельного способа для выточки продукции из поделочных пластиков. Метод обработки резанием состоит из отдельных операций: точения, резки, сверления, фрезеровки, шлифовки, полирования и формирования резьбы.
Штамповку разделительного направления используют в случае применения в качестве заготовок листового пластика. Выполняемые операции: зачистка, вырубка, обрезка, пробивка, разрезка или отрезка.
Точение делают с заглублением инструмента на слой 0,6−3 мм, различаю чистовой вариант и черновую обработку. Сверление делают разными скоростями оборотов, что зависит от марки пластмассы. Фрезерованием обрабатывают на глубину 1−8 мм (реактопласты) и 1−9 мм (термопласты), также различают черновой и чистовой проход.
Нарезка резьбы иногда выполняется сложно из-за обработки слоистых, волокнистых пластиков, на которых появляются срывы ниток, скалывания или трещины. Шлифование делают кругами из карборунда со средними характеристиками твердости, иногда вместо кругов используют шлифовальную бумагу.
Полируют детали для получения на выходе из цеха изделия с высококачественной поверхностью. Для процедуры берут мягкие круги, которые составлены в виде пакета из муслиновых дисков различных диаметров, хорошо работают в шлифовании круги из фетрового материала. Одна часть шлифовочного диска с нанесенным на ней абразивом, вторая свободна от наждачного слоя и применяется для протирки.
Экологичность изготовления изделий из пластика
Самый главный минус пластиковых изделий в их неспособности разлагаться в естественной среде. Именно поэтому разработка и развитие технологий производства биоразлагаемого пластика считается одной из приоритетных задач научного сообщества. Пластик, произведённый из растительных компонентов, способен самоутилизироваться.
Несколько лет назад в Японии были обнаружены бактерии, способствующие разложению пластика. Их извлекают их тихоокеанского ила и используют для утилизации полиэтилентерефталата — широко распространённого по всему миру полимера.
Пока такие технологии на этапе разработки, их стоимость делает недоступным широкое производство биоразлагаемого пластика, а также экологичную утилизацию пластиковых изделий. Поэтому российские учёные в поисках выхода из данной ситуации обнаружили новую возможность — получение исходного полимера из отходов сахарной свёклы, лузги подсолнечника, а также половы пшеницы. А в Индии, в свою очередь, разрабатывается технология с применением картофельного крахмала. Это сырьё очень дешёвое и приближает эру безопасного для окружающей среды пластика.
Даже с применением недорогого сырья такие технологии требуют значительных затрат, поскольку в процессе производства используются разные химические добавки. Также натуральные ингредиенты требуют специальных условий, создать которые не так просто.
Биоразлагаемый пластик примерно на треть дороже обычного. На изделиях из него есть специальная маркировка, которая даёт покупателю информацию о безопасности для природы. Уже сейчас в Китае внедрено массовое производство такого материала с использованием парниковых газов.
Классификация пластмасс
В зависимости от состава:
- Листовые термопластмассы – винипласт, органическое стекло. Они состоят из смолы, стабилизатора и пластификатора небольшого объема.
- Слоистые пластики – гетинакс, стеклотекстолит, текстолит – пластмасса, в состав которой входят наполнители бумаги или ткани.
- Волокниты – стекловолокна, асбестовые волокна, хлопчатобумажные волокна. Наполнители в этой пластмассе волокнистые.
- Литьевые массы – пластики из смолы, являющейся единственным компонентом в массе.
- Пресс-порошки – пластмасса с порошкообразными наполнителями.
По области применения:
- Теплоизоляционные – применяются в строительстве (пенопласт, поропласт и другие. Это газонаполненная пластмасса).
- Химически стойкие – применяются в промышленности (полиэтилен, винипласт, полипропилен, фторопласт).
- Конструкционные (стеклотекстолит, текстолит и другие).
- Пресс-порошки – пластмасса общего назначения.
В зависимости от связующего материала:
- Эпоксипласты (для связки используются эпоксидные смолы).
- Фенопласты (связующее вещество – фенолформальдегдные смолы).
- Аминопласты (меламинофармальдегидные и мочевиноформальдегидные смолы используются как связующее вещество).

По тому, как связующее вещество реагирует на повышение температуры, пластмассы бывают:
- термореактивными – при нагреве становятся мягкими и плавятся, но после проведения некой химической реакциипластмасса твердеет и становится нерастворимой и неплавкой. Ее нельзя будет использовать повторно, переплавка бесполезна. Такая пластмасса годна как наполнитель при создании пресс-порошков;
- термопластичными – такие пластмассы легко плавятся при нагревании и твердеют при охлаждении. Этот материал можно переплавить и изготовить из него новое изделие, однако его качество будет несколько ниже.
Мини-заводы
Заводом или мини-заводом в сфере переработки полимеров называют комплекс станков и линий. Для примера можно рассмотреть линию по переработке твердого пластика производительностью 800 кг/ч от компании СтанкоПолимер.

Так как данная линия содержит в своем составе не только станки, но и другие линии, ее по праву можно называть мини-заводом.
Состоит она из:
- моющей дробилки;
- горячей мойки для пластика;
- водоотделителя;
- универсальной мойки;
- сушки каскадной;
- циклона;
- дозатора шнекового;
- линии грануляции;
- транспортеров для загрузки и выгрузки.
Чтобы узнать, сколько стоит этот завод, нужно связаться с поставщиком на сайте.
Виды пластиковых материалов
Существует множество видов пластиковых материалов, используемых в производстве пластмассовых изделий, каждый из которых обладает своими уникальными свойствами и характеристиками. Некоторые из наиболее часто используемых пластиковых материалов включают:
- Полиэтилен (ПЭ) – это широко используемый пластиковый материал благодаря его отличной химической стойкости и низкой стоимости. ПЭ обычно используется для изготовления таких изделий, как пластиковые пакеты, бутылки и пищевые контейнеры.
- Полипропилен (PP) – PP – еще один популярный пластиковый материал благодаря своим отличным механическим и термическим свойствам. ПП обычно используется для изготовления таких изделий, как автомобильные детали, упаковка и бытовые товары.
- Полистирол (PS) – PS – это легкий пластиковый материал, который обычно используется для изготовления таких изделий, как одноразовые стаканчики, упаковка и игрушки.
- Поливинилхлорид (ПВХ) – ПВХ является прочным и универсальным пластиковым материалом, который обычно используется для изготовления таких изделий, как трубы, напольные покрытия и оконные рамы.
- Акрилонитрил-бутадиен-стирол (ABS) – ABS – это прочный и легкий пластик, который обычно используется для производства таких изделий, как автомобильные детали, игрушки и электроника.
Технология производства пластиковых изделий
Всю работу по получению пластиковых изделий выполняет вакуумный агрегат, оператор же выполняет несложные действия и контролирует процесс.
В качестве рабочего материала используются различные листы термопластиков: ABS-пластик, поликарбонат, полиэтилен, поливинилхлорид, поликарбонат.
Выбор того или иного полимера зависит от назначения производимой продукции.
Все это качественные материалы, которые в дальнейшем можно окрашивать.

Процесс изготовления делится на 3 этапа:
- Создание матричной формы. Она представляет собой модель с точной формой и размерами будущего изделия, которую будет обтягивать прогретый до состояния пластичности и гибкости полимер. Матрицы изготавливают из термостойких материалов, таких как стеклопластик, различные смолы, алюминий. Как правило, для малосерийного производства применяют композитные материалы, для больших объемов – матрицы из алюминия и его сплавов;
- Образование формы. На этом этапе жестко закрепленный лист термопластика прогревают до температуры, когда он будет способен растягиваться. Это происходит в специальном станке, в котором уже установлена матрица. В момент готовности термопластика срабатывает автоматика, и лист опускается на матрицу, обтягивая ее. При этом непрерывно работает вакуумный насос, удаляющий воздух между матрицей и листом. Затем лист принудительно охлаждают и готовую форму извлекают из аппарата;
- Этап доработки формы. Включает в себя удаление излишних остатков листа, не входящих в изделие. Также прорезаются и высверливаются все необходимые отверстия. В некоторых случаях требуется дополнительное укрепление, как в случае с акриловой ванной.
Оборудование для производства изделий из пластика
Для изготовления изделий из различных видов пластмасс используются готовые технологические линии или отдельные станки.
Экструдеры
конический двухшнековый экструдер
Большая группа станков, на которых производят: рукавные и листовые пленки, оконные профили, трубы, полимерный лист, пластиковый шифер, вспененные профили.
Плоскощелевая установка включает следующий набор элементов:
- экструдер с системой фильтрации;
- пневмозагрузчики;
- головка раздувочная с охладителем;
- калибровочный механизм;
- тянущее устройство и поворотные горизонтальные штанги;
- модуль плоской укладки;
- намотчик.
Термопластавтоматы
Станки для литья пластмасс под давлением. Подготовленная масса заливается в формы и охлаждается, получается готовое штучное изделие. 75% всех пластиковых изделий на планете выпущено на таких станках. Технология позволяет создавать продукцию сложных форм, точно соответствующую необходимым размерам, армированную, полую, изделия из нескольких цветов пластика, гибридные, из вспененного материала и другие. Литьевая машина может работать с любыми видами пластмасс.

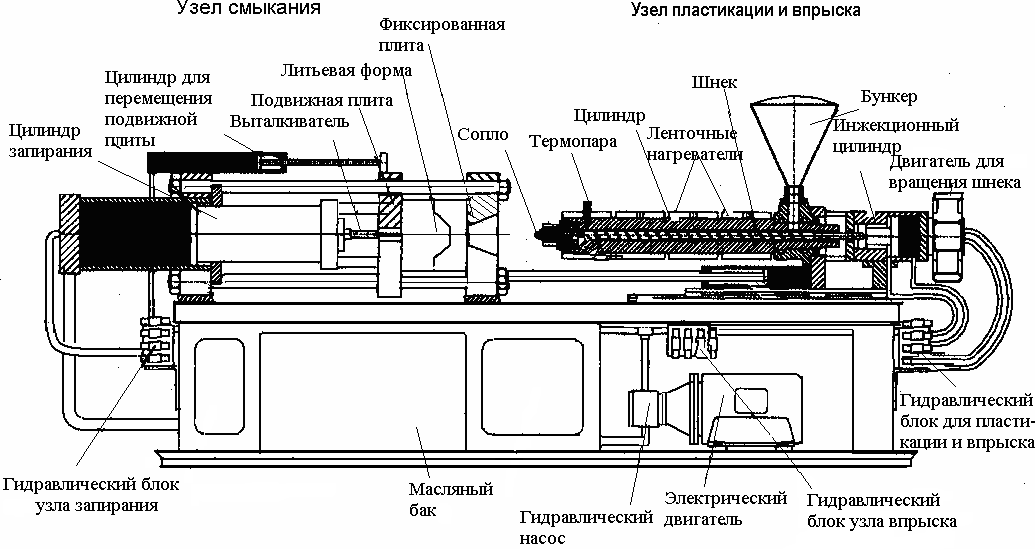
Конструкция станка содержит:
- модуль подготовки материала;
- модуль закрывания и открывания форм;
- привод;
- блок автоматического управления.
Оборудование для литья пластмасс под давлением дорого и содержит множество инновационных решений. По конструкции литьевые аппараты делятся на:
- двух- и одночервячные, червячно-поршневые и поршневые;
- с одним или несколькими узлами пластикации;
- с раздельной или совмещенной пластикацией;
- по количеству узлов смыкания форм: однопозиционные или многопозиционные;
- электрические, гидромеханические, электромеханические.
Выдувные машины
Используются для производства полых емкостей с тонкими стенками, например, канистр, бочек, бутылок емкостью до 5 тысяч литров. Выдувной аппарат подогревает материал и формует его методом выдувания. Нередко выдувной метод комбинируется с литьем под давлением в едином инжекционно-выдувном станке. Таким способом производят ПЭТ-тару.
Экструзионно-выдувные станки
Объединяют технологии выдува и экструзии, поэтому могут производить более широкий ассортимент продукции, чем выдувные машины: баки топлива, бампера, поддоны, сиденья, ведра, бочки, игрушки, бутылки для кетчупа и молока, флаконы для косметических средств. Все процессы контролируются микропроцессором. Станки классифицируются:
- по типу головок;
- по количеству постов;
- по количеству ручьев.
Устройство машины включает:
- экструдер, в котором сырье превращается в мягкую однородную массу;
- экструзионная головка располагается на выходе из экструдера, через нее проходит масса. Головка может быть много- или одноручьевой, угловой или прямоточной. Проходящая через экструзионную головку масса формирует рукав или трубную заготовку;
- выдувная часть это основной узел машины, здесь подается сжатый воздух (через иглу, ниппель или дорн), форма подводится и смыкается, заготовка охлаждается, форма раскрывается и извлекается изделие. Здесь же прочищается сварной шов.
Экструзионно-выдувной станок комплектуется компрессором и охладителем.
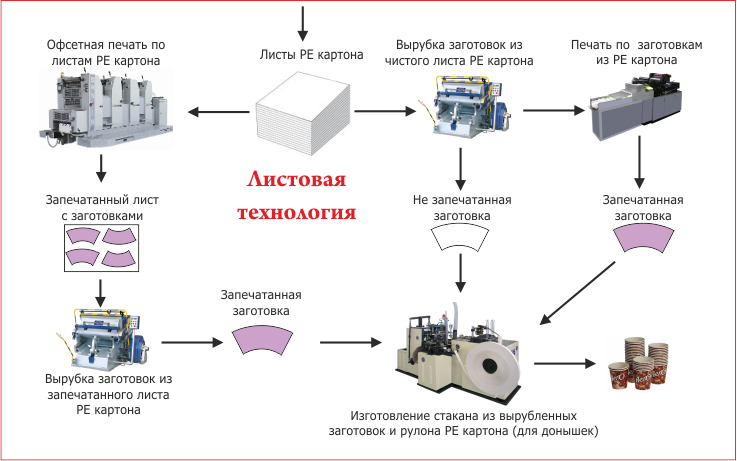
Термоформовочные станки
термоформовочная машина
Это оборудование для изготовления продукции из пленки, подаваемой непрерывно. Толщина и состав пленки может быть различным. Основная продукция — пластиковые и бумажные продуктовые одноразовые контейнеры, стаканы.
Принцип работы термоформовочного станка: материал нагревается до 140 градусов по Цельсию, из рулона выдувается изделие. Обычно на производстве используется пленка толщиной от 100 микрометров.
Термоформовочные станки могут быть ленточным, ротационным, револьверным, много- или однопозиционным. Кроме формования, на ленточном станке изделия вырубаются и укупориваются. Револьверные и ротационные более подходят для формовки. Управляется процесс автоматически, вручную или полуавтоматически.
Оборудование для производства пластиковых изделий
Стандартный комплект оборудования для открытия цеха по изготовления товаров из пластика:
- плавильный агрегат;
- устройство для загрузки и подачи полимерных листов;
- прессовочные формы;
- холодильное оборудование;
- гибочный аппарат;
- агрегат для зачистки;
- станок для склеивания;
- линия для покраски и рисования;
- линия для упаковки готовой продукции.
Дополнительно можно приобрести 3D-принтер. Устройство имеет высокую скорость печати, позволяет реализовать практически любой замысел. Работать с ним просто. Единственный недостаток принтера — низкая производительность. Для масштабного производства вещь бесполезная, а вот для индивидуальных заказов — в самый раз.
Можно выбрать — отечественное или зарубежное оборудование. Отталкивайтесь от финансовых возможностей. Станки из Европы прослужат намного дольше, но и стоить будут в 2-3 раза дороже. Кстати, среди российских производителей также можно найти качественные линии для обработки пластика. А вот от китайских автоматических линий лучше отказаться — ломаются часто, а ремонтировать их дорого.
Смесители
Как мы уже гласили выше, для увеличения свойства изготавливаемых изделий переработанное сырье не употребляют повторно в чистом виде – его соединяют с первосортным сырьем.
Для того, чтоб сырье без помех обрабатывалось термопластавтоматом, его нужно кропотливо размешивать до того времени, пока не получится умеренно распределенная масса.
Наиболее того, для производства изделий из пластика не рекомендуется употреблять один полимер.
Честные производители соединяют его с одним либо несколькими компонентами.
Конкретно потому процесс смешивания осуществляется при помощи особых машин – смесителей, потому что конкретно они разрешают получить из различных по составу частей однородную массу.
Грамотная организация производственной полосы компании это очень трудозатратный и непростой процесс.
Кроме самих термопластавтоматов в рабочем процессе задействовано огромное количество остальных устройств, каждое из которых имеет свое предназначение.
Их наличие в той либо другой мере увеличивает эффективность работы всего компании.
Подробнее о остальных аппаратах и их предназначении, мы поведаем Для вас в нашем последующем выпуске.
Компания «Автоп» – всё для производства высококачественных пластмассовых изделий!
Изготовление пластиковых изделий
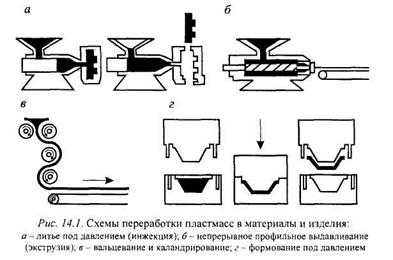
Существует несколько способов получения пластиковых деталей
Литье пластика под давлением
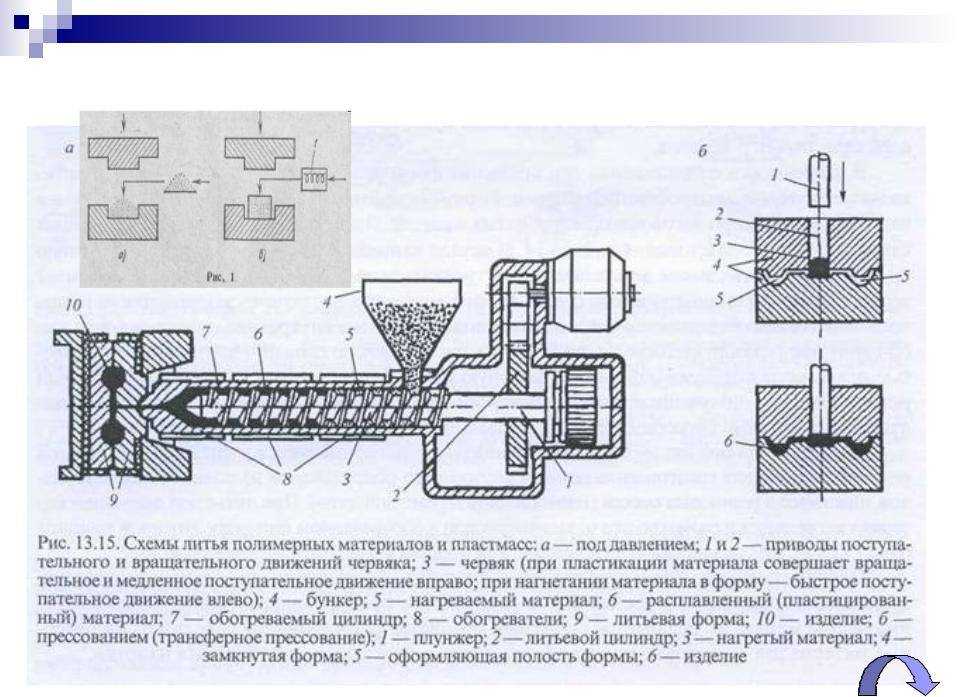
Используют для выпуска реакто— и термопластов. При таком способе материал в гранулированной форме идет в цилиндр машины, где происходит его прогревание и перемешивание оборачиваемым шнеком. Если используется не шнековая, а поршневая машина, то пластификация происходит прогревом. Разогрев термопластов ведется до 200−350˚С, реактопласты требуют 85−120˚С. Готовый материал поступает в форму для литья, где охлаждается (термопласты до 25−125˚С, реактопласты — 155−195˚С). В форме бывшее сырье держат для уплотнения под давлением, что влияет на порог усадки, снижая его.
Интрузия
Позволяет на том же агрегате изготовить детали значительно большего размера и объема. При предыдущем процессе литье пластифицируется поворачивающимся червяком, а подается в форму при его поступательном перемещении. Интрузия предполагает использование сопла с имеющимся широким каналом для перетекания литья в форму до начала поступательного движения червяка. Общая продолжительность циклического процесса не становится больше, но метод показывает высокую производительность.
Литье прессованием
В этом случае камера загрузки находится отдельно от полости формирования. Прессованный материал помещается в камеру загрузки, где при действии тепла и сжатия происходит пластификация. Затем материал перетекает в рабочее отделение формы, где отвердевает. Метод прессованного литья используется в случае выпуска деталей с толстыми стенками, армированием, сложной формы. Недостатком способа является небольшой перерасход материала, так как часть его остается в загрузочном отделении.
Заливка
Процесс применяется для выпуска деталей из компаундов или в случае применения изоляции и герметизации компаундами запчастей радио и электронной отрасли. Компаунды — композиции из полимеров, пластификаторов, отвердителей, наполнителей и других добавок. Они являются воскообразными твердыми составами, которые перед применением нагревают до получения жидкого состояния.
Отвердевание происходит при температуре 25—185˚С, процесс занимает по времени около 2−17 часов. Иногда в емкость для раствора насыпают таблетированный материал, затем форму нагревают и сырье расплавляется, чтобы ускорить процедуру используют метод давления.
Метод намотки
Используют для изготовления пластиковых тел вращения, при этом исходным сырьем служит жидкотекучие и стеклянные полимеры. Изготавливают колпаки, трубчатые полости, цилиндрические оболочки. Процесс происходит на намоточных станках с применением оправок, на них наматывают обработанные полимером нити. Намотка осуществляется сухим или мокрым способом.
В первом случае применяют предварительно пропитанную армирующую нить, а во втором случае пропитка происходит перед применением нити. Сухой метод признан более производительным и качественным, в результате используются разнообразные пропитки и связующие, но мокрый метод позволяет выполнять детали сложной фигуры и формы.
Технология производства
Выделяют множество способов производства пластиковых изделий, руководство по которым предполагает подробное описание методики, необходимо оборудования для оснащения цеха и сырья. Постараемся кратко описать суть наиболее распространенных технологий изготовления изделий из пластика.
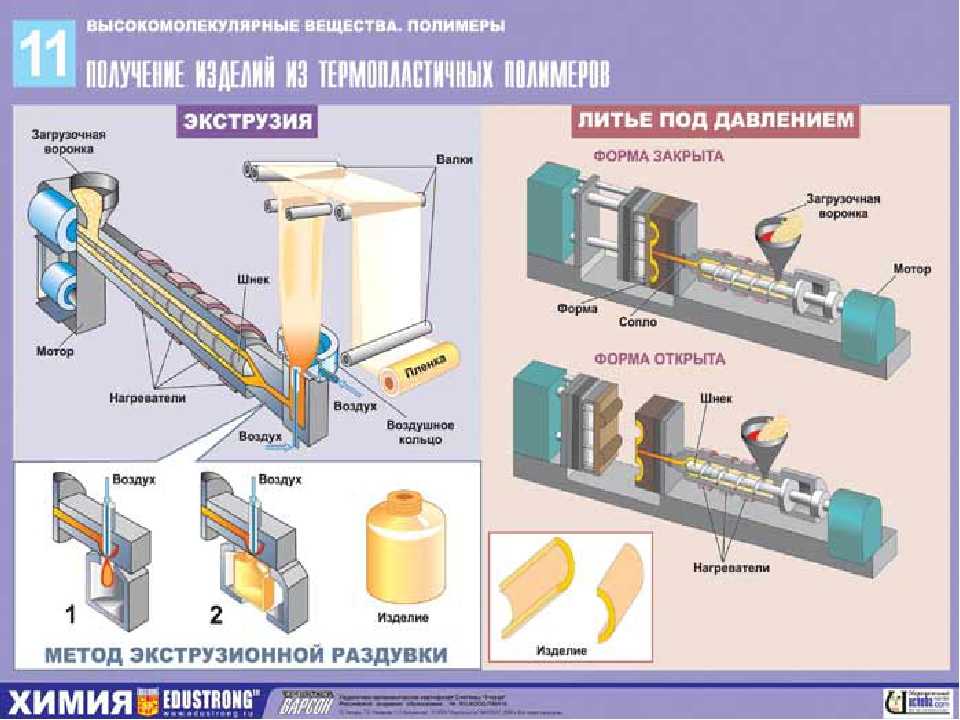
Литье под давлением
Суть технологии литья под давлением заключается в предварительном плавлении пластмасс и их последующей отливке в пресс-форму. Различают инжекционный (впрыскивание порции пластика) и интрузионный (заливка в форму с последующей подачей давления) методы. Литье гарантирует точное соответствие изделий заданным параметрам. Конечное качество деталей зависит от исполнения пресс-формы, играющей роль шаблона. Методом литья под давлением изготавливаются: детские игрушки, швейная фурнитура, запчасти для автомобилей, части приборов, вешалки-плечики, медицинские изделия, упаковка, тара и др.
Экструзия пластмассы
Экструзия – второй наиболее популярный способ производства пластиковых изделий, бизнес по продаже которых может быть очень прибыльным. Изготовление строится на основании применения специальной машины – экструдера. В нем предварительно расплавленная и достигшая однородной структуры пластиковая масса подается к калибрующему отверстию, где ей придается требуется форма. Далее происходит охлаждение изделий и их нарезка на фракции нужной длины. Выделяют экструдеры шнековые, поршневые и плоскощелевые. Отличие в них заключаются принципе выхода пластмасс через: формующую головку, отверстия в поршне, узкую щель, соответственно. Этим методом изготавливают: трубы, листы, пленки, профили ПВХ различной конфигурации и т.п.







Выдувное формование
Бизнес по производству пластиковых бутылок, тары, канистр и других изделий чаще всего базируется на методе выдувного формования. Так, разогретую до состояния плавления полимерную заготовку, полученную заранее в результате литья под давлением или экструзией, выдувают до требуемой формы.
3D-печать
Производство пластиковых изделий методом послойного наплавления начинается с разработки компьютерно-математической модели. Далее в специальной камере устройства начинается послойное построение детали от основания к верхушке. В основе методом лежит принцип экструзии Пластиковая нить, расплавляясь под воздействием температур, подается каплями через сопло слой за слоем укладываясь согласно алгоритму. Подающее отверстие меняет свое положение в горизонтальной и вертикальной плоскостях, управляемое программным обеспечением.
Стереолитография
Данный способ производства изделий из пластмасс относится к трехмерным технологиям создания путем последовательного наслоения фотополимеров, преобразуемых из жидкого состояния в твердое посредством лазерного или УФ-излучения. Построение объектов ведется согласно компьютерно-математической модели. Суть технологии заключается в построении твердого тела в жидкой среде. В отличие от других 3D-технологий стереолитография позволяет
Сварка пластмасс
Сварка пластмасс актуальна при работе с термореактивными пластиками. Выделяют два механизма изготовления изделий:
- сварку растворителями: соединение полимеров происходит в результате химической реакции с участием растворителей;
- тепловая: граница раздела нивелируется вследствие воздействия внешнего теплового излучателя.
Сварка может осуществляться вручную или путем использования специальных машин для автоматизации процесса. Различают сварку: газом, трением, УФ-излучением, расплавом.
Термоформование
Выгодный бизнес по производству пластиковых изделий можно построить, оснастив цех оборудованием для термоформания. Суть метода раскрывается в фиксации листового пластика в рамке, его последующем нагреве до температуры плавления и наложении на заготовку. Вытяжение пластмасс для обретения ими требуемой формы осуществляется под действием давления, вакуума или пресса. Конечный продукт охлаждается и затвердевает. Для его извлечения подается резкая воздушная струя. Чтобы придать изделию завершенный вид нередко требуется финишная обработка: обрезка излишков, шлифовка.
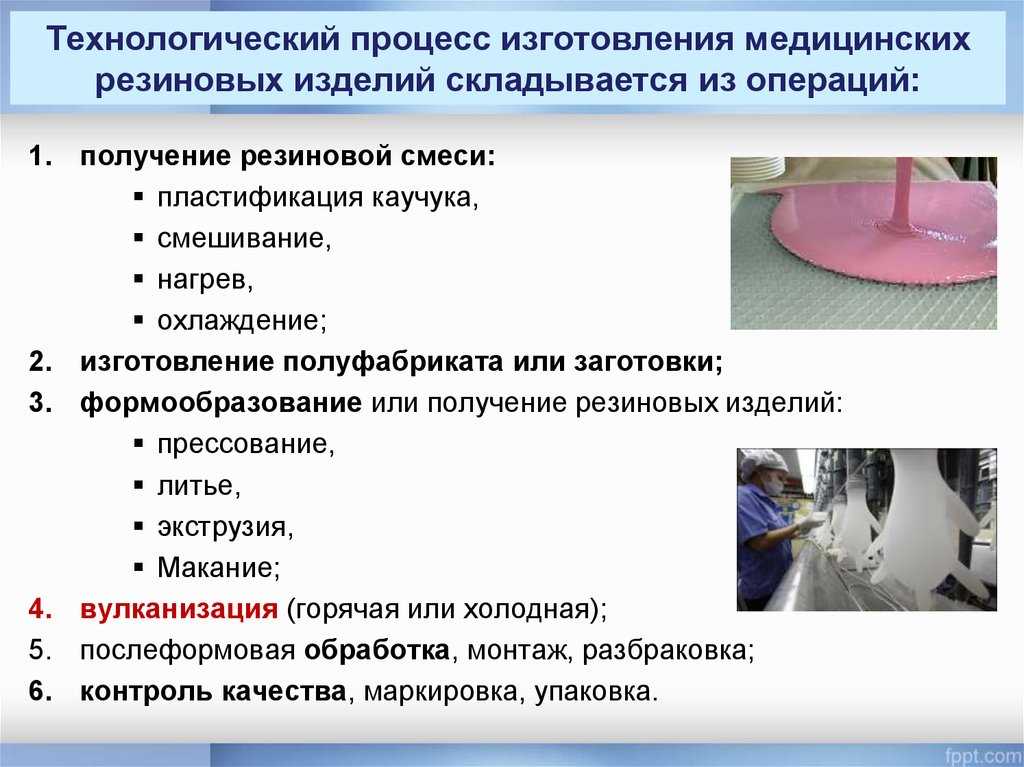
Технологии термоформования актуальна при производстве медицинского пластика, упаковки кондитерских изделий, потребительских товаров, детских игрушек, а также элементов наружной рекламы.
LiveInternetLiveInternet
Цитата сообщения NataDemure
Прочитать целикомВ свой цитатник или сообщество!Рецепты пластмассы для лепки и литья из вторсырьяhttps://www.patlah.ru
Переработка вторсырья в пластмассу
Хочу предоставить Вашему вниманию одну интересную технологию…
Всем известно, что самодельные пластмассы применяют для изготовления всевозможных елочных игрушек фигурных подставок под экспонаты, барельефов, скульптурных фигурок и т.п. Эти пластмассы льют в формы и просто лепят из них различные поделки, как из пластилина. Они полностью заменяют папье-маше, но более прочны и долговечны.
Из пластмасс на тканевой основе делают всевозможные футляры и корпуса. Все эти пластмассы не требуют дефицитных материалов и просты в изготовлении.
I . Приводим рецепты приготовления пластмасс:
1 рецепт: бумажная масса (сухая) 5 вес.ч, клей столярный (сухой) 25, мел тонкопросеянный 60, глицерин 2,5, этиловый спирт 3,5, охра (сухая) 1.
Бумажную массу заливают свежеприготовленным столярным клеем. Помешивая, вводят мел, глицерин, спирт и охру. Массу тщательно перемешивают 30-40 минут. Готовая масса не должна прилипать к рукам. Полученная пластмасса хорошо льется в формы, и после высыхания не дает большой усадки и трещин. Она пригодна и для лепки.
2 рецепт: древесные опилки мелкопросеянные 10, клей столярный (сухой) 6, мел тонкопросеянный 4.
Сухие компоненты перемешивают и заливают свежеприготовленным столярным клеем. Для придания пластмассе водоупорности и пластичности в нее добавляют 0,5 — 10 вес.ч. натуральной олифы. Столярный клей иногда заменяют казеиновым — его готовят так:
Сухой казеиновый клей 25 вес.ч. разводят в 100 вес.ч. воды. Воду подливают в клей небольшими порциями, непрерывно помешивая, и доводят до однообразной, без крупинок массы. Но есть недостаток у столярного и казеинового клея, это загнивание. Чтобы его не было нужно добавлять различные антисептики:
· формалин (3 вес.ч на 1000 в.ч клея), · салициловой кислоты (40 на 100), · буры (10 на 1000), · борной кислоты (20 на 100).
Для приготовления пластмассы по 2 рецепту применяют не загнивающий и довольно хороший по качеству клей, который делают из столярного:
В 200 г воды растворяют 60 г сахара, нагревают почти до кипения и добавляют 15 г гашеной извести
Тщательно перемешивают и оставляют отстояться, затем жидкость осторожно сливают, чтобы не взмутить осадок
В полученной жидкости замачивают 120 г плиточного столярного клея. Затем жидкость сливают, а клей распускают в водяной бане.
Схема водяной бани
3 рецепт: древесные опилки мелкопросеянные 6 вес.ч., магнезит каустический 4, хлористый магний 4,7.
Древесные опилки смешивают с магнезитом и заливают раствором хлористого магния (для получения раствора хлористого магния с удельным весом 1:2; растворяют 400-450 г технического хлористого магния в 1 л воды) Пластмасса очень быстро твердеет, выделяя некоторое количество тепла, поэтому ее необходимо сразу поместить в форму. После застывания пластмасса приобретает твердость камня, но при этом она хорошо обрабатывается; пилится, сверлится и обтачивается.
Самодельные пластмассы на основе ткани (их еще называют самодельные текстолиты) применяют для изготовления всевозможных футляров, корпусов, конструкций и т.д.
Они представляют собой тканевую основу, пропитанную каким-либо клеем с небольшим количеством наполнителей. Небольшие поделки делают на основе пришедшего в негодность трикотажа, склеивая слои столярным клеем с добавлением олифы или клеем на основе сахарно-известкового раствора.
Для небольших изделий болваны делают из древесины мягких пород.
II. Литье пластмассовых изделий из вторичного сырья:
Старые капроновые, нейлоновые, дедероновые и т.п. чулки или белье, требуют предварительной подготовки. Удаляются все швы, режут на мелкие лоскутки, промывают в мыльном или содовом растворе, споласкивают и сушат. Хорошо их плавить в жестяных банках из-под рыбных консервов, и быстро, не дав остынуть, выливают в форму.
Примечание: Для изготовления различных деталей, фурнитуры, поделок, игрушек и других пластмассовых изделий вы можете с успехом применять те технологии, которые имеются в данной энциклопедии:
1. Настольная литейная (пресс, плавильная печь, литьевая установка) для изготовления изделий из пластмасс.

2. Литьевой прибор для изготовления изделий из пластмасс: игрушки, сувениры, декоративные поделки и мн.др.
3. Домашний мини-завод по изготовлению игрушек-автомоделек: матрица и пуансон для штамповки корпусов, пресс-форма для плавки дисков, матрицы для варки шин, вулканизатор и мн.др.
Технология
То, что европейские предприятия, которым в последнее время отдают предпочтение россияне при выборе игрушек, переносят свои производственные мощности в Китай, дает фору российским производителям и позволяет экономить на транспортировке изделий.
Что касается технологии, то изделия из пластмассы могут быть изготовлены путем литья или выдувания расплавленного сырья в специальные пресс-формы. Тему качества оборудования мы уже рассматривали — целесообразнее при его выборе отдавать предпочтение зарубежным производителям, так как от этого напрямую зависит конечный результат производственного процесса, а также возможный срок эксплуатации.
Макеты пресс-форм для изготовления игрушек моделируются при помощи специальных компьютерных программ. Затем конструктор сверяет заданные параметры и отправляет макет в производство. Готовая пресс-форма может иметь вид специальной поверхности или полости или представлять собой набор стандартизированных деталей.
Когда все необходимые пресс-формы будут готовы, оборудование закуплено и установлено, сырье появится в наличии, разработаны макеты игрушек, можно приступать к непосредственному изготовлению продукции.
Упрощенная технология производства выглядит следующим образом: сырье, попадая в шнековый автомат, измельчается, затем нагревается и выливается в пресс-форму.
Есть еще одна технология, базирующаяся не на литье, а на выдувании пластмассы в пресс-форму. Такая пресс-форма состоит из одной платформы, соприкасающейся с поверхностью расплавленного сырья. Этот метод производства значительно экономит материалы, а значит, менее затратен.