
Разрушающий и неразрушающий виды контроля
Для контроля качества строительных работ применяются разные виды контроля, позволяющие выявить разные типы нарушений. Формально процедуры можно разделить на 2 категории — разрушающий и неразрушающий контроль.
Разрушающий контроль: область применения, особенности, методы
Разрушение контрольного образца — метод, позволяющий выявить значимые дефекты в строительных конструкциях. Способ применяется прежде всего для металлоконструкций и предназначен для контроля сварных соединений. После испытаний контрольный образец восстановлению не подлежит, при этом остальная партия считается прошедшей проверку. Мы видим, что этот метод не только затратен, но и недостоверен — так как проводится выборочный контроль.
Разрушающий контроль проверяет такие характеристики строительных конструкций как прочность и стойкость к внешним воздействиям, оцениваются механические показатели. Тестирование проводит испытательная лаборатория. Применяются следующие виды испытаний:
- механические (статическое растяжение, ударный изгиб и другие);
- металлографические (микро- и макроструктурные методы);
- гидроиспытания.
Методика разрушающего тестирования зависит от материала и конструкции изделия.
Неразрушающий контроль: сферы применения, характеристики и виды испытаний
Неразрушающий контроль включает разнообразные виды измерений. Проверке подвергаются не только функциональные, но и эксплуатационные характеристики. Например, измеряют плотность материалов, габариты элементов строительной конструкции и другие параметры. Процесс тестирования часто проводится без участия человека: автоматизация позволяет избежать ошибок, связанных с человеческим фактором. Тем не менее оценка результатов проводится вручную, так как необходим учет конкретных условий.
Неразрушающий контроль является элементом системы контроля качества на всех этапах строительства: от проектирования до реконструкции. Метод применяется повсеместно, так как стоимость исследований относительно невелика, эти затраты нивелируются продлением срока эксплуатации изделий и конструкций. Например, по нормативам, качество железнодорожного полотна проверяется не менее 30 раз в год с помощью специальных устройств — дефектоскопов. Это повышает безопасность эксплуатации и выявляет неисправности на раннем этапе их появления.
Методика и способы проведения неразрушающего контроля регламентированы стандартами. Для измерения одного показателя могут применяться сразу несколько методов одновременно, что повышает точность измерений. Исследования не только дополняют информацию, но и используются для проверки достоверности результатов. Для оперативной диагностики состояния строительных конструкций применяют экспресс-оценку качества комплексными методами.
Несмотря на очевидные преимущества, неразрушающий контроль имеет ограниченную сферу применения. Он не используется на этапе НИР и проектирования. К числу главных преимуществ неразрушающего контроля относится доступность: он проводится в реальных условиях, не требует лабораторного моделирования стендов. Для исследований необходимо обучение квалифицированного персонала и обеспечение техники безопасности. Для проведения радиационного и дозиметрического контроля проводится специализированное обучение персонала, требуется соблюдение регламентов и санитарных норм.
Подводя итоги, можно сделать вывод о необходимости комплексного применения методов неразрушающего и разрушающего контроля в строительстве, при эксплуатации технических устройств, механизмов, оборудования на опасных производственных объектах.
Контроль монтажа
Контроль качества монтажа металлоконструкций проводится с целью обеспечения высокого качества монтажных работ, соответствующего нормативам. В ходе испытаний выявляется качество сварных швов, болтовых соединений, клепки. Проверяется соответствие их параметров проектной документации. На строительной площадке в процессе приемки готовой конструкции у поставщика проводится входной контроль. Если найдены отклонения, превышающие допустимые параметры по СНиП, составляют рекламацию. Вместе с браком документ отправляется производителю.
Операционный контроль предусматривает участие в проверке экспертов строительной лаборатории, геодезистов, мастеров и непосредственных производителей. В ходе операционного контроля применяются специальные схемы с эскизами узлов и конструкций, указанием ответственных лиц, способа и времени контроля, необходимости представить операцию как скрытую работу. Результаты вносятся в карту операционного контроля качества, где присутствуют характеристики дефектов и схемы элементов, подлежащих проверке.
Контролируемыми элементами являются сварные швы, клепочные и болтовые соединения, другие конструктивные элементы. Для проверки их состояния используется разрушающий и неразрушающий контроль металлоконструкций. Исследования проводятся визуальным методом, а также оптическим увеличением. Повреждения типа трещин и непроваров удобно выявлять магнитометрическим, ультразвуковым, рентгенографическим или гаммаграфическим способом. Для различных типов металлов применяются соответствующие виды контрольных операций.
Виды оборудования для контроля качества продукции
Конкретное оборудование для контроля качества продукции выбирается исходя из характеристик, которые указаны в стандартах на правила контроля. В качестве примеров можно рассмотреть такое оборудование, как система динамического взвешивания, которую еще называют чеквейер. Данное оборудование позволяет проверять комплектность упаковок продукции, что в итоге предотвращает попадание к потребителям товаров с недостаточным или избыточным весом.
Системы динамического контрольного взвешивания проверяют массу всех продуктов на конвейере. Причем помехи окружающей среди устраняются весовыми ячейками, которыми оснащены чеквейеры. Продукты с недовесом будут своевременно обнаружены и удалены. Кроме того, сокращаются непроизводительные потери продукции и затраты времени на повторную переработку.
Большое распространение в настоящее время получили промышленные металлодетекторы, которые устанавливаются на производственных линиях
Это оборудование позволяет выявить и отбраковывать продукты с инородными металлическими включениями, что особенно важно для предприятий пищевой и фармацевтической отраслей, к продукции которых предъявляют множество нормативных требований
Еще одним оборудованием для выявления из плотных веществ (таких как камень, металл, стекло, кость и пластмасса высокой плотности) инородных включений является система рентгеновского контроля. С ее помощью производители контролируют качество входящего сырья, обрабатываемой продукции и любых материалов, которые поступают с конвейера или по трубопроводу, несмотря на тип используемой упаковки.
Для контроля качества этикеток на любых видах упаковки разработаны системы визуального контроля (машинного зрения). Они дополнительно проверяют целостность и форму упаковок. Продукция, на упаковке которой обнаружены неровности, мусор, функциональные дефекты и ошибки печати, подлежат удалению с производственной линии.
Еще имеет место комплексное оборудование для контроля качества продукции. Оно представлено системой (техническими средствами и программным обеспечением) отслеживания, сериализации и агрегации продукции в соответствии с нормативными требованиями. Оснащенная технологией считывания кода и встроенной камерой, именно она обеспечивает реализацию программ прослеживаемости товаров.








Неразрушающие методы контроля | Дефектоскопия
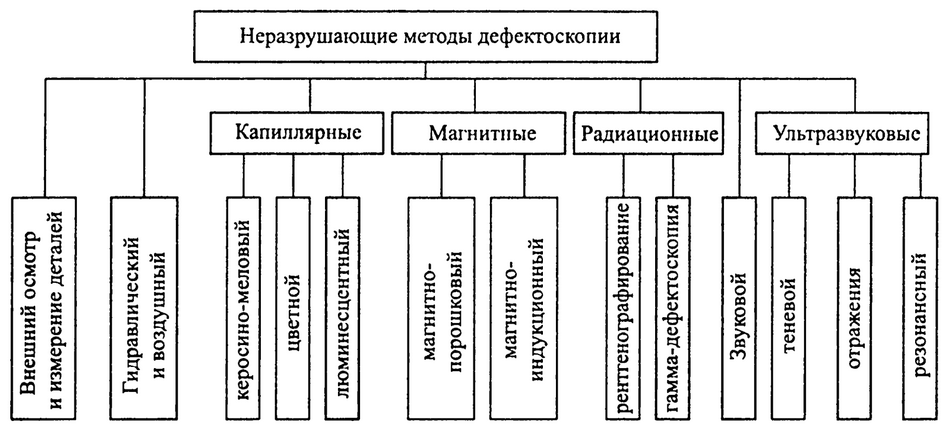
Неразрушающие методы контроля позволяют проверять качество поковок и деталей (на отсутствие наружных и внутренних дефектов) без нарушения их целостности и могут быть использованы в сплошном контроле. К таким методам контроля относятся рентгено- и гамма-дефектоскопия, а также ультразвуковая, магнитная, капиллярная и другие виды дефектоскопии.
Рентгенодефектоскопия
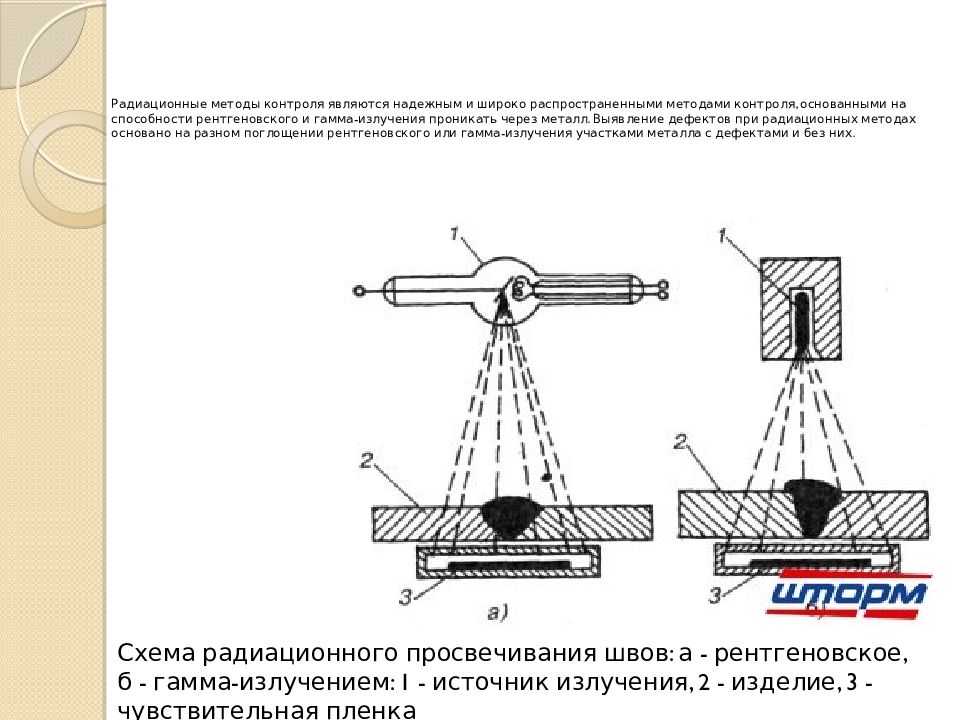
Рентгенодефектоскопия основана на способности рентгеновского излучения проходить через толщу материала и поглощаться последним в различной степени в зависимости от его плотности. Излучение, источником которого является рентгеновская трубка, направляют через контролируемую поковку на чувствительную фотопластинку или светящийся экран. Если в поковке имеется дефектное место (например, трещина), излучение, проходящее через него, поглощается слабее, а фотопленка засвечивается сильнее. Регулируя интенсивность рентгеновского излучения, получают изображение в виде ровного светлого фона в бездефектных местах поковки и отличительного темного участка — в месте нахождения дефекта.
Выпускаемые промышленностью рентгеновские установки позволяют просвечивать стальные поковки толщиной до 120 мм, а поковки из легких сплавов — до 250 мм.
Гамма-дефектоскопия
Контроль поковок гамма-дефектоскопией аналогичен контролю рент- генодефектоскопией. На определенном расстоянии от исследуемого объекта устанавливают источник гамма-излучения, например капсулу с радиоактивным кобальтом-60, а с противоположной стороны объекта — устройство для регистрации интенсивности излучения. На индикаторе интенсивности (фотопленке) проявляются дефектные участки, имеющиеся внутри заготовки или поковки. Толщина контролируемых заготовок (поковок, деталей) достигает 300 .. .500 мм.
Во избежание облучения при использовании в качестве методов контроля рентгено- и гамма- дефектоскопии необходимо строго соблюдать требования безопасности и быть предельно осторожным.
Рис. 9.7. Установка для ультразукового контроля металла: 1 — осциллограф, 2, 3, 4 — световые импульсы, 5 — блок, 6 -головка, 7 — поковка, 8 — дефект
Ультразвуковая дефектоскопия
Ультразвуковая дефектоскопия является наиболее распространенным методом контроля, позволяющим проверять поковки толщиной до 1 м. Установка для ультразвукового контроля эхо-методом (рис. 9.7) состоит из искательной головки 6 и блока 5, в котором размещены генератор ультразвуковых электрических колебаний (частота свыше 20 кГц) и осциллограф 1. Головка 6 представляет собой пьезоэлектрический преобразователь электрических колебаний в механические.
С помощью искательной головки на исследуемый участок поковки 7 направляют импульс ультразвуковых колебаний, который отразится сначала от поверхности поковки, затем ( с некоторым опозданием) — от дефекта 8 и еще позже — от донной поверхности объекта. Отраженный импульс (эхо) вызывает колебание пьезокристалла искательной головки, который преобразует механические колебания в электрические.
Электрический сигнал усиливается в приемнике и регистрируется на экране осциллографа 1: расстояние между импульсами 2,3 и 4 определяет глубину нахождения дефекта, а форма кривых — величину и характер последнего.
Магнитная дефектоскопия
Наиболее распространенным видом магнитной дефектоскопии является магнитно-порошковый метод, применяемый для контроля магнитных сплавов железа, никеля и кобальта. Стальную деталь намагничивают электромагнитом, а затем покрывают суспензией из керосина и магнитного порошка. В местах наличия дефекта частицы магнитного порошка скапливаются, копируя форму и размеры не только поверхностных трещин, но и дефектов, расположенных на глубине до 6мм.
Магнитно-порошковый метод позволяет выявить крупные и очень мелкие дефекты шириной 0,001 …0,03 и глубиной до 0,01 … 0,04 мм.
Капиллярная дефектоскопия основана на свойстве жидкостей под действием капиллярных сил заполнять полости поверхностных дефектов (трещин). Используемые для контроля жидкости либо обладают способностью люминесцировать под действием ультрафиолетового излучения (люминесцентная дефектоскопия), либо имеют окраску, четко выделяющуюся на общем фоне поверхности. Например, при люминесцентной дефектоскопии поковки погружают в раствор минерального масла в керосине, промывают, просушивают, а затем опыляют порошком оксида магния. Если осматривать невооруженным глазом такую поверхность при свете ртутной лампы, на фоне темно-фиолетовой поверхности поковки ясно видны ярко-белые трещины. Метод позволяет определять наличие трещин шириной от 1 до 400 мкм.
Факторы, влияющие на качество сварных соединений
Помимо выполнения шва и соблюдения технологий, прочностные характеристики сварного соединения связаны и с другими факторами:
Качество свариваемого материала. Несоответствие металла требуемым характеристикам даже при правильном выполнении шва может негативно отразиться на прочности соединения.
Не менее строгие требования предъявляются и к применяемым расходным материалам, используемым при сварочных работах. Использование низкокачественных присадок или электродов не позволит сделать правильное прочное соединение из-за появления в структуре самого металла ломкости, хрупкости и т
д.
Оборудование, используемое для сварочных работ, должно обладать соответствующей мощностью и быть применимым к требуемой технологии (к примеру, аргонодуговой сварке).
Надежность соединения деталей (их качество провара) можно достигнуть только при правильном выборе режимов сварки (полярности и силы тока).
Подготовка для сварки самих заготовок является не менее важной операцией. Даже незначительное отклонение формы кромок стыков может существенно снизить качество и нарушить форму шва.
Рекомендуемые статьи
Рекомендуем статьи:
- Сварка в защитных газах: суть технологии и руководство для начинающих
- Как варить швы: разбираемся в секретах техники сварки
- Как варить тонкий металл: руководство для начинающих и профессионалов
Все перечисленные моменты следует учитывать при планировании работы, особенно если это касается важных и ответственных конструкций.
Методы неразрушающего контроля
Если методы разрушающего контроля применяются только к контрольным образцам, для выяснения общих механических свойств, то неразрушающий контроль служит для массового контроля качества продукции. Работа приборов неразрушающего контроля основывается на принципах изменения свойств предмета при наличии дефектов. Это ультразвуковая дефектоскопия и толщинометрия , радиография , магнитопорошковый и капиллярный контроль, вихретоковый контроль, оптико-визуальный контроль и другие. Например, оборудование ультразвуковой дефектоскопии измеряет разницу в прохождении ультразвука, в зависимости от толщины и плотности металла. Толщиномеры 26МG, 26MG-XT, 26XTDL, 36DLPLUS, производства компании Panametrics служат для определения остаточной толщины стенок труб, котлов и других конструкций, подверженных износу. 36 DL PLUS – современный цифровой эхо-импульсный переносной контактный толщиномер, который позволяет измерять толщину даже тех объектов, к которым можно подойти только с одной стороны. Применяется в энергетике и машиностроении для измерения толщины стенок трубопроводов, сосудов давления, котлов и других объектов.
Один из распространенных методов неразрушающего контроля – вихретоковый. Он основан на измерении возмущений вихревых токов при наведении электрического тока на образец. Даже малейшая трещина или каверна в металле, точечная коррозия или истончение сразу фиксируется в изменении вихревых токов. Современные вихретоковые дефектоскопы служат для контроля посадочных полок дисков колес, ряда крепежных деталей авиационных конструкций, детектирования трещин вблизи крепежных отверстий, а также для отображения С-скана крепежных отверстий, контроля многослойной коррозии в автомобильной, авиационной и аэрокосмической отраслях. Среди оборудования вихретокового контроля можно назвать приборы компании Zetec, которые позволяют выполнять широкий спектр обследований различных конструкций самолетов, узлов двигателей и колес. Например, MIZ-21SR – многорежимный вихретоковый дефектоскоп и бонд-тестер. Это легкий портативный прибор, использующий два метода вихретоковой дефектоскопии для обнаружения непроклея, расслоения и аномалий плотности. Кроме того, MIZ-21SR имеет функции измерения проводимости и толщины покрытий. Вся информация отображается на дисплее с высоким разрешением и четкостью изображения.



Методы контроля
Разрушающие исследования включают методы испытания сварных образцов:
- механические;
- металлографические;
- коррозионные.
Механические испытания
Контроль предназначен для определения механических свойств материалов. Цель – проверка соответствия механических качеств конструкции запросам технических условий или проекта. Для проведения эксперимента из изделия вырезают контрольный образец или вместе с основной конструкцией сваривают контрольную пластину.
Механические испытания сварных соединений, согласно ГОСТ 6996-66, включают проверку:
- на растяжение;
- ударный изгиб.
По характеру приложения нагрузки механические испытания разделяют на виды:
- статические — для них характерна малая скорость деформации контрольного образца в результате воздействия статической нагрузки (растяжение, сжатие);
- динамические – проверка воздействия на испытуемый предмет нагрузки, изменяемой с большой скоростью (ударный изгиб);
- на усталость – выявление способности металла сопротивляться воздействию много раз повторяющихся переменных нагрузок, изменяющихся по направлению, времени и величине (изгиб, растяжение, кручение).
Статическое растяжение
Испытание проводится способом растяжения (разрыва) образцов и заключается в определении следующих механических свойств исследуемого материала:
- пределов пропорциональности, текучести и упругости;
- предела прочности (временного сопротивления);
- истинного сопротивления разрыву;
- относительных удлинения и сужения после разрыва.
Работа выполняется на специальных машинах, оборудованных приборами автоматической записи диаграммы растяжения. Проверяют образцы прямоугольного или круглого сечения (диаметр 3-10 мм).
Ударный изгиб
Для проведения испытаний применяют прямоугольные или квадратные образцы с односторонним надрезом. Надрез в зависимости от назначения контрольного эксперимента может располагаться:
- на линии сплавления;
- в зоне термического влияния;
- на оси сварного шва.
Цель испытания – определение ударной вязкости исследуемого металла при заданной температуре в зоне соединения.
После проведения испытания выполняется исследование структуры излома. Цель – определение наличия дефектов сварного шва и степени кристалличности на изломе.
Металлографические исследования
Цель – определение структуры материала сварного соединения. Исследованием устанавливают:
- правильность выбора всех факторов, влияющих на качество сварного шва;
- дефекты шва и причины их возникновения.
Металлографический анализ включает макроструктурное и микроструктурное исследования материала сварного шва.
Макроструктурный метод
Служит для предварительной оценки качества сварного соединения. Макроструктуру шва на поверхности образца (шлифе и изломе сварного шва) можно наблюдать визуально или при двадцатикратном увеличении. Вырезанные темплеты для шлифов шлифуют и травят реактивами, подбираемыми в зависимости от типа металла и цели исследования.
Исследованием выявляют:
- строение, размеры и форму шва;
- наличие дефектов (трещины, непровары, газовые поры, шлаковые включения, усадочные рыхлости).
Микроструктурный метод
Предполагает исследование микроструктуры металла – строения металла, видимого под микроскопом. Анализ проводят на шлифах с отполированной и отшлифованной до блеска поверхностью, протравленной специальными растворами.
Исследование проводится с применением оптического микроскопа при увеличениях от 50 до 2000 раз. Микроструктурным методом устанавливаются:
- качество обработки шлифа;
- наличие газовых пор и окисных пленок;
- наличие микротрещин;
- степень загрязнения металла сварного шва неметаллическими включениями.
Неметаллические включения могут быть разной формы и проявляются на белом фоне шлифа темными пятнами. Микротрещины выглядят тонкими извилистыми кривыми. Газовые поры – черными пятнами.
https://youtube.com/watch?v=ZbnEIr5ITFc
Рентгеновский контроль
Этот метод обыкновенно используется для дефектоскопии крупных сварных металлических конструкций, подверженных коррозионному воздействию атмосферы: трубопроводов, опор и несущих и любых других металлических конструкций. Рентгеновские аппараты могут быть стационарные (кабельного и моноблочного типа), переносные или монтироваться на кроулеры. Кроулер – самоходный, дистанционно управляемый робот, несущий автономный рентгеновский комплекс. Он предназначен для контроля качества сварных соединений трубопроводов. Такой аппарат по команде извне перемещается в трубопроводе, останавливается и снимает рентгенограмму. Экспонирующее устройство кроулера работает полностью независимо. Одни рентгеновские аппараты требуют экспонирования и проявки специальной пленки, другие отражают информацию сразу в цифровом виде.






Среди аппаратуры рентгеновского контроля нужно назвать продукцию ЗАО «Синтез НДТ», входящую в группу предприятий «ЮНИТЕСТ». Стационарные аппараты серии «Витязь» изготовлены моноблоком, со стеклянной рентгеновской трубкой. Их стоимость относительно невысока. Серия «Бастион» – аппараты кабельного типа, в них используется металлокерамическая трубка, что обеспечивает надежность и длительный срок службы, но они более дороги. Как правило, стационарные аппараты используются для контроля материалов или готовой продукции, они отличаются от переносных высокой стабильностью параметров тока, напряжения и минимумом пульсаций. Переносные рентгеновские аппараты серии «РПД», того же производителя, предусматривают и варианты для работы в тяжелых климатических условиях, на Крайнем севере. В этом случае, блок питания и управления монтируется в металлическом корпусе, категория защиты — IP65. На кроулеры устанавливаются панорамные рентгеновские трубки серии СХТ. Они обеспечивают максимально возможную жесткость спектра излучения с высоким КПД, аппараты питаются от аккумуляторной батареи кроулера. Оборудование СХТ снабжено системой принудительного воздушного охлаждения анодов вентиляторами.
Сегодня не существует одного универсального метода, который позволял бы измерить все свойства металлического изделия разом. Поэтому методы контроля качества применяются в комплексе: на стадиях разработки и изготовления – разрушающие, в процессе эксплуатации – различные неразрушающие. Выбор конкретного способа контроля зависит не только от специфики и назначения металлической конструкции, но и от многочисленных внешних факторов, которые непременно учитываются специалистами.
Источник
Оформление документации
Результаты диагностических операций фиксируют в соответствующем акте или заключениисоставленном экспертом. В документе отражают содержание всех дефектов, приводят детальное описание допущенных нарушений. Форма акта или заключения должна соответствовать требованиям нормативов. Также, бригада дефектоскопистов отмечает результаты контроля в журнале сварки, необходимость ведения которого установлена законодательством для каждого объекта.
Выполненные записи в акте и журнале сопровождают детальными схемами, содержащими эскиз контролируемого соединения с отмеченными дефектами. Это позволяет идентифицировать нарушения, для последующего устранения.
В процессе контроля непосредственно на изделии рядом с каждым дефектом делают соответствующую отметку мелом.
По итогам контроля сварных швов и приемки объекта, формируют комплект документов. Кроме акта и журнала, сюда включают сертификаты на используемые материалы и оборудование, электроды, копии удостоверений сварщиков, экспертов, проводивших исследование качества выполненной сварки. Такие документы – не просто формальность. Надлежащим образом оформленные бумаги тщательно изучают представители государственных контролирующих органов при приемке объектов в эксплуатацию и в случае возможной последующей аварии на принятом объекте. Это позволяет установить причины чрезвычайного происшествия и наказать виновных.
Тщательный контроль качества сварки и сварных соединений особенно важен при изготовлении ответственных металлоконструкций, элементов грузоподъемных кранов, сосудов и трубопроводов, работающих под давлением, другого оборудования повышенной опасности. Поэтому от квалификации и внимательности экспертов во многом зависит дальнейшая безопасность эксплуатации производственных и строительных объектов.