

Методы производства
Тротуары из искусственного камня все чаще встречаются на улицах населенных пунктов и во дворах частных застройщиков. Полностью автоматизированная технология производства тротуарной плитки вибропрессованием – это:
- возможность получить изделия необходимой формы;
- толщина продукции, зависящая только от назначения;
- выбор цветовой гаммы изделий;
- высокая производительность выработки продукта.

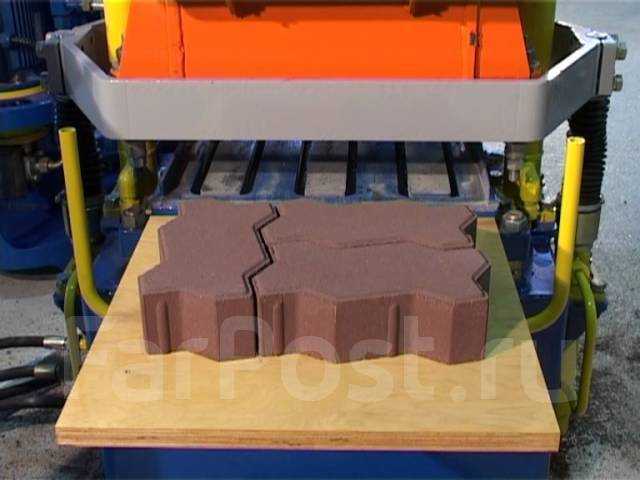
Процесс производства тротуарной плитки методом вибропрессования: в стоящую на вибрирующей станине форму аппарат закладывает определенное количество бетонной смеси, которую утрамбовывает вибропрессующее устройство. После завершения формовки механизм поднимается, оставляя готовое изделие.
- Для изготовления продукции характерно использование смесей с низким водоцементным соотношением. В результате полученная плитка имеет высокую морозостойкость и износостойкость.
- Выпуск качественной тротуарной плитки требует непрерывного вымешивания и безостановочной подачи смеси в формы.
- Процесс занимает 5 минут.
Рецептура бетонного раствора для тротуарной плитки
Оптимальный состав для производства бетонного мелкоштучного дорожного покрытия имеет марку по прочности М300. Такой раствор являет собой желанное соотношения цены и качества. Примерный рецепт бетона для тротуарной плитки на 1м3.
| Марка бетона | Цемент М400, кг | Песок, кг | Пластификатор или диспергатор, % соотношение к ПЦ | Пигмент, кг | Вода, л |
| М300 | 650 | 1380 | 0,6 | 10-13 | 200-250 |
Примерный состав раствора тротуарной плитки в относительных частях к цементу.
| Марка бетона | Цемент М400 | Песок | Пластификаторы, % соотношение к Ц | Пигмент | В/Ц |
| М300 | 1 | 2,2 | 0,6 | Не более 4% от массы цемента | 0,35 |
При дозировке пластификаторов ознакомьтесь с прилагаемой инструкцией. При различных составах также отличается и дозировка. Такие добавки всегда дозируются от массы цемента.
Конечная бетонная смесь для укладки тротуарной плитки должна иметь достаточно жесткую консистенцию, настолько, чтобы она вирировалась до появления цементного молочка не менее 1 минуты и не более 3 минут.
Предложенные пропорции бетона не могут быть универсальны для любого изготовителя. Это лишь примерная пескоцементная смесь бетона для укладки тротуарной плитки, которая поможет создать свой неповторимый рецепт. Не бойтесь экспериментировать и ошибаться. Лучше всего приготавливать небольшие замесы, для чего может понадобиться строительный миксер.
Будьте осторожны с добавлением пигмента. Помните, что любое красящее вещество «съедает» прочность будущего изделия. Поэтому не рекомендуется добавлять больше 4% красителя по массе цемента.
Многие практикуют заливку цветной плитки по слоям – лицевой с пигментом, а нижний без него. Такое решение весьма привлекательно в экономическом плане, так как цена на красители неприлично высокая. Но такая технология достаточно трудоемка и для ее воплощения в идеале понадобится две мешалки для синхронного замешивания составов
К тому же принимая во внимание небольшую толщину изделия при вибрировании цветной и серый слои могут перемешаться, создавая специфичный вид готового изделия
Описание технологии вибролитья

Изготовка плитки методом литья на вибростоле
Если плитка делается по способе вибролитья, то наведенный раствор переливается в формы вибростола. Сиим методом не получится выработать существенное количество изделий за один раз, но он считается наиболее дешевеньким, а поэтому конкретно так делается плиточная продукция на личных предприятиях.
У вибролитья есть и свои плюсы: этот метод дозволяет получать плитку различных форм, палитры цветов, может быть выработать материал с прекрасной глянцевой поверхностью. Процесс выработки изделий состоит из последующих поочередных шагов:
- Замешивание консистенции. Если плитка будет цветной, то в процессе замешивания консистенции употребляется два бетоносмесителя. В первом агрегате мешается рядовая смесь, компонентами которой являются цемент и песок для изготовления тротуарной плитки,во 2-ой машине в раствор добавляются красители;
- Подготовка форм. Формы при вибролитье выбираются любые и из всех материалов. Куда важнее верно расположить их на столе – формы инсталлируются так, чтоб меж ними фактически не было промежутков. Поначалу в формочки выливают смесь с красителем, потом включают вибростол в режим работы на 10-12 секунд, а опосля доливают в их смесь без пигмента и раствор уже льется в форму до краев;
- Обработки вибрацией. Длительно продукцию действию вибрации подвергать не надо – довольно 6-10 секунд;
- Сушка. Сушка обязана происходить в течение 48 часов. При всем этом поддоны с формами ни при каких обстоятельствах недозволено ни сдвигать, ни перетаскивать по помещению;
- Распалубка изделий. Осуществляется распалубка методом нагрева форм на аква бане. Да и на этом шаге плитка еще не считается готовой – ее необходимо упаковать и отдать постоять для окончательного затвердевания. В среднем процесс затвердевания продолжается от одной недельки, но если происходило изготовка тротуарной плитки в зимнюю пору – изделия должны доходить до кондиции в течение 3-х недель.
Совершенно по другому получают плитку для мощения тротуаров из песчаника. Поглядеть на производственный процесс предлагаем на последующем видео:
Промышленное направление
Методика вибропрессования более быстрая и автоматизированная, чем вибролитье. Именно поэтому ее выбирают для мощения промышленных объектов, улиц и площадей. Она отличается производительностью и простотой. Работа по изготовлению брусчатки путем вибропресса требует сложного оборудования и проводится поэтапно.
Сначала полусухой бетонный раствор с помощью транспортера подается на специальный стол и загружается в металлическую пресс-форму.
Расход его при этом незначительный, так как в процессе производства можно применять разные материалы, в том числе и отходы строительного производства. Затем расформированная масса подвергается вибрации, прессовке и давлению.
Рисунок на лицевую часть плитки наносит пуансон, а матрица машины следит за тем, чтобы не было дефектов на стенках изделия.

Переработанная смесь кладется в термокамеру, где присутствуют влажная среда и повышенная температура. В таких условиях она быстро затвердевает и приобретает прочность.
При этом процент брака практически сведен к нулю. Вибропрессованная продукция обладает рядом достоинств:
- Она морозоустойчивая и прочная, за счет того, что в цементном растворе используется минимальное количество воды. Такое дорожное полотно способно выдерживать большие нагрузки.
- Поверхность плитки при вибропрессе шершавая и водопроницаемая. При желании ее можно полировать или подвергать шлифовке. Эти качества исключают возможное скольжение по дорожному покрытию в зимних условиях. Такая тротуарная плитка обеспечит безопасность в любую непогоду.
- Готовая продукция имеет четкую геометрическую форму. Она может быть разной толщины и цвета, но оттенки не такие насыщенные, как у литой брусчатки. Это обусловлено дефицитом воды, в которой красители не могут растворяться должным образом.
- Хорошая эксплуатация, сроком не менее 25 лет, во время которой сохраняются основные качества изделия.
- Технология сухой прессовки высокопроизводительная. Она идеально подходит для изготовления продукции в промышленных масштабах.
 Технология сухой прессовки плитки
Технология сухой прессовки плитки
Предпринимателям на заметку
Вибролитье осуществляется путем заливания бетонной смеси в специальные пластиковые или резиновые формы.
 Начало процесса изготовления плитки это заливание бетонной смеси в форму
Начало процесса изготовления плитки это заливание бетонной смеси в форму
Основу раствора составляют песок, цемент, вода, щебень и пластификатор. Затем уложенная масса в течение нескольких минут подвергается вибрации на автоматически действующей станине. Это специальная площадка в виде стола с расположенным внизу вибратором.
В результате такого воздействия, раствор становится более плотным и равномерно распределенным. Через несколько дней он застывает и каменеет.
Специалисты советуют, настаивать смесь в теплом месте, например, в термокамере, не меньше 48 часов. Тогда она становится более прочной.
Метод использования вибролитья ручной и имеет много положительных аспектов:
- Тротуарная брусчатка получается гладкой и ровной, с блестящей поверхностью. Она не так крошится, как вибропрессующее изделие, и имеет длительный срок эксплуатации, достигающий 15 лет.
- Если в бетонный раствор добавить специальные красители, можно получить изделие всевозможных цветов и оттенков.
- Наличие специальных добавок, например, пластификаторов и модификаторов, увеличивает морозоустойчивость продукции.
- Это простая и гибкая технология, позволяющая производить незначительное количество партий с необычной текстурой брусчатки. Разнообразие форм дает возможность реализовать оригинальные дизайнерские задумки.
- Готовая продукция идеально подходит для укладки усадебного участка или частного дворика. Вибролитую плитку часто выбирают собственники ресторанов, магазинов или кафе. Таким способом изготавливается не только тротуарная плитка, но и водоотливы, и бордюры.
Вибролитая и вибропрессовання тротуарная плитка
Вибростол для плитки
Для того, чтобы убрать воздух и лишнюю влагу из бетонной смеси используется вибростол для тротуарной плитки. Его изготавливают из прочного металлопроката. Для соединения отдельных частей используются заклёпки и сварочный аппарат.
На станину через демпфирующие пружины устанавливается виброплощадка. Чаще всего она изготавливается из стального листа толщиной от 2,5-3 мм. Такое покрытие имеет высокий ресурс использования и цену.
Если стол используется редко, то платформа делается из ДСП, ОСБ или многослойной фанеры. Каркас для неё сооружается из профильной трубы или металлического уголка.
Для закрепления двигателя используются приваренные посередине стола пластины, которые усиливают конструкцию. К вибрационной платформе крепится вал с эксцентриком, который устанавливается в прикрученные к площадке подшипники. Он соединяется с двигателем ремнём для передачи вращения.






Чтобы знать, как сделать вибростол и что для этого нужно, следует изучить готовые варианты и чётко понимать объем работы для его использования.
Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.
Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.
Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.
Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Основные свойства и способы производства
Бетонные изделия для мощения, в частности тротуарная плитка, должны в точности соответствовать требованиям ГОСТ 17608-91. Согласно требованиям, бетонные изделия должны:
- производиться с использованием тяжелого или мелкозернистого бетона;
- обладать классом по прочности от В22,5;
- отличаться прочностью на растяжение при изгибе не менее 3,2 МПа;
- обладать морозостойкостью не менее F100 и водопоглощением не более 6%.
Специфика производства брусчатки позволяет также использовать технологию для выпуска продукции в несколько слоев, применять пигменты для цветных бетонных изделий.
Состав бетонной смеси
Содержание минеральных добавок и трехкальциевого алюмината в цементе не должно превышать больше 5% и 8% соответственно. Соотношение воды и цемента должно быть в пределах 0,4, содержание воздуха в готовой смеси в пределах 4-5%. Добавление в бетонную смесь специальных добавок и пластификаторов обеспечивают морозостойкость готовых изделий. Соблюдение указанных требований гарантируют качество и долговечность бетонной продукции.
Что бы получить хороший и прочный строительный материал необходимо в точности соблюдать указанные требования и использовать качественное сырье для производства. Рецептура бетонной смеси для брусчатки во многом зависит от применяемой технологии, основными из которых считаются вибропрессование и вибролитье.
Сравнение эксплуатационных качеств тротуарной плитки
Элементы ФЭМ, произведенные разным способом, отличаются эксплуатационными свойствами и ценой изделия. При использовании одинакового сырья отличаются даже пропорции бетона, время формирования изделия и качество окрашивания.
Вибролитые фигурные элементы мощения
По технологии двухслойной заливки можно получить характеристики вибролитой тротуарной плитки:
- истираемость – от 0,7 г/см2;
- прочность – в пределах М200 – М300;
- морозостойкость – F150-200 (заявляется производителями, по факту не дотягивает и до 100 циклов);
- водопроницаемость – W4.
Это обусловлено высоким водоцементным соотношением 0,6, необходимым для формирования изделий без давления под собственным весом смеси и вибрациями стола.
Это бюджетный вариант ФЭМ для тропинок, стоянок и зон отдыха. Однако поверхность плитки слишком гладкая и скользкая. Поэтому производители используют рифление, насечки, фигурный орнамент на лицевой поверхности.
Качество вибролитой тротуарной плитки сильно колеблется от производителя к производителю. Так как оборудование для производства довольно простое, такая плитка часто производится в кустарных условиях, о качестве в этом случае не может идти и речи.
При мощении камень легко кроить диском по камню или откалывать кирочкой каменщика. Срок службы облицовки ограничен 5 – 8 годами в зависимости от конкретных условий. Выцветает покрытие еще быстрее, не переносит ударов при зимней очистке тротуаров ото льда.





Вибропрессованная тротуарная плитка
В результате одновременного сжатия смеси пуансоном и вибраций матрицы вибропрессованные фигурные элементы мощения получают характеристики:
- истираемость – 0,21 г/см2;
- прочность – М300 – М500;
- морозостойкость – F300;
- водопроницаемость – W6.
Улучшение свойств обусловлено более низким водоцементным соотношением смеси 0,55. Бетон равномерно распределятся внутри миниатюрной формы-опалубки под давлением пуансона и вибраций.

Вибропрессованная плитка «Старый город».
Работать с камнем легче за счет стабильных геометрических размеров. Однако его сложнее отрезать, отколоть и обработать иным способом. При вибропрессовании лицевая сторона получается шершавой, что увеличивает безопасность пешеходного трафика. При заполнении швов можно использовать дешевый песок, а не кварцевый, так как снижаются требования по его саморасклиниванию. Даже гладкие частицы речного песка цепляются за шершавые стенки, не выдуваются ветром, не вымываются дождем.
Вибропрессованные элементы ФЭМ чуть дороже вибролитой плитки, зато превосходят ее по основным эксплуатационным свойствам.
Состав бетона
При помощи состава бетонного раствора есть возможность найти эстетику готового покрытия и эксплуатационные индивидуальности изделий. Тротуарной плиткой пользуются не только лишь в личных пригородных домах для сооружения дорожек, да и при оформлении городских улиц.
Бетонный раствор, из которого будет сделана плитка, должен соответствовать требованиям ГОСТа. По этому принципу все бетонные изделия должны выполняться из тонкодисперсного и томного бетона, владеть прочностью. Также они должны быть надежны в эксплуатации при низких температурах и всасывать воду.
Состав для консистенции тротуарной плитки, которая делается вибролитьем, имеет отличие – большущее число заполнителя, в качестве него нередко употребляют щебень. В таком случае размер зернышек принимается от 5 до 20 мм. Создание сиим способом предугадывает присутствие подвижности раствора, потому тут находятся действенные стабилизаторы и пластификаторы.
Главные пропорции по данной технологии весьма похожи с рецептом томного бетона. Если имеются особые формы, то плитку мастера могут сделать просто без помощи других. Это относится и к раствору, который спецы замешивают гравитационным смесителем.
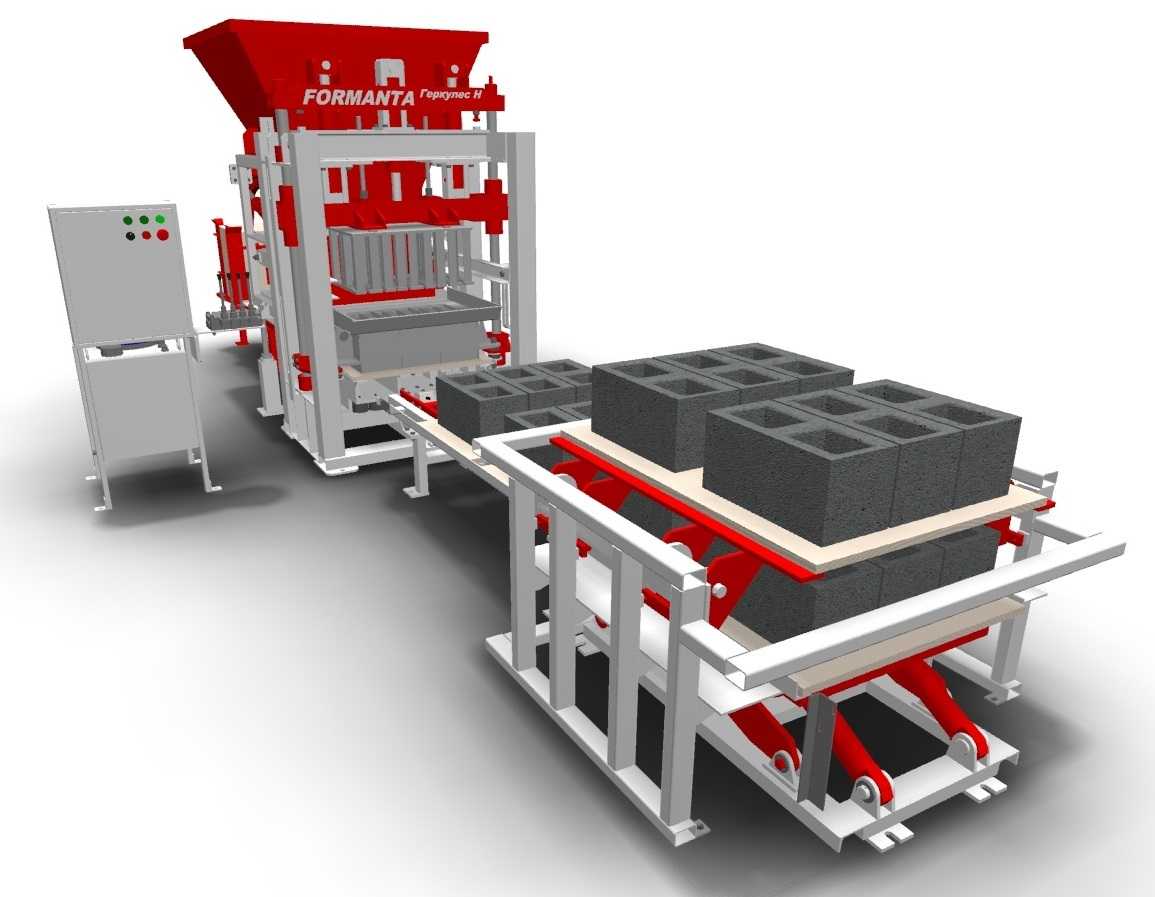
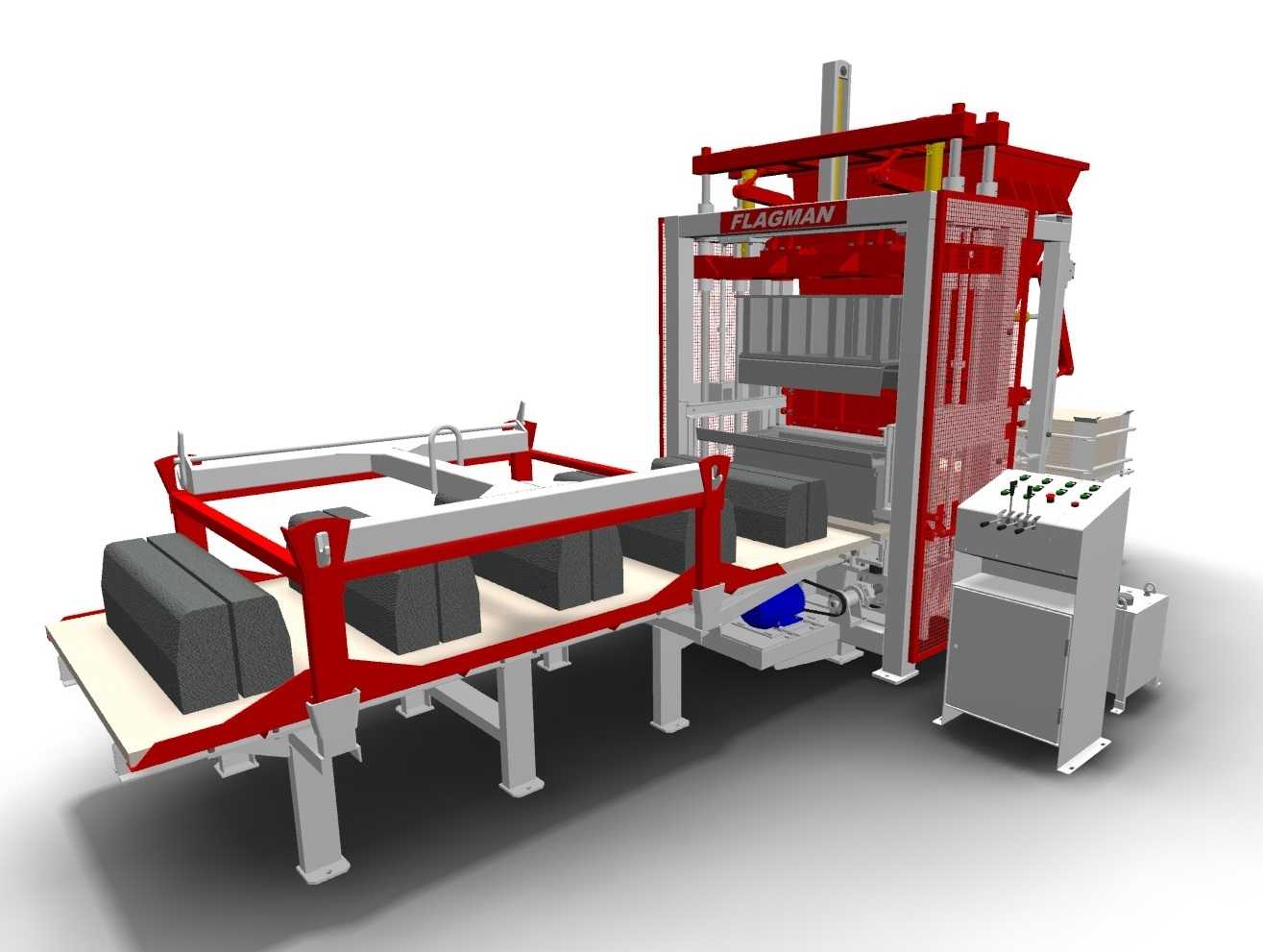
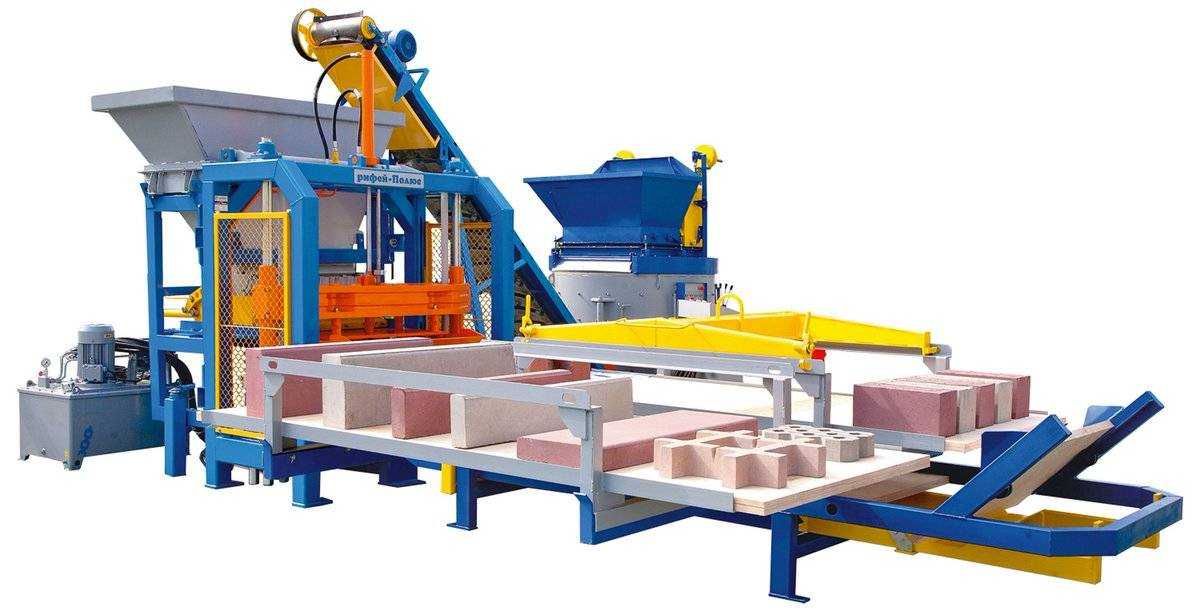
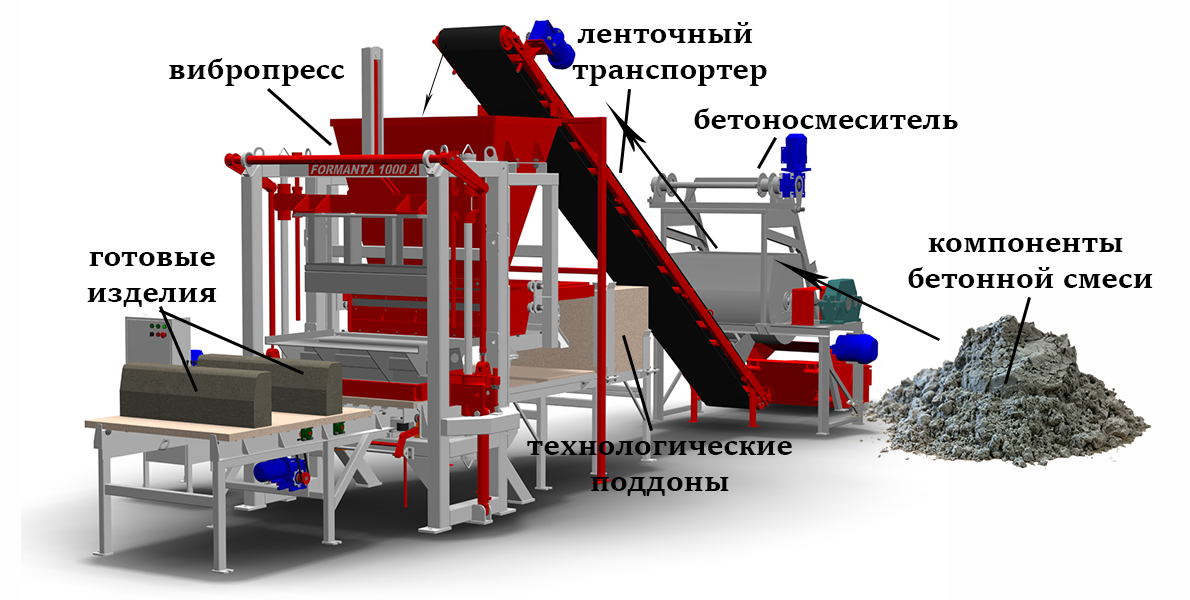
Вибропрессование — современный метод производства брусчатки

Из того же самого исходного сырья (цемент, песок, гравий, модификаторы и вода) на современных производствах выпускают тротуарную плитку методом вибропрессования. Метод очень похож, но применение автоматики позволяет поставить выпуск продукции на поток:
- Автоматика точно дозирует состав бетонной смеси.
- Фигурные формы заполняют полусухим составом — меньше воды, короче время твердения.
- В пределах партии все плитки получаются одинаковой толщины .
- Вибропресс уплотняет бетонную смесь совместным воздействием статической и динамической нагрузки, что снижает вероятность образования полостей и других дефектов формовки.
- Простая расформовка заготовок.
- Возможно изготовление одно- или двухслойных изделий с более высоким прочностными характеристиками.
- Поточное производство с минимальным присутствием ручного труда дает возможность выпускать большие партии товара.
Налицо явное преимущество брусчатки, полученной методом вибропрессования.
Самостоятельное производство: за и против
Методика двойной заливки позволяет сделать лучше характеристики эксплуатации, которыми наделена тротуарная плитка, сделанная способом сухого прессования:
- надёжность;
- стираемость:
- устойчивость к морозам;
- водопроницаемость.
Качество блоков зависит от того, как точно соблюдено производственная технология.
Кладка
- Стоимость изделия 300х300х50 превосходит цену вибролитых тротуарных плит практически вполовину, а вибропрессованных — на 15-20%.
- На сухопрессованных плитах не скользит обувь.
- Изделия имеют красивый дизайн.
- Могут выдержать высокие нагрузки при меньшей толщине.
- Брусчатка, когда станок вибропрессовки употреблялся для изготовления, не разрушается в сложных эксплуатационных условиях.
Форма для производства блоков
Сделанная таким вариантом вибропрессованная брусчатка с названием «Древний город» различается немалым количеством заполнителя. Сухопрессованная плитка
позволяет применять мелкофракционный щебень.
При изготовлении брусчатки собственноручно нужно отойти в сторону от технологии изготовления в очень большом масштабе.
- Повышение подвижности состава смеси в форме понижает интенсивность вибрации.
- В состав раствора в первую очередь вводить водный ингибитор.
- Соотношение заменителя, входящего в состав бетона, прямо пропорциональна цементному расходу.
Самостоятельное изготовление плит
Собираясь собственноручно делать брусчатку, нужно продумать все мелочи, сосчитать стоимость оборудования и материалов, приготовить место для хранения и сушки изделий.
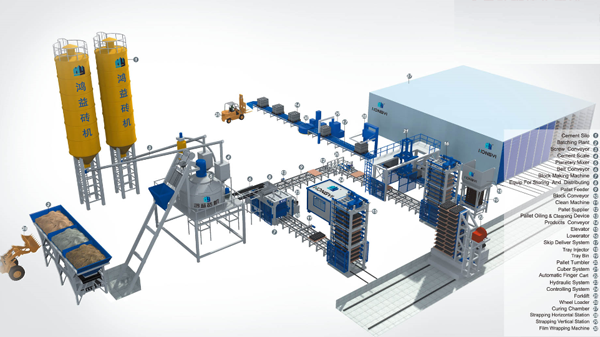
Промышленное производство брусчатки на заводах
На крупных предприятиях производится брусчатка трёх наименований.
Каменная, она же гранитная
Изготовление такой плитки подразумевает механическую обработку материала. То есть, изделия выполняют при помощи специальных распиловочных станков. Согласно технологии смеси модифицирующие составляющие не используются, что гарантирует экологическую чистоту продукции.
Гранитная брусчатка, выпускаемая на заводах, обычно имеет квадратную или прямоугольную форму. Края такой плитки обрабатывают, делают их ровными и гладкими. В значительно меньших масштабах изготавливают колотую брусчатку. Её элементы не выравнивают по краям и не шлифуют, что придаёт изделию максимально естественный вид. Такую плитку часто используют для декорирования не только дорожных покрытий, но и стен.
Клинкерная брусчатка
Данная плитка, как и обычный клинкер, во многом похожа на кирпич. Её отличительным свойством является повышенная прочность, которая достигается путём использования специальных сортов глины и особой техники обжига. Акцент в изготовлении клинкерной брусчатки делается не на уплотнение материала. Ключевым моментом в производстве является техника обжига.
На первом этапе процесса изготовления измельчённое сырьё превращают в раствор и через экструдер выдавливают в формы. Следующим шагом заполненные формы перемещают в специальные камеры, в которых подготовленная масса равномерно нагревается со всех сторон. В завершение, изделия, подвергшиеся первичной тепловой обработке, отправляют в печи для обжига. Благодаря высокой температуре (до 1200°С) клинкерная брусчатка становится очень прочной.
Бетонная брусчатка
Производят данный вид покрытия из бетона. Особенности технологии, применяемой для изготовления такой брусчатки, будут подробно изложены ниже. Так как методика выполнения изделий из этой категории самая распространённая не только на крупных предприятиях.
Технологии производства тротуарной плитки: сравнение вибролитья и вибропрессования
При всем разнообразии материалов для мощения, в частной сфере наиболее востребована бетонная тротуарная плитка. Ее укладывают во въездных зонах, на отмостку, в зонах отдыха и, конечно, именно ею чаще всего мостят садовые дорожки. Однако плитка плитке рознь, ведь ее основные технические и эксплуатационные характеристики зависят от технологии производства. На сегодняшний день основных способов два: вибролитье и вибропрессование. Соответственно, и выбирать приходится между вибролитой и вибропрессованной плиткой. А разобраться, чем они отличаются и какой материал предпочесть в различных ситуациях, нам поможет специалист компании Цемсис. Он даст максимально развернутые ответы на вопросы участников портала.

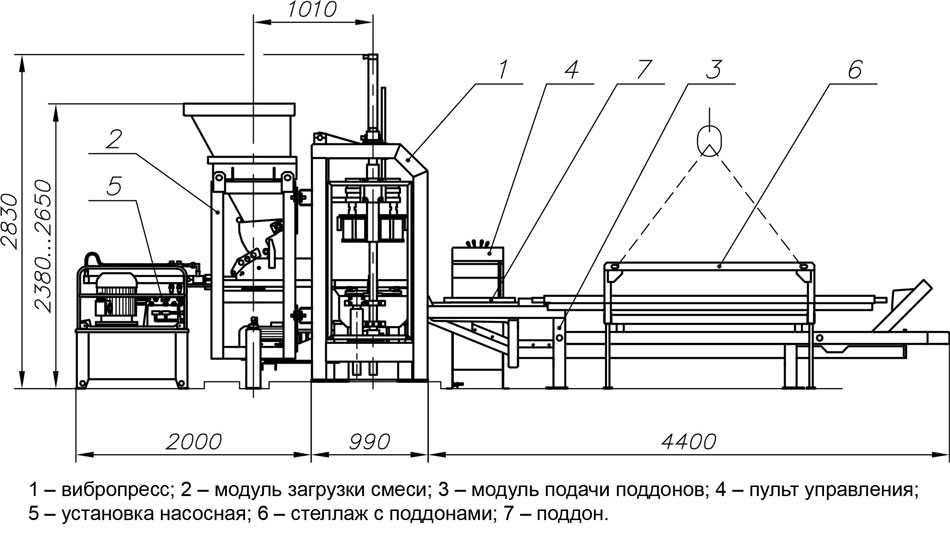
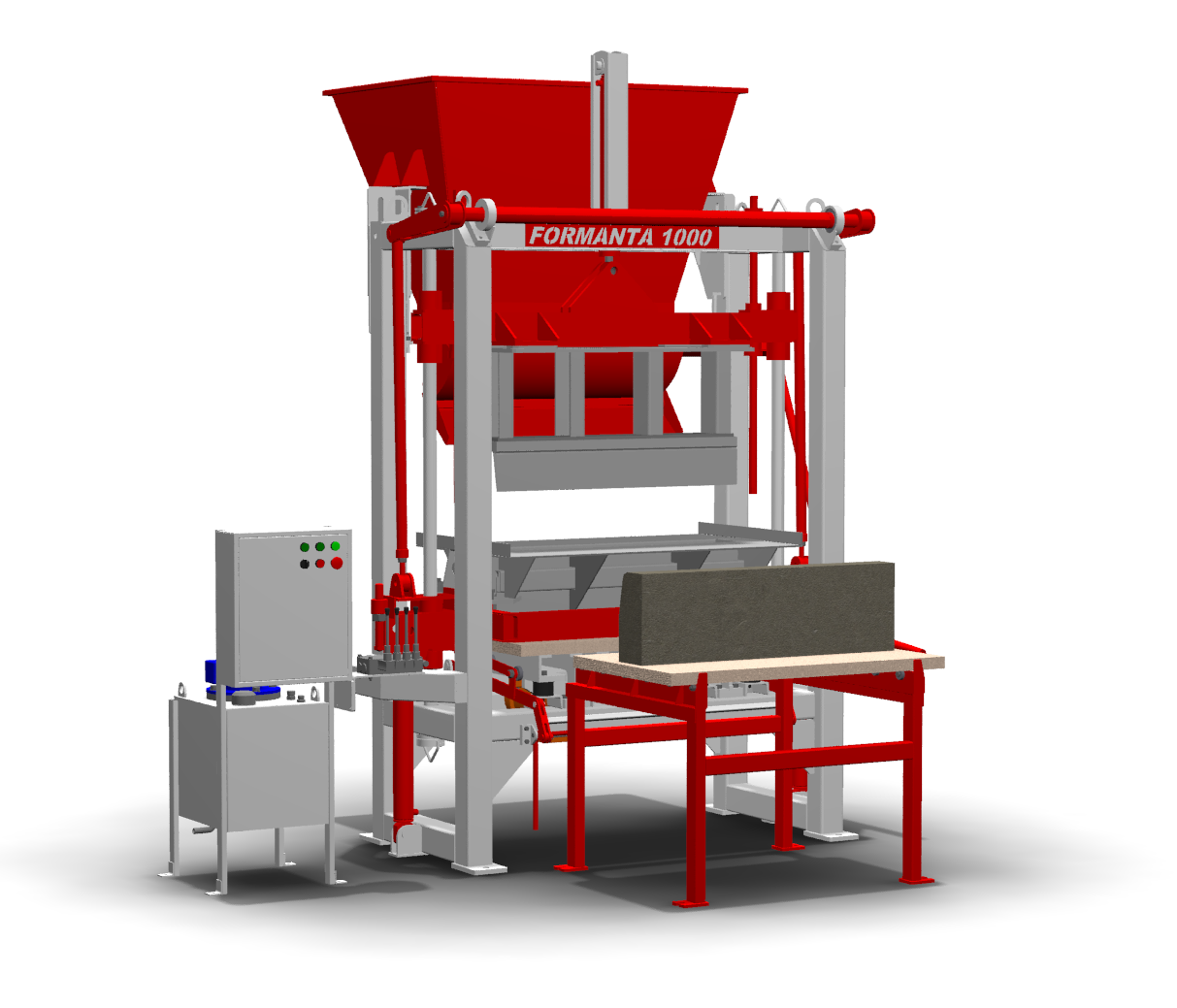
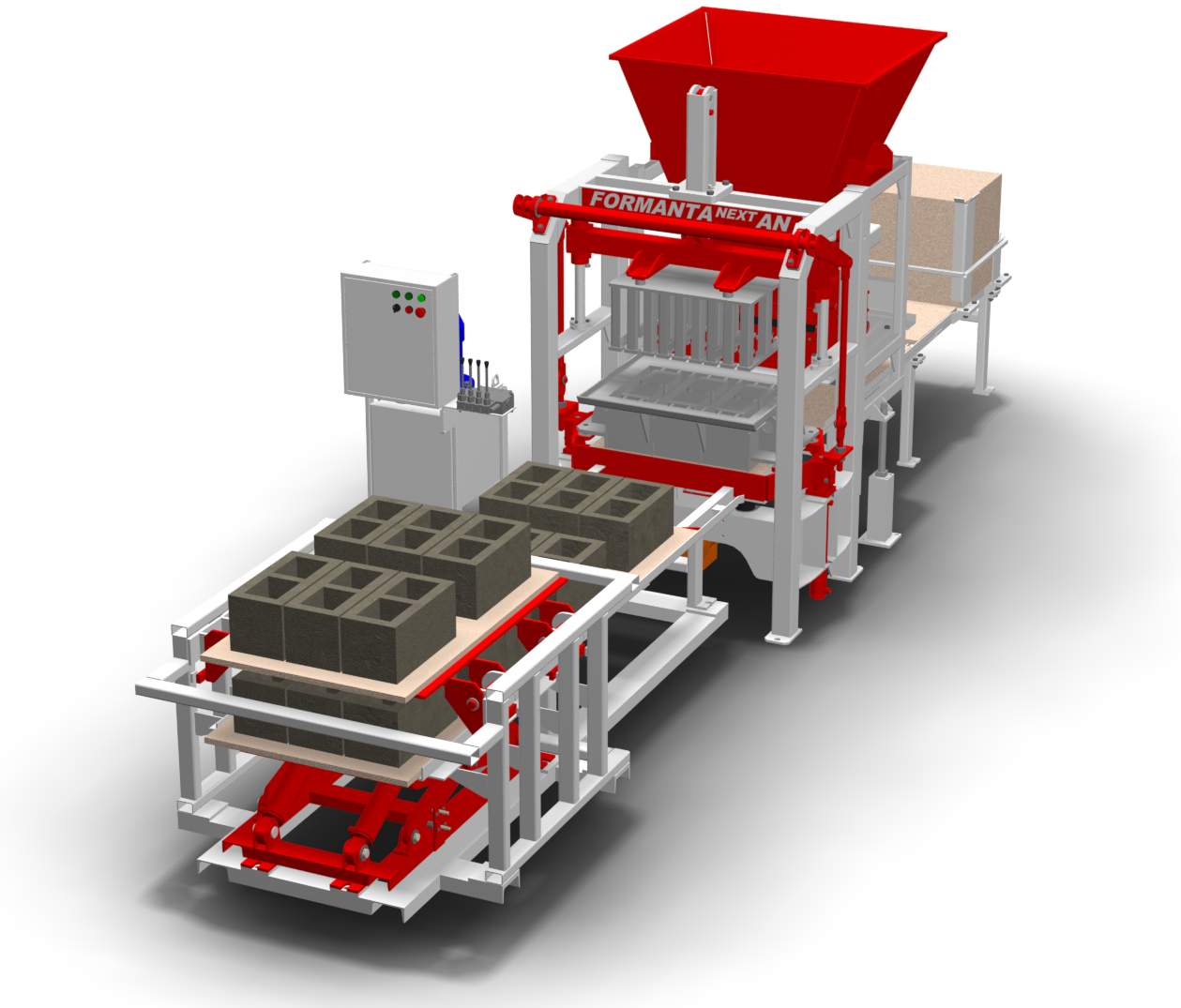
Технология производства тротуарной плитки — объемное вибропрессование
Тротуарная плитка на сегодняшний день является одним из самых распространенных и наиболее перспективных видов дорожного покрытия. Существуют две технологии для производства тротуарной плитки. Первая – вибролитье, вторая – вибропрессование. Обе они обладают своими преимуществами и поэтому однозначно сказать какой метод лучше на сегодняшний день не возможно. В данной статье более подробно рассмотрим метод вибропрессования.
Технология производства тротуарной плитки методом объемного вибропрессования состоит в формировании бетонных изделий путем виброуплотнения смеси с малым содержанием воды с обязательным последующим пригрузом формующего пуансона.
Процесс проходит на специальных вибропрессах, которые устанавливаются стационарно. Характерной особенностью используемой бетонной смеси является пониженное водоцементное соотношение. Такая характеристика позволяет производить плитку с более высокой прочностью и при этом уменьшать расход цемента. В целом технология производства тротуарной плитки путем вибропрессования позволяет создавать изделия с достаточно высокими показателями морозостойкости (-300F и менее), низким уровнем водопоглощения (менее 5%), четкими геометрическими формами и стабильностью характеристик.
В формировании плитки участвуют две части вибропресса – пуансон и матрица. На поверхности пуансона нанесен рисунок, который и переносится на лицевую сторону плитки. Матрица формирует стенки плитки. Весь процесс формирования изделия происходит на технологических поддонах, которые затем перемещаются на участок, предназначенный для сушки.
В принципе применение метода вибропрессования позволяет изготовлять помимо тротуарной плитки также бордюры, водостоки, стеновые и перегородочные камни.
На сегодняшний день предлагается большое количество самых разнообразных вибропрессов. Но процесс изготовления изделий у всех примерно одинаковый. Так что можно сказать, что технология производства тротуарной плитки путем вибропрессования подразумевает прохождение трех этапов.








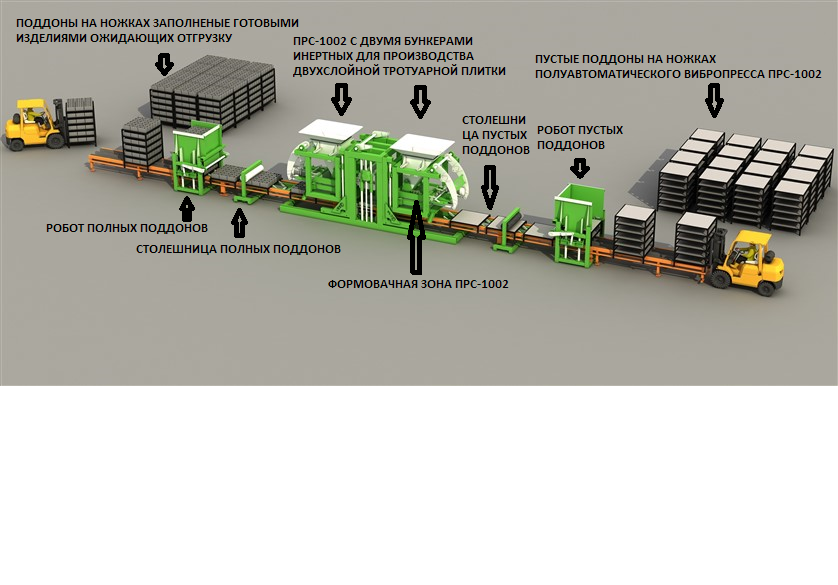
Первый шаг – приготовление бетона. На этом этапе требуется дополнительное оборудование – бетономешалка. Справедливости ради надо отметить, что она понадобится и для изготовления литой плитки. При этом если плитка однослойная, можно обойтись одним смесителем, а если двухслойная – понадобится два. Что касается соотношения составляющих смеси, то универсального рецепта не существует. После того, как бетон готов, его подают прямо в матрицу пресса.
Второй этап – формирование изделия. Необходимо отметить, что конкретные действия аппарата на этом этапе будут несколько отличаться в зависимости от модели, но суть состоит в том, что бетонная смесь попадает в матрицу и прижимается сверху пуансоном. Затем включается механизм виброплощадки и вследствие действия виброимпульса происходит уплотнение изделия. Занимает это обычно около 3-5 секунд. Следующий шаг – освобождение плитки от матрицы и пуансона. Зачастую они просто поднимаются, а на технологическом поддоне остается готовое изделие. Теперь его можно перемещать на участок, предназначенный для просушки изделий, а на его место ставить новый поддон.
Третий этап – сушка. Технология производства тротуарной плитки обязательно включает стадию качественной просушки изделий. Дело в том, что именно в этот период достигается необходимая прочность продукции. Обычно применяется два способа просушки – тепловлажная обработка при помощи водяного пара или сушка в производственном помещении. В первом случае потребуются дополнительные расходы, а второй возможен лишь при использовании портландцемента.
После того, как прочность бетона будет составлять 1,5-2,0 МПа (достигается где-то за 5-8 часов) плитку можно снимать с поддонов. При этом поддон отправляется на повторную загрузку.
Таким образом, использование технологии вибропрессования позволяет в достаточно короткие сроки производить большое количество качественной тротуарной плитки. К преимуществам этого метода также можно отнести то, что он в достаточно высокой степени механизирован и, в отличие от литой плитки, не требует большого количества форм для заливки. К тому же большинство вибропрессов имеют большой ресурс усовершенствований, что позволяет изготавливать самые разнообразные изделия.
Изготовление стола вибропресса
Стол для вибропресса состоит из таких конструкционных элементов: ножки, рама размером 70х100 или 50х70 сантиметров (приваренная к ножкам). Величина стола напрямую зависит от размера столешницы, который определяют, исходя из планируемых объемов производства: чем больше форм будет использоваться в процессе прессования одновременно, тем большей должна быть столешница. Длину ножек (и высоту стола, соответственно) подбирают, исходя из комфорта для работника (обычно в диапазоне 80-110 сантиметров).
Ножки вибростанка
Если планируется устанавливать вибропресс стационарно, в процессе проектирования можно добавить по 25 сантиметров к длине ножек, чтобы их можно было забетонировать в основание. Есть и другое решение – приварить стойки к закладным деталям, которые уже были забетонированы. Для переносного станка на нижние торцы стоек приваривают опорные пластины прямоугольной формы из 3-4-миллиметровой стали, чтобы вес оборудования распределялся равномерно.

Рама вибропресса
Верхнюю рамную часть стола делают из швеллера №10-12, уголковой стали 10х10 сантиметров либо двутавра №10-12. Заготовки режут по размерам в чертеже, выкладывают горизонтально на ровной поверхности, соединяют методом электросварки. Потом сварочные швы нужно очистить от шлака, аккуратно зашлифовать болгаркой и покрыть антикоррозийной краской. После того, как рама сварена, нужно проверить конструкцию на предмет плоскостных отклонений.
Сборка стола
На данном этапе изготовления вибропресса для производства тротуарной плитки необходимо собрать стол в единую конструкцию. Раму кладут на горизонтальную поверхность вверх нижней частью, к углам приваривают ножки.
https://youtube.com/watch?v=OfWwMwCc6G8
Вибропрессованная или вибролитая тротуарная плитка — какую выбрать?

При выборе тротуарной плитки потребитель в первую очередь обращает внимание на эксплуатационные характеристики, внешний вид брусчатки, конечную стоимость квадратного метра дорожного полотна. Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости
Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости.
- Технические характеристики (морозостойкость, прочность, общая продолжительность эксплуатации) у вибропрессованной плитки значительно выше, чем у аналогичной модели, изготовленной ручным способом.
- Эксплуатационные характеристики (износостойкость, долговечность, сопротивление истираемости) у прессованной плитки значительно превышает показатели литой, что позволяет использовать вибропрессованную брусчатку даже для оформления дорог для легкового автотранспорта.
- Шероховатость наружной поверхности — весомое преимущество вибропрессованной плитки с точки зрения безопасности для пешеходов в дождь и зимой.

Статистика ремонтов дорожного полотна показывает, что дороге из вибропрессованной плитки 1-й ремонт потребуется не менее, чем 25 лет, тогда как для литой межремонтный период составляет 5-10 лет. При этом только 20-30 % прессованных элементов дороги потребуют замены, тогда как у литых изделий этот показатель достигает 70-80%.
Если рассматривать стоимость дорожного полотна как главный критерий выбора типа плитки, то вибролитая плитка выходит значительно дешевле, поскольку в стоимость единицы продукции входят накладные расходы на закупку и эксплуатацию автоматики.