
Преимущества порошковой краски по сравнению с остальными красками

Рассмотрим, какие существуют плюсы в использовании порошковой краски наряду с краской, которая используется вместе с растворителем:
- Достижение декоративных, а также физико-химических качеств, которые дает полимерное покрытие, чего нельзя добиться при использовании традиционного применения краски.
- Качество покрытия после этого становится намного более высоким, при эксплуатации достигаются лучшие свойства.
- Как мы уже отметили, не требуется грунтовка, что просто необходимо при использовании обычной краской на растворителе.
- Нужно нанести всего один слой покрытия, так как практически все сто процентов порошка уходят на поверхность, образуя яркий и плотный слой. Чего не скажешь о масляных красках, которые требуют нанесения не одного слоя, что требует времени на высыхание каждого слоя.
- Много пор в покрытии. При этом возможно большое количество положительных качеств, в частности увеличивается ударопрочность, а также антикоррозийность.
- Так как порошковая краска в баллончике уже готова к непосредственному использованию, то получается, что не нужна дополнительная подготовка к работе.
- Теряется в процессе работы всего до четырех процентов порошковой краски, тогда как остальные жидкие краски составляют потерю до сорока процентов.
- Для затвердевания краски на основе порошка требуется всего тридцать минут.
- Не нужно иметь и большие помещения под склады, где можно было бы хранить краску. Так как она очень компактна.
- Порошковое покрытие обладает большой прочностью, поэтому эту краску легко транспортировать, упаковывать и хранить.
Технические характеристики
Бытует мнение, что материал выпускается исключительно для покрытия металла. Но современные порошковые полиэфирные краски наносятся также на дерево, пластмасс и другие поверхности.
Плюсы используемого материала:
- материал относится к экономичным, поскольку при его нанесении нет потерь;
- состав представлен в ассортименте цветов;
- хорошая цепкость с любой основой;
- переносимость воздействия химии на высоком уровне;
- плотное покрытие получается после одного нанесенного слоя благодаря хорошей укрывистости;
- нет потеков, неровностей при покрытии даже вертикальной плоскости;
- высокая скорость высыхания покрытия;
- антикоррозийные качества высокие;
- устойчивость к колебаниям температур, к природным неблагоприятным явлениям (к снегу, граду, к шквалистому дождю);
- покрытие не теряет яркость цвета под воздействием прямых солнечных лучей.

Порошковая полиэфирная краска образует покрытие стойкое к коррозии, к электрическому и тепловому воздействию. Толщина покрывающего слоя: 60-200 мкм.
Окрашивание порошковым составом проходит в короткие сроки, поскольку скорость полимеризации высокая. Повторное использование частиц материала при их возвращении (рекуперация) позволяет использовать порошок до 98 %, практически без потерь.
Условия хранения КМ соблюдать не сложно: температура от +25оС до +50оС, перегрев не допускается даже один раз. Срок хранения: не меньше полгода.
К минусам КМ относят:
- наличие токсичных элементов в составе;
- материал самостоятельно дома не наносится. Для этого необходимо специальное оборудование;
- использовать материал экономически выгодно, если речь идет об применении на массовом и серийном производстве.
Существующие способы наложения
Есть несколько методов наложения нового слоя на изделие. С помощью краскопульта, порошок распыляется по поверхности. Действие происходит под воздействием потока воздуха. Насколько качественным получился слой, можно увидеть после дополнительной термической обработки.
Электростатическое напыление. Частички краски прилипаю к поверхности с помощью электростатистического напряжения. После процедуры окрашивания, высыхание станет происходить исключительно в естественных условиях. При соблюдении температурного режима.
Специальный пистолет со встроенной пропановой грелкой, упрощает процесс работы. Порошок на поверхность попадет уже в полужидком состоянии. Метод позволит распределить краситель тонким слоем.
Растворитель 646 – общие характеристики.
Еще в прошлом веке стали изготовлять и применять растворители, основное назначение которых – это разбавление нитроэмалей и нитролаков. На сегодняшний день такие разжижающие составы используются не только для разбавления ЛКМ, но и для очистки инструментов, выведения пятен, обезжиривания и других целей. Наиболее популярным считается многокомпонентный растворитель марки 646. В его состав входит толуол, ацетон, этанол и другие компоненты, которые используются почти во всех типах отделочных работ. Этот растворитель не только обладает отличными физико-химическими свойствами, он также позволят существенно экономить на таком показателе как норма расхода растворителя 646 на 1 м2.
Морозостойкие краски по ржавчине
Для окрашивания проржавевших конструкций подходит «Инфразим-Антикор». Эта краска применяется при диапазоне -20…+30 °С. Влажность не должна превысить 80%. Состав одновременно является преобразователем ржавчины, предотвращающей коррозию грунтовкой и устойчивой к воздействию среды декоративной эмалью. Можно приобрести глянцевую либо . Что касается палитры, ЛКМ выпускаются в белом, сером, бежевом, кремовом, красном, зеленом, салатовом, голубом, синем, охре, коричневом, желтом, оранжевом, черном и красно-коричневом цветах.
Грунт-эмаль ХВ-0278 можно использовать для наружных работ при диапазоне температур -10…+25 °С. Это средство наносится на металл с неподдающейся удалению ржавчиной и следами окалины.
Грунт-эмаль по ржавчине «Спецназ» используется для обработки проржавевших стальных и чугунных изделий с целью предупреждения появления коррозии. Состав также защитит металл от агрессивных газов, испарений при производстве. «Спецназ» можно использовать для ремонтной окраски деталей автомобиля. Работают с ЛКМ при минусовых температурах (до -10 °С).
Принципы окрашивания
Покрасить металлическую поверхность можно без практических навыков. Достаточно подготовить требуемые материалы, инструменты, покрыть рабочие поверхности грунтовкой, нанести краску.
Инструменты и материалы
Для проведения покрасочных работ нужно подготовить:
- набор кистей, валик;
- емкость для краски;
- канцелярский нож, малярный скотч;
- плотную полиэтиленовую пленку;
- грунтовку;
- щетку по металлу, наждачную бумагу.
Подготовка
Этапы подготовки металлических поверхностей перед покраской:
- Грубая обработка металла. При этом удаляются серьезные загрязнения, окалины.
- Шлифовка поверхности. Нужно обработать металл наждачной бумагой с мелкой зернистостью.
После зачистки металла нужно закрыть окружающие поверхности пленкой, чтобы не запачкать.
Шпатлевание
Если поверхности, которые будут покрываться краской, неровные, имеют множество углублений, их нужно отшпатлевать. Для этого необходимо купить специальную смесь в строительном магазине, нанести ее по инструкции, указанной на емкости.
Грунтование
Грунтование поверхности необходимо для увеличения адгезии, повышения долговечности декоративного покрытия
Важно подобрать подходящий состав, чтобы декоративный слой сохранял свою целостность долгое время

Виды
Виды грунтовок:
- Ингибирующие. Если на металле начала образовываться ржавчина, грунтовка остановит процесс разрушения материала.
- Протекторные. Изготавливаются на основе фосфорной кислоты. После нанесения образуется прочная, долговечная пленка.
- Фосфатирующие. Подходят для работы с цветными металлами.
- Изолирующие. Изготавливаются на алкидной, эпоксидной основе. Образуют прочную пленку.
Принципы нанесения
Принцип нанесения грунтовки прост:
- Удалить с поверхности любую грязь, пыль.
- Разбавить грунтовку водой.
- Нанести состав с помощью валика. Если нет валика, можно использовать широкую кисть.
Нанесение краски
Краску можно наносить только после высыхания грунтовки. Большинство красящих составов наносится в один слой. Для окрашивания можно использовать пульверизатор, подключенный к компрессору, кисть или валик.







Техника безопасности
Правила безопасности:
- Работать следует в защитной робе, перчатках, респираторе.
- В зоне окрашивания не должно находиться нагревательных приборов.
- Нельзя использовать краску рядом с источниками открытого пламени.

Распиратор
Для покраски неподготовленных поверхностей нужно использовать антикоррозийные покрытия. Инструкцию можно прочитать на упаковке. Лучше использовать порошковую краску, но для этого нужна специальная камера, соответствующее оборудование.
Технология производства порошковых красок
Распространенные варианты изготовления:
- Сухое смешивание компонентов.
- Смешение компонентов в расплаве с последующей дезинтеграцией до необходимого размера.
Метод производства порошков сушкой распыляемых жидких красок распространения не получил из-за значительных потерь растворителей, высокой себестоимости красок.
Сухое смешивание компонентов является главным вариантом изготовления порошковых красок из термопластичных материалов. Производство обходится без дорогостоящего оборудования и значительных трудовых затрат. Сложность состоит в получении стабильных, нерасслаивающихся при хранении и использовании композиций с равномерным распределением малых добавок.
Смешение компонентов в расплаве дает высококачественные однородные порошки со стабильным составом и структурой. Способ длителен, имеет много стадий, требует дорогостоящего и сложного оборудования. Может использоваться для любых твердых плёнкообразователей, но применяется в основном для реактопластов.
Разновидности
В продаже присутствуют разные красящие составы. Они различаются свойствами, условиями эксплуатации. Прежде чем покупать эмаль нужно изучить ее особенности, свойства.
Порошковая
Применяются крупными предприятиями для обработки деталей от станков, машин, бытовой техники, других изделий. Преимущества:
- сохранение целостности слоя при температуре от -60 до 150 °C;
- устойчивость к воздействию влаги;
- создание прочного покрытия, устойчивого к механическим повреждением;
- экологичность;
- надежность.

Покрытие деталей порошковой краской.
Масляная
Изготавливаются на основе олифы. Преимущества:
- экологичность;
- отсутствие неприятного запаха;
- низкая цена.
Недостатки:
- На металле не образуется пленка, которая защищает поверхность от влаги.
- Декоративное покрытие быстро выгорает при ультрафиолетовом излучении.
- Подобные эмали недолговечны.
Нитро

Красящие составы выпускаются в виде:
- сухих смесей;
- аэрозолей;
- жидкого раствора.
Преимущества нитрокрасок:
- простота удаления;
- быстрое высыхание;
- низкая цена.
Недостатки:
- Плохая адгезия.
- Разрушение при длительном воздействии ультрафиолетового излучения.
- Большой расход.
Алкидная

Эмали, изготавливаемые на основе пентафталевого лака. Преимущества:
- образование прочного защитного слоя;
- низкая цена;
- долговечность, надежность;
- привлекательный вид.
Недостатки:
- неприятный запах;
- высокая горючесть состава.
Акриловая

Изначально использовались при работе с деревом и бетоном. Для металлов они начали применяться относительно недавно. Преимущества:
- отсутствие неприятного запаха;
- долговечность, устойчивость к механическим воздействиям;
- простота нанесения;
- невосприимчивость к перепадам температуры, повышенному уровню влажности.
Усовершенствованные акриловые краски для металла практически не имеют недостатков.
Эпоксидная

Строители применяют эпоксидные эмали, чтобы защитить рабочие поверхности от воздействия агрессивных жидкостей.
Преимущества:
- высокий показатель адгезии;
- эластичность покрытия;
- высокая прочность;
- устойчивость к воздействию химических веществ, повышенной влажности, перепадам температуры.
Недостатки:
- высокая стоимость;
- токсичность двухкомпонентного состава.
Молотковая

Изготавливаются, но основе полимерных смол. Преимущества:
- заполнение всех неровностей подобно бетон-контакту или грунтовке;
- устойчивость в повышенной влажности, перепадам температуры, воздействию солнечного света;
- невосприимчивость к механическим повреждениям;
- привлекательный вид;
- повышенный показатель термостойкости.
Недостатки:
- сложное удаление старое покрытие;
- большой расход;
- высокая цена.
Наносить молотковые составы можно без подготовки стены грунтовкой. Один из популярных видов — молотковые краски 3 в 1.




Антикоррозийная
Красящие составы можно наносить без подготовки основания. Преимущества:
- применение при температуре от -20 до +80 °C;
- сохранение свойств в течение 8 лет.
Резиновая

Преимущества:
- высохший декоративный слой защищает металл от механических повреждений, воздействия факторов окружающей среды.
- металл становится устойчивым к образованию ржавчины;
- красящий состав подходит для покрытия любых материалов.
Недостатки:
- большой расход;
- высокая цена.
Изготавливаются из битумной смолы.
Порошковая окраска металла: правила и рекомендации

Процесс подготовки металлических деталей к покраске
При покраске металлических изделий порошковой краской как на промышленных линиях, так и своими руками в домашних условиях, необходимо следовать таким рекомендациям:
- Используйте порошковые материалы проверенных производителей.
- Без правильного заземления металлического изделия нарушается электростатический механизм удержания и распределения порошковых материалов на поверхности. Поэтому необходимо следить за состоянием подвесных крючков, обеспечивающих заземление деталей. Следует предусмотреть технологическую операцию очистки крючков и контроль цепи заземления.
- Напыление порошковых материалов необходимо производить минимально необходимым количеством воздуха. Чрезмерная подача воздуха приводит к:
- перерасходу краски;
- повышенному износу оборудования;
- нарушению технологии электризации частиц порошка;
- изменению гранулометрического состава краски;
- ухудшению видимости в окрасочной камере.
Качественное покрытие получают при использовании воздуха нужной кондиции
При этом следует уделять внимание не только отсутствию пыли, но и содержанию в воздухе влаги и масла. Необходимо использовать соответствующие фильтры до подачи воздушной смеси в оборудование
В качественном воздухе:
- размер твёрдых частиц не превышает 0,3 мкм;
- точка росы не превышает 4 °С (т.е. при 20 °С влажность не более 35%);
- содержание масла не более 0,1 промилле.

Оборудование для порошковой окраски
- При повторном использовании порошковых материалов учитывается изменение исходного состава, прежде всего гранулометрического. Не следует превышать количество допускаемых добавок регенерированных материалов в исходные порошки. Тщательно гомогенизируйте смесь порошков перед использованием.
- Не допускайте смешивания краски различных цветов и видов. При переходе на другую краску необходимо тщательно очистить всё оборудование. Желательно иметь для каждой используемой краски отдельные расходные бункера и шланги.
- Без подготовки поверхности не получите качественного покрытия. При этом следует учитывать назначение и условия эксплуатации изделия. Раму велосипеда надо подготавливать несколько иначе, чем элементы офисного стола. Небрежная подготовка приводит к:
- поверхностным дефектам покрытия;
- отслоению краски;
- преждевременному разрушению покрытия в агрессивной среде.
- Стоимость исходного порошка не определяет реальную экономичность покрытия. Следует учитывать:
- расход материалов на единицу площади поверхности;
- долговечность покрытия;
- устойчивость к воздействию вредных условий;
- внешний вид.
- Учитывайте условия хранения порошковых материалов. Повышенная температура может снизить как технологические характеристики порошка, так и эксплуатационные свойства покрытия. Используемая тара должна быть водонепроницаема из-за высокой гигроскопичности материалов. Обычно рекомендуемая температура в складе не должна превышать 25…28 °С, влажность не более 50%.
- Строго соблюдайте рекомендуемую технологию «спекания» порошка. Следует учитывать, что температура воздуха в рабочей зоне печи является косвенной характеристикой техпроцесса. Работа установки должна обеспечивать равномерный прогрев металла изделия до оптимальных температур. В зависимости от вида материала и массы изделия оптимальная температура воздуха и время выдержки могут меняться и отражаются в инструкции.
- Своевременно выполняйте технические регламенты по поддержанию работоспособности оборудования участка. Профилактическое обслуживание, включая регулярную очистку, осмотр, ремонт и замену компонентов, является основой безупречной работы и получения качественной продукции. Используйте запасные части оригинальных производителей. Хорошо зарекомендовало себя оборудование компании TESLA.
Преимущества порошковой краски по сравнению с остальными красками
Рассмотрим, какие существуют плюсы в использовании порошковой краски наряду с краской, которая используется вместе с растворителем:
- Достижение декоративных, а также физико-химических качеств, которые дает полимерное покрытие, чего нельзя добиться при использовании традиционного применения краски.
- Качество покрытия после этого становится намного более высоким, при эксплуатации достигаются лучшие свойства.
- Как мы уже отметили, не требуется грунтовка, что просто необходимо при использовании обычной краской на растворителе.
- Нужно нанести всего один слой покрытия, так как практически все сто процентов порошка уходят на поверхность, образуя яркий и плотный слой. Чего не скажешь о масляных красках, которые требуют нанесения не одного слоя, что требует времени на высыхание каждого слоя.
- Много пор в покрытии. При этом возможно большое количество положительных качеств, в частности увеличивается ударопрочность, а также антикоррозийность.
- Так как порошковая краска в баллончике уже готова к непосредственному использованию, то получается, что не нужна дополнительная подготовка к работе.
- Теряется в процессе работы всего до четырех процентов порошковой краски, тогда как остальные жидкие краски составляют потерю до сорока процентов.
- Для затвердевания краски на основе порошка требуется всего тридцать минут.
- Не нужно иметь и большие помещения под склады, где можно было бы хранить краску. Так как она очень компактна.
- Порошковое покрытие обладает большой прочностью, поэтому эту краску легко транспортировать, упаковывать и хранить.
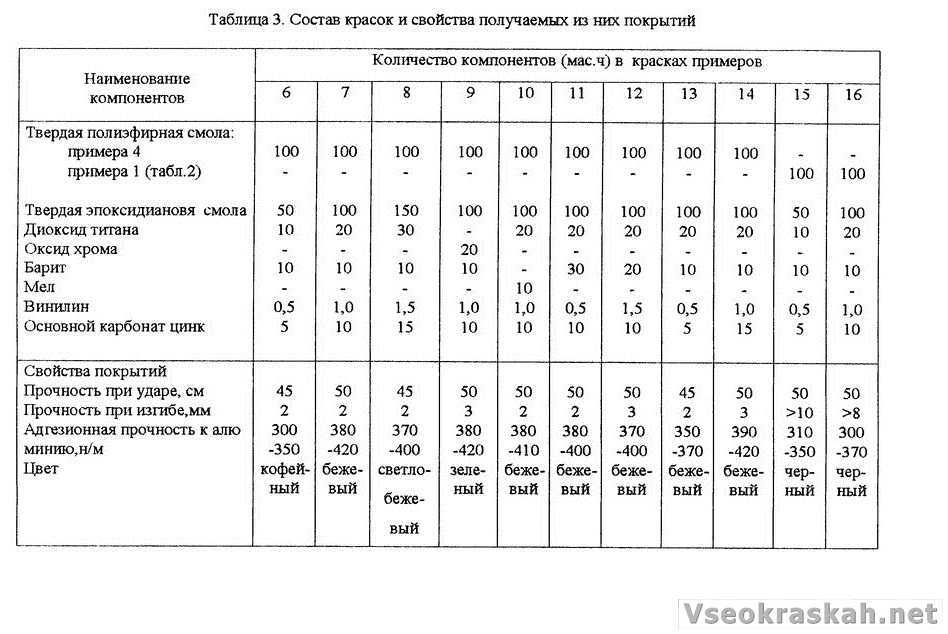
Текстуры порошковых красок
Порошковые покрытия способны создавать эффекты разных текстурных поверхностей. Ряд производителей разработали собственные составы. Покупателям они представляют свои собственные разработки текстурные покрытия.
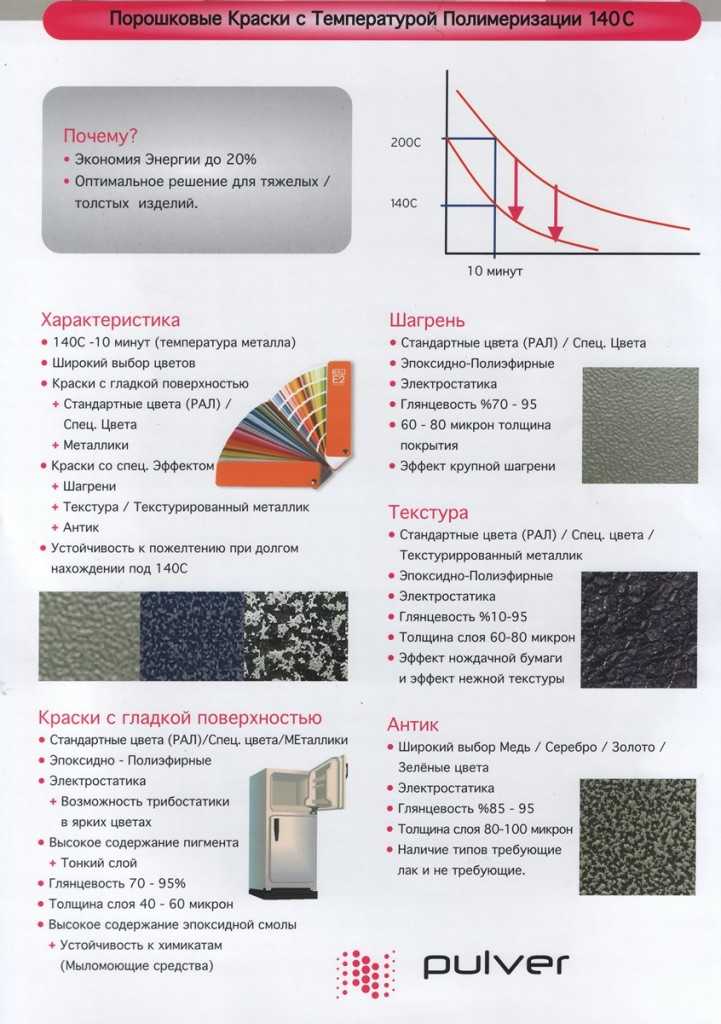
Шагрень
Тип поверхности, получаемый при порошковой покраске, характеризуется крупной текстурой. Внешне похож на «апельсиновую корку».Хорошо скрывает дефекты поверхности, обладает высокой износостойкостью.
Антик
Антик — это тип структурной поверхности порошкового покрытия, который является имитацией старинных медных, бронзовых, серебряных, золотых покрытий. Внешний вид изделий напоминает дух старины. Он несет в себе историю прошлых событий. В целом, изделие напоминает старинное покрытие. Отличная имитация антиквариата. Обладает устойчивостью к внешним механическим воздействиям.
Гладкий
Тип поверхности, который получается при окрашивании данной текстурой – классический гладкий. Поверхность перед нанесением должна быть идеально ровной. Заранее ее стоит подготовить.
Крокодил
Эффект «Кожа крокодила» — декоративная текстура поверхности покрытия. Придаст готовым изделиям объем и стиль. Краска имеет хорошие параметры устойчивости. Применяют в покраске предметов, находящихся как внутри, так и снаружи помещений. Обладают высокой степенью устойчивости к стиранию и старению под воздействием ультрафиолетовых солнечных лучей.

Методы работы с порошковой краской
Хотя порошковый метод окрашивания известен уже довольно долго, его техническое развитие началось сравнительно недавно. За это время появилось несколько способов проведения процесса.
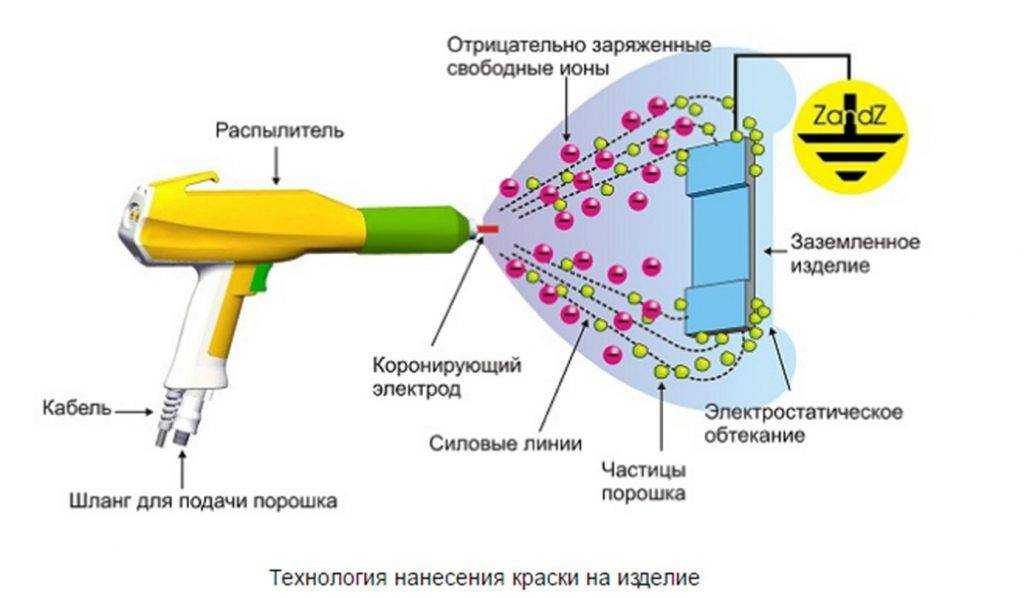
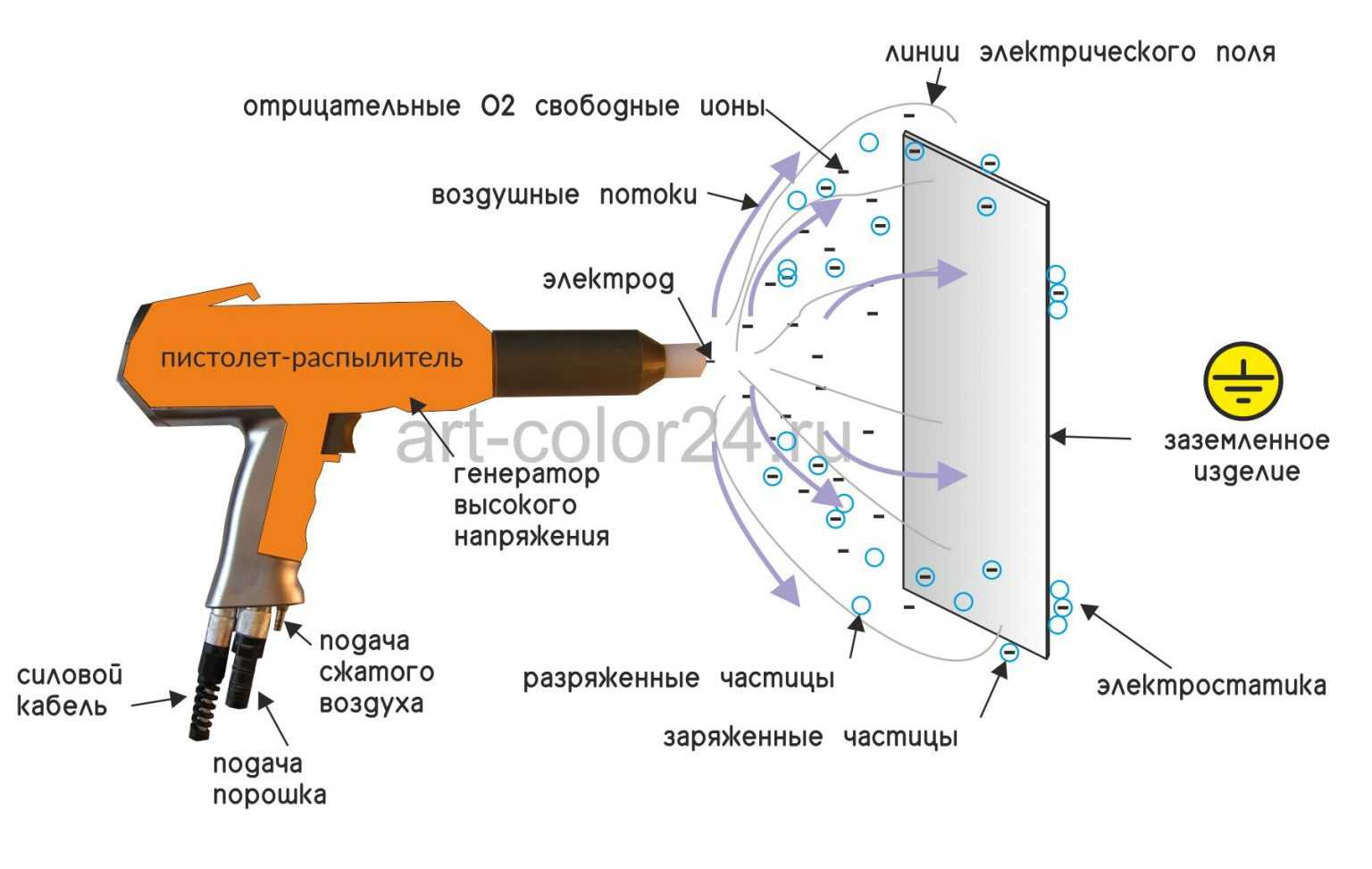
- Наиболее популярным и распространенным считается электростатическое распыление. Принцип заключается в том, что частички порошка приобретают электрический заряд, проходя через распылитель. При этом обрабатываемое покрытие остается электрически нейтральным. Именно эта разница создает электрическое поле, за счет которого порошок притягивается к поверхности и прочно удерживается. Это первая стадия покраски. Далее, обработанная деталь помещается в специальную печь, где происходит нагрев при температуре около 200 градусов. Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
- Более сложным считается способ, который подразумевает предварительный нагрев. То есть окрашиваемое металлоизделие разогревается до определенной температуры (показатель подбирается индивидуально). При помощи распылителя частички порошковой краски наносятся на основание и плавятся. Дальнейшие действия не всегда подразумевают повторный нагрев и зависят от типа наносимого покрытия.
- Для третьего варианта используется преимущественно термопластичный порошок. В работе применяется специальный распылительный инструмент, который снабжается камерой с горящим пропаном. Предварительно нагретые частицы, ударяясь о поверхность, формируют прочный защитный слой. Хотя такая технология позволяет окрашивать разные материалы, ее распространение сравнительно невелико.
Технология нанесения
При нанесении порошковой краски она должна равномерно распределиться по поверхности. Чтобы добиться хорошей стойкости покрытия, необходимо стараться наносить ее плавно и аккуратно.
![]()
Подготовка поверхности
Работы на этом этапе включают удаление загрязнений и добавление конверсионных слоев, которые помогают увеличить долговечность покрытия и усилить защитные свойства. При необходимости счищается предыдущий слой отделки. Необходимые условия – проведение химического обезжиривания и просушка.
Нанесение порошковых веществ
После чистки и обработки изделие крепится на транспортере. Затем его помещают в камеру, в которой будет выполняться окрашивание. Используя электростатический инструмент, начинают распыление. Если предыдущий технический этап был выполнен верно, краска хорошо ляжет на поверхность и будет удерживаться за счет энергии, образованной при работе устройства.
Формирование жидкой пленки
Краска внутри камеры под действием температуры оплавляется, затем твердеет. При максимальном прогревании материал расплавляется быстрее и лучше сцепляется с поверхностью, поскольку проникает в поры.
Окончательное формирование покрытия
После того как окончен процесс работы камеры, деталь извлекают из нее и помещают на специально оборудованную поверхность для остывания. В процессе слой краски постепенно затвердевает. Чтобы получить красивое и стойкое покрытие, понадобится 24 часа.
Преимущества порошкового окрашивания
- Минимальное количество отходов. Окрашивание на качественном оборудовании дает эффективность до 98%.
- В лучшую сторону изменяются санитарно-гигиенические условия туда. Это экологически чистая технология, при которой даже в печи концентрация летучих веществ не доходит до предельно допустимых норм.
- Не используются растворители, что дает меньшую усадку и практически отсутствие пор на поверхности изделия.
- Более экономное использование материала при окрашивании. Порошковое покрытие затвердевает в течение получаса и дает возможность получить более толстое однослойное покрытие. Экономия также заключается в отсутствии необходимости содержать большие производственные площади для подсушивания изделия на воздухе. При транспортировке более твердое порошковое покрытие не повреждается, что дает возможность снизить затраты на упаковку.
- Поверхность, окрашенная порошковой краской, устойчива к ультрафиолету, имеет электроизоляционные и антикоррозийные свойства.
- Порошковая краска дает возможность создать палитру из более 5000 цветов.
- Пониженная степень взрыво- и пожароопасности на производстве.
Недостатки порошкового окрашивания
- Плавление порошка производится при температуре выше 150 0С, что не дает возможности окрашивать дерево и пластик.
- Сложно нанести тонкий слой краски.
- Оборудование для сухого окрашивания узконаправленное. В больших печах неэффективно окрашивать маленькие детали, а в небольшой печи нельзя окрасить поверхность большой площади.
- Для каждого цвета необходимо использовать отдельный контейнер.
- Сложно окрашивать предметы нестандартной формы или сборные конструкции.
- Оснащение покрасочной линии требует больших вложений.
- Если на поверхности появятся дефекты, локально устранить их не удастся, придется перекрашивать все изделие.
- Нет возможности делать колеровку, использовать можно только заводские краски.
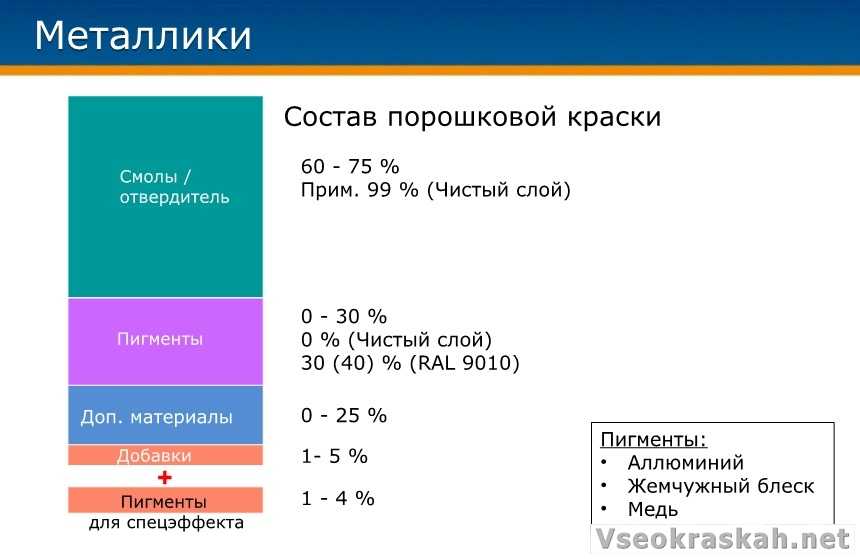
Что такое порошковая краска
Смесь в порошкообразном состоянии наносят на подготовленные под покраску элементы. Благодаря электростатическому притяжению частицы задерживаются на поверхности. При высокой температуре происходит их расплавление и полимеризация, после чего образуется качественное сплошное покрытие. Применять такой материал можно для окрашивания деталей из металла, стекла, т. к. они не деформируются при температуре 200-250 °C.




Где применяется
Технология порошковой окраски получила наибольшее распространение в следующих сферах:
- Металлургия.
- Производство изделий из металла в промышленности.
- Изготовление строительных материалов.
Материал с содержанием пигментов подходит для создания покрытия на различных элементах и конструкциях:
- Спортинвентарь.
- Бытовая техника и мебель.
- Медицинское оборудование.
- Профили из алюминия.
- Металл листовой.
Преимущества и недостатки

При окрашивании порошковым составом поверхность получает хорошую защиту от внешних агрессивных воздействий. При накладывании вещества образуется плотный малопористый слой, способный заменить двойное покрытие из простой краски. Порошковая поверхность не подвержена образованию царапин, во время транспортировки не повреждается.
При работе потери красящего вещества незначительные. Расход получается экономичным, а сам процесс несложный для выполнения.
Порошковая краска поставляется в полностью готовом для работы состоянии, не понадобится разбавлять состав растворителем, поверхности не требуется грунтовать. Металл, окрашенный с использованием данного материала, получает хорошую защиту от коррозии. Покрытие не утрачивает рабочие свойства при любой погоде, сохраняет яркость цвета и остается блестящим.
Недостатки вещества следующие:
- Нет возможности колеровать состав.
- Вручную процедуру окраски провести не удастся, только в производственных условиях.
- Если при покраске допущен дефект, отдельный участок исправить не получится, понадобится обрабатывать деталь снова.
- Размер элементов, подходящих для окраски, зависит от габаритов полимеризационной камеры.
Разновидность порошковой окраски
Для нанесения покраски необходимо следующее оборудование:
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.