

Водородная и кислородная коррозия
27 марта, 2011
Если происходит восстановление ионов H3O+ или молекул воды H2O, говорят о водородной коррозии или коррозии с водородной деполяризацией. Восстановление ионов происходит по следующей схеме:
2H3O+ + 2e− → 2H2O + H2
или 2H2O + 2e− → 2OH− + H2
Если водород не выделяется, что часто происходит в нейтральной или сильно щелочной среде, происходит восстановление кислорода и здесь говорят о кислородной коррозии или коррозии с кислородной деполяризацией:
O2 + 2H2O + 4e− → 4OH−
Коррозионный элемент может образовываться не только при соприкосновении двух различных металлов.
Коррозионный элемент образуется и в случае одного металла, если, например, структура поверхности неоднородна.
Борьба с коррозией
27 марта, 2011
Коррозия приводит ежегодно к миллиардным убыткам, и разрешение этой проблемы является важной задачей. Основной ущерб, причиняемый коррозией, заключается не в потере металла как такового, а в огромной стоимости изделий, разрушаемых коррозией
Вот почему ежегодные потери от неё в промышленно развитых странах столь велики. Истинные убытки от неё нельзя определить, оценив только прямые потери, к которым относятся стоимость разрушившейся конструкции, стоимость замены оборудования, затраты на мероприятия по защите от коррозии. Ещё больший ущерб составляют косвенные потери. Это простои оборудования при замене прокорродировавших деталей и узлов, утечка продуктов, нарушение технологических процессов.
Идеальная защита от коррозии на 80 % обеспечивается правильной подготовкой поверхности, и только на 20 % качеством используемых лакокрасочных материалов и способом их нанесения. Наиболее производительным и эффективным методом подготовки поверхности перед дальнейшей защитой субстрата является абразивоструйная очистка.
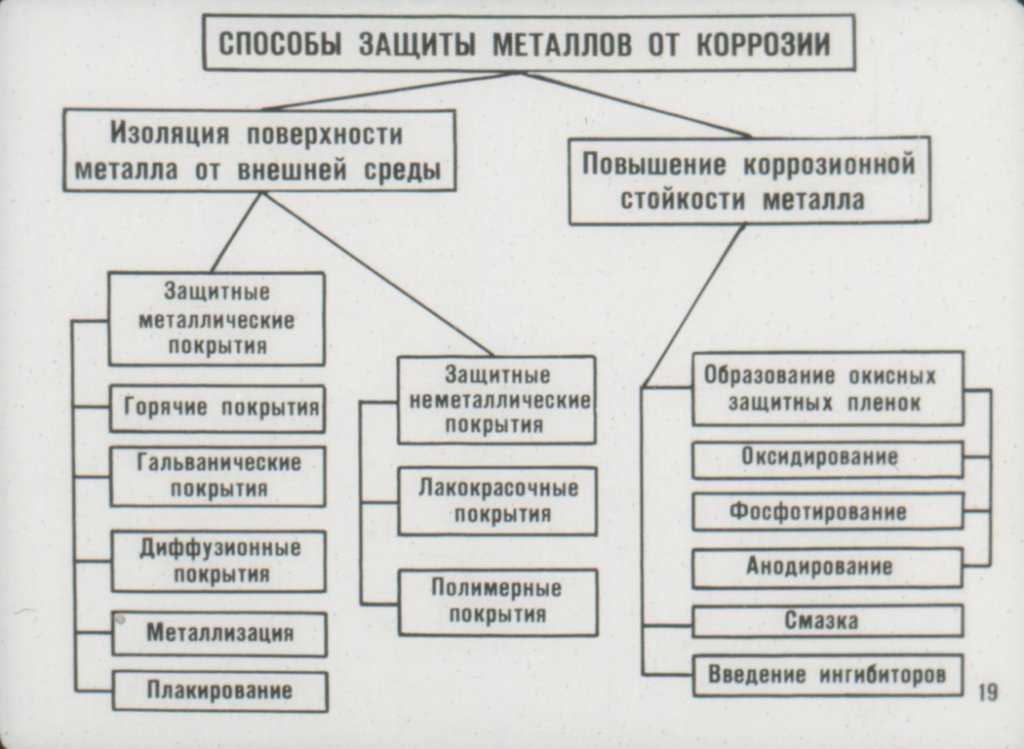
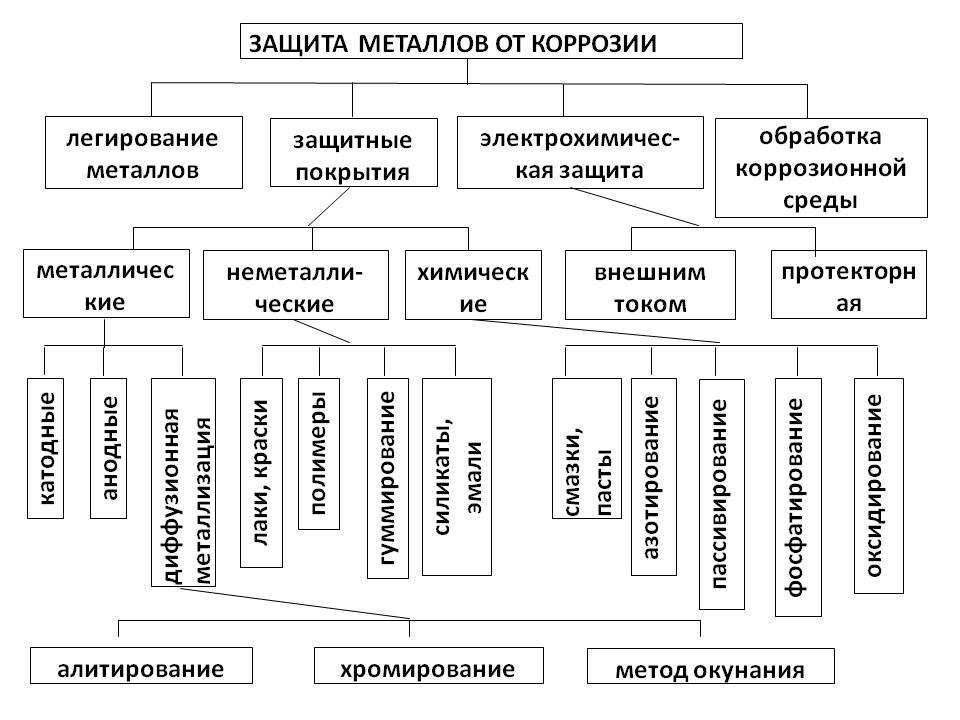
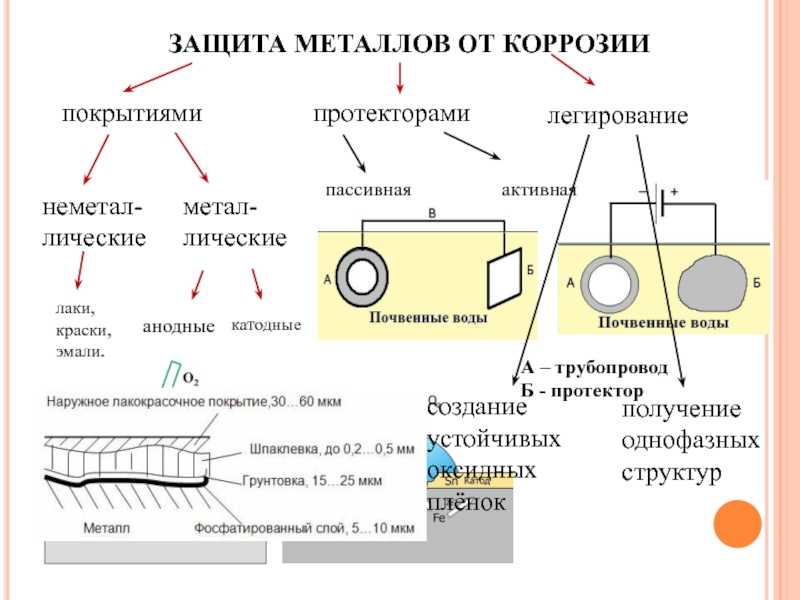
Обычно выделяют три направления методов защиты от коррозии:
- Конструкционный
- Активный
- Пассивный
Для предотвращения коррозии в качестве конструкционных материалов применяют нержавеющие стали, кортеновские стали, цветные металлы. При проектировании конструкции стараются максимально изолировать от попадания коррозионной среды, применяя клеи, герметики, резиновые прокладки.
Активные методы борьбы с коррозией направлены на изменение структуры двойного электрического слоя. Применяется наложение постоянного электрического поля с помощью источника постоянного тока, напряжение выбирается с целью повышения электродного потенциала защищаемого металла. Другой метод — использование жертвенного анода, более активного материала, который будет разрушаться, предохраняя защищаемое изделие.
В качестве защиты от коррозии может применяться нанесение какого-либо покрытия, которое препятствует образованию коррозионного элемента (пассивный метод).
Кислородная коррозия оцинкованного железа
Кислородная коррозия железа, покрытого оловом
Красочное покрытие, полимерное покрытие и эмалирование должны, прежде всего, предотвратить доступ кислорода и влаги. Часто также применяется покрытие, например, стали другими металлами, такими как цинк, олово, хром, никель. Цинковое покрытие защищает сталь даже когда покрытие частично разрушено. Цинк имеет более отрицательный потенциал и корродирует первым. Ионы Zn2+ токсичны. При изготовлении консервных банок применяют жесть, покрытую слоем олова. В отличие от оцинкованной жести, при разрушении слоя олова корродировать, притом усиленно, начинает железо, так как олово имеет более положительный потенциал. Другая возможность защитить металл от коррозии — применение защитного электрода с большим отрицательным потенциалом, например, из цинка или магния. Для этого специально создаётся коррозионный элемент. Защищаемый металл выступает в роли катода, и этот вид защиты называют катодной защитой. Растворяемый электрод, называют, соответственно, анодом протекторной защиты Этот метод применяют для защиты от коррозии морских судов, мостов, котельных установок, расположенных под землей труб. Для защиты корпуса судна на наружную сторону корпуса крепят цинковые пластинки.
Если сравнить потенциалы цинка и магния с железом, они имеют более отрицательные потенциалы. Но тем не менее корродируют они медленнее вследствие образования на поверхности защитной оксидной плёнки, которая защищает металл от дальнейшей коррозии. Образование такой плёнки называют пассивацией металла. У алюминия её усиливают анодным окислением (анодирование). При добавлении небольшого количества хрома в сталь на поверхности металла образуется оксидная плёнка. Содержание хрома в нержавеющей стали — более 12 процентов.
Разновидности средств зашиты от коррозии
Существует несколько разновидностей составов, предназначенных для борьбы с коррозией. Это преобразователи ржавчины, специальные грунтовки и антикоррозийные покрытия:
Одними из наиболее часто используемых и эффективных средств являются так называемые преобразователи ржавчины. Эти составы способны на химическом уровне не только удалить, но преобразовать образовавшиеся продукты коррозии в защитную, достаточно прочную пленку, своеобразную грунтовку поверхности. Подобные составы экономны в расходовании и отлично выполняют возложенные на них функции.
Пример качественного преобразователя ржавчины
В продажу преобразователи поступают в жидкой форме (растворы или суспензии), и можно выбрать оптимальную форму применения, в зависимости от расположения поврежденного участка – будет ли это нанесение кисточкой, или более удобным видится применение распылителя.
Преобразователи подходят для обработки любых металлических деталей, но при условии, что толщина пораженного слоя не будет превышать 15÷20 мкм. Глубже состав не проникнет — он просто закроет поврежденный участок фосфатной пленкой, а оставшийся под ней очаг коррозии продолжит разъедать металл.






- Грунтовки по металлу не менее популярны, чем преобразователи ржавчины. В продаже можно найти разные варианты этих химических средств — это пассирующие, фосфатирующие, протекторные, изолирующие, а также преобразующие (то есть во многом сходные с упомянутыми выше преобразователям) и другие.
- Еще одной группой материалов для защиты металла от ржавчины являются специальные антикоррозийные покрытия, применяемые в комплексе с другими названными выше материалами.
На что следует обратить внимание?
 Однако чрезмерное использование имеющихся объёмов продукции приведёт не только к перерасходу и большому увеличению времени, необходимого для высушивания металлоконструкции, но так же, слишком толстый слой краски часто становится причиной образования трещин на покрытии, образующихся во время высыхания.
Однако чрезмерное использование имеющихся объёмов продукции приведёт не только к перерасходу и большому увеличению времени, необходимого для высушивания металлоконструкции, но так же, слишком толстый слой краски часто становится причиной образования трещин на покрытии, образующихся во время высыхания.
Многое зависит от качества наносимой краски. Если перед нанесением на поверхность покрытия вы заметили, что она слишком жидкая и быстро растекается, возможно, производитель добавил чрезмерное количество воды. Тогда придётся приобрести другую краску или следует добавить в имеющуюся у вас в наличии краску специальные вещества, предотвращающие чрезмерное растекание лакокрасочного материала.
Подготовка поверхности металла перед подкраской антикоррозией
Срок службы и противокоррозионная эффективность покрытия зависят от подготовки поверхности
Подготовка поверхности перед обработкой грунт-эмалью 3 в 1 Перед нанесением покрытия при необходимости подложку отмыть от масляных и жировых загрязнений растворителями или водными моющими растворами; от грязи и водорастворимых веществ чистой пресной водой. Непрочно держащиеся слои старой краски или ржавчины необходимо зачистить или зашлифовать.
Подготовка поверхности стальных конструкций регламентная в соответствии с ИСО 8501-1 до степени Sa 2½. При согласовании с технической службой производителя в некоторых случаях возможна подготовка до степени St 2.
Подготовка поверхности перед холодным цинкованиемОчистить металл от пыли и грязи.
Подготовка поверхности перед обработкой быстро-сонхущей антикоррозией на водеОчистить обрабатываемую поверхность от рыхлой ржавчины грязи, пыли, масел и старой отслоившейся краски.
Подготовка поверхности перед обработкой смолой и отверждением изоцианатомСтальные конструкции: пескоструйная обработка до степени 2,5. Новый металл: обезжиривание моющими составами, щелочное травление. Оцинкованная сталь: отсутствие снижающих адгезию веществ (жиры, масла, пыль, грязь, продукты коррозии цинка (белая пыль) и т.п.)
Система холодного цинкования
27 марта, 2011
Система холодного цинкования предназначена для усиления антикоррозионных свойств комплексного многослойного покрытия. Система обеспечивает полную катодную (или гальваническую) защиту железных поверхностей от коррозии в различных агрессивных средах
Система холодной оцинковки бывает одно-, двух- или трехупаковочной и включает:
- связующее — известны составы на хлоркаучуковой, этилсиликатной, полистирольной, эпоксидной, уретановой, алкидной (модифицированной) основе;
- антикоррозионный наполнитель — цинковый порошок («цинковая пыль»), с содержанием более 95 % металлического цинка, имеющего размер частиц менее 10 мкм и минимальную степень окисления.;
- отвердитель (в двух- и трех- упаковочных системах)
Одноупаковочные системы холодного цинкования поставляютмся готовыми к применению и требуют лишь тщательного перемешивания состава перед нанесением. Двух- и трехупаковочные системы могут поставляться в нескольких упаковках и требуют дополнительных операций по приготовлению состава перед нанесением (смешивание связующего, наполнителя, отвердителя).
После приготовления (двух- и трёхупаковочные системы), нанесения состава на защищаемую поверхность металла кистью, валиком, методом пневматического или безвоздушного распыления и высыхания на поверхности металла образуется цинкнаполненное противокоррозионное покрытие — полимерно-цинковая плёнка, сохраняющая все свойства полимерного покрытия, которое использовалось в качестве связующего, и одновременно обладающая всеми защитными достоинствами обычного цинкового покрытия.
Преимущества системы холодной оцинковки по сравнению со способом горячей гальванизации:
- Простота и меньшая трудоёмкость технологии нанесения защитного цинкового покрытия. Для нанесения покрытия не требуется специальное оборудование.
- Возможность антикоррозионной защиты металлоконструкций любых размеров, как в заводских так и в полевых условиях.
- Возможность исправления непосредственно на месте абразивных повреждений покрытия и дефектов, возникающих при сварке металлоконструкций.
- Экологически чистый процесс нанесения покрытия: нет необходимости производить работы в горячем цеху.
- Создание на поверхности железа гибкого слоя цинка (не образующего микротрещин при изгибании металлоизделия).
Система холодного цинкования применяется во всех видах промышленности и в быту, где требуется надёжная и долговечная защита железных поверхностей от коррозии.
Помимо использования в качестве грунтовочного слоя в комплексном многослойном покрытии система холодной оцинковки может применяться как самостоятельное антикоррозийное покрытие металлических поверхностей.
Активные методы защиты

Металл требует специальной защиты, для чего применяются активные методы. Стойкость металлических изделий к внешним факторам достигается:
- Горячим цинкованием деталей: по данной технологии деталь сначала подвергается обезжириванию, затем – пескоструйной обработке или травлению кислотой, вследствие чего покрывается тонким цинковым слоем. Химическая реакция приводит к тому, что на поверхности металла образуется защитная пленка. Она экранирует металл и защищает его от влаги. Чаще всего горячее цинкование применяется для обработки крупных объектов – баков, цистерн.
- Электрохимическим цинкованием: данный метод предполагает диффузионное извлечение ионов цинка из слабокислого раствора в ходе электролиза. Гальваническая обработка металлоконструкций применяется для обработки метизов, деталей среднего размера.
- Термодиффузионным нанесением цинкового покрытия: при такой технологии атомы цинка проникают в поверхность железа под воздействием высокой температуры. Покрытие получается прочным и износостойким, причем исходная деталь повторяется полностью, даже если поверхность с выемками или рельефом.
Антикоррозийная обработка металлоконструкций может проводиться в дополнении с электрохимической защитой.
Антикоррозийная краска как защита металлоконструкций
Антикоррозийная краска — жидкий материал, наносимый традиционными для красок способами на металл, защищающий его от коррозии, тоесть является ингибитором коррозии. В подававляющем большинстве случаев антикоррозийной краске придают желаемый цвет, добавляя цветовые пегменты. Компания АКТЕРМ рекомендует использовать грунт-эмаль 3 в 1 АКТЕРМ Plast в качестве антикоррозийной защиты металлоконструкций
АКТЕРМ Грунт-эмаль Plast
Однокомпонентное быстросохнущее декоративное покрытие, применяется в качестве антикоррозийной защиты металлоконструкций, мосты, вышки сотовой связи, корпуса судов, кузовов автотранспорта и подвижного состава, эксплуатирующихся в условиях воздействия внешних климатических факторов. Стойкость к атмосферным воздействиям до 10 лет. Колеруется в RAL. Универсальная антикоррозийная защита металла Подробнее
Антикоррозийные краски могут иметь теплоотражающие (теплоизорищующие) свойства, помимо антикоррозийных — такими свойствами обладает материал АКТЕРМ Антикор
АКТЕРМ Антикор
Теплоотражающее покрытие, для защиты металлических поверхностей от коррозии, температура эксплуатации от -50ºС до +150ºС Теплоизоляция + антикоррозийные свойства металлу Подробнее
Антикоррозийная краска может так же иметь электро-химические свойства защиты, в этом случае применяется нанесение цинка (холодное цинкование) как покрытие металла — фактически используется цинковая краска, которая называется составом холодного цинкования.
АКТЕРМ Цинк
Состав холодного цинкования в основе которого находится 96% цинка, обладает электрохимической защитой металла, а также протекторным действием – сравним по защитным свойствам с горячим и гальваническим способами цинкования. Состав пригоден для наружных и внутри проветриваемых помещений. Электро-химическая защита металла + антикоррозия металла Подробнее
Так же применяются полеуретановые составы для придания антикоррозийному материалу повышенных свойств абразивоустойчивости и предотвращающие разрушение металла — АКТЕРМ Антикор ПУ — такой состав можно отнести к классу “протекторов металла от коррозии”.
АКТЕРМ Антикор ПУ
Двухкомпонентное покрытие, применяется в виде самостоятельного защитно-декоративного противокоррозионного протектора для наружных поверхностей, резервуаров , цистерн, вагонов, кузовов и узлов автотранспорта и подвижного состава, конструкций из стали, чугуна, алюминиевых и титановых сплавов, эксплуатируемых во всех типах атмосферы и нагрузки категорий С2-С4. Защита до 20 лет.Колеруется в RAL. Абразивоустойчивость + предотвращение разрушения + антикоррозия Подробнее
Термодиффузионное цинковое покрытие
27 марта, 2011
Для эксплуатации металлоизделий в агрессивных средах, необходима более стойкая антикоррозионная защита поверхности металлоизделий. Термодиффузионное цинковое покрытие является анодным по отношению к черным металлам и электрохимически защищает сталь от коррозии. Оно обладает прочным сцеплением (адгезией) с основным металлом за счет взаимной диффузии железа и цинка в поверхностных интерметаллитных фазах, поэтому не происходит отслаивания и скалывания покрытий при ударах, механических нагрузках и деформациях обработанных изделий.




Диффузионное цинкование, осуществляемое из паровой или газовой фазы при высоких температурах (375—850 °C), или с использованием разряжения (вакуума) — при температуре от 250 °C, применяется для покрытия крепёжных изделий,труб, деталей арматуры и др. конструкций. Значительно повышает стойкость стальных, чугунных изделий в средах, содержащих сероводород (в т.ч. против сероводородного коррозионного растрескивания), промышленной атмосфере, морской воде и др. Толщина диффузионного слоя зависит от температуры, времени, способа цинкования и может составлять 0,01—1,5 мм. Современный процесс диффузионного цинкования позволяет образовывать покрытие на резьбовых поверхностях крепёжных изделий, без затруднения их последующего свинчивания. Микротвёрдость слоя покрытия Hμ = 4000 – 5000 МПа. Диффузионное цинковое покрытие также значительно повышает жаростойкость стальных и чугунных изделий, при температуре до 700 °C. Возможно получение легированных диффузионных цинковых покрытий, применяемое для повышения их служебных характеристик.
Критерии выбора и требования
Многие водители, выбирая модель бюджетного сегмента, проводят антикоррозийную обработку кузова в первые месяцы. Это оправдано при покупке китайских ТС, некоторых моделей Рено, Шевроле и пр.
Рекомендации при выборе:
- Нанесение жидкого вещества лучше проводить пистолетом, выбирайте однородные эластичные составы.
- Невысыхающими масляными средствами обрабатывают внутренние полости кузова.
- Использование парафиновых антикоров предотвратит попадание влаги и замедлит окисление деталей кузова, которые не проходили производственное цинкование.
- Внешняя обработка днища проводится битумной мастикой, каучуковой ПВХ, жидким пластиком. Выбираются однородные составы. Машина должна быть установлена на подъемник.
- Все товары имеют ограниченный срок эксплуатации.
- Средний расчет количества материала для внешней части днища: 1 литр антикора на 1 кв. м поверхности.
Перед выбором средства антикоррозийной защиты необходимо проверить состояние металла, при необходимости провести ремонт.
Зачем нужна антикоррозионная защита
Теперь более подробно разберем зачем нужна антикоррозионная защита. Особенно важна такая защита для автомобилей. Так как противогололедные присадки, которыми посыпают трассу во время гололеда зимой, различные дефекты и царапины, образующиеся в результате попадания камешков и песчинок во время проезда по сельским дорогам, существенно снижают срок службы машины. А именно они позволят проникнуть ржавчине внутрь металла и разъесть его. В таких случаях защитные покрытия очень важны.

А стальные и чугунные предметы со временем теряют герметичные свойства, теплопроводность и прочность без должного антикоррозионного покрытия. Они становятся совершенно непригодны для проведения работ с ними в дальнейшем. Учеными было подсчитано, что около десяти процентов всего добываемого на земле металла уходит затрачивается на то, чтобы залатать дыры, которые появляются из-за промедления нанесения антикоррозионного покрытия. Или вообще не наносится антикоррозионная защита.
Помимо бытовых аварий, коррозия металлов может спровоцировать и экологические катастрофы. Из износившихся трубопроводов в любое время могут вытекать тонны нефти и газа, которые естественно будут загрязнять атмосферу земли, уничтожая флору и фауну.
Вот почему так важно вовремя покрывать все металлические изделия антикоррозионными покрытиями. Конечно, полностью нельзя избежать появления ржавчины и старения стали, железа, чугуна, но можно приостановить это негативное влияние
В наше время борьба с коррозией была разделена на несколько групп, в которых используются различные методы сопротивления ржавлению.
- Защищают изделия с помощью электрохимии.
- Выпускаются устойчивые к ржавлению материалы.
- Вводятся специальные соединения в среду ржавления.
- Эксплуатируют детали и конструкции из металлов правильно, не подвергая насильственному разрушению.
Для этого были созданы специальные средства, антикоррозийные материалы и методы их нанесения на металлы.
Как обработать дно машины мастикой в домашних условиях
Антикоррозийная обработка днища авто требует подготовки и четкого следования инструкции, при выборе состава учитывается следующее:
- Мастику «жидкий пластик» используют в качестве основного средства против повреждения гравием и как дополнительного антикоррозийного.
- Каучуковая мастика обеспечивает наибольшую защиту металла, гидроизоляция дна приближается к 100%, за счет эластичности материал легко проникает в закрытые полости.
- Битумная мастика наносится слоем до 0,4 мм. Кроме защиты от коррозии материал предотвращает появление следов от ударов гравием.
При самостоятельном распылении антикора на днище используют следующий алгоритм работы:
- Обрабатывать авто следует в помещении при температуре от +10…+25 градусов.
- Наносить защиту необходимо медленно и равномерным слоем до 2 мм. При высыхании он будет уменьшаться.
- Рекомендуется наносить антикор только на обработанную поверхность, ржавчину необходимо зачистить, металл ошкурить.
- Нельзя допускать попадание средства на выхлопную систему, двигатель, тормозные элементы и движущиеся части авто.
- Наносить защиту необходимо в следующем порядке: днище, скрытые полости, колесные арки. В домашних условиях используют распылитель, для нанесения антикора в скрытые полости днища — мягкую кисть.
Самостоятельный процесс нанесения средства не требует дополнительных навыков, но если в гараже нет удобной ямы или подъемника, рекомендуется обратиться в сервис.
Правила проведения обработки
Перед нанесением антикора необходимо подготовить поверхность. Требования к подготовке поверхности выдвигаются такие.
- Очаги ржавчины или потрескавшиеся краска или лак должны быть удалены.
- Поверхность должна быть очищена от грязи, масел и высушена.
- Нанесение антикоррозийного покрытия проводится с помощью специального пистолета, либо кистью или валиком.
На предприятиях же, где слишком завышено воздействие агрессивной среды, используется снижение ее воздействия путем:
- введения ингибиторов;
- удаления соединений, которые являются проводниками ржавчины.
https://youtube.com/watch?v=6LZ0jHSE_0Y
Существуют также СНиПы. Вот некоторые из них.
- Пропитка металла материалом с высокой химической стойкостью.
- Оклеивание специальной пленкой.
- Использование лакокрасочных материалов, оксидных и металлизированных покрытий.
В правилах по предупреждению конструкций от ржавления всегда указывается состав смесей в зависимости от того, в какой местности будут использоваться защищаемые изделия. Составы могут агрессивными, слабоагрессивными, либо неагрессивными вообще.
Локальная антикоррозийная защита
В правилах также указываются среды биологически активные или химически активные. А также они делятся на жидкие, твердые и газообразные.
В любом случае покраска изделия обязательна, так как она придает ему не только защитные свойства от коррозии, но и внешний эстетический вид.
Источник
4
На металлических изделиях вполне можно формировать посредством электрохимической либо химической обработки специальные пленки для защиты их от ржавления
Чаще всего создаются фосфатные и оксидные пленки (опять-таки, обязательно принимаются во внимание положения СНиП, так как механизмы защиты таких соединений разные для различных изделий)
Фосфатные пленки подходят для антикоррозионной защиты цветных и черных металлов. Суть такого процесса заключается в погружении изделий в нагретый до определенной температуры (в районе 97 градусов) раствор цинка, железа или марганца с кислыми фосфорными солями. Получающаяся при этом пленка идеальна для нанесения на нее лакокрасочного состава.



Заметим, что фосфатный слой сам по себе не отличается длительным сроком применения. Он малоэластичный и совсем непрочный. Используется фосфатирование для защиты деталей, которые работают при высоких температурах или в соленой воде (например, в морской).

Также ограниченно используются и оксидные защитные пленки. Получают их при обработке металлов в растворах щелочей под действием тока. Известным раствором для оксидирования является едкий натр (четырехпроцентный). Операцию получения оксидного слоя нередко называют воронением, так как на поверхности мало- и высокоуглеродистых сталей пленка характеризуется красивым черным цветом.
Оксидирование производится в ситуациях, когда начальные геометрические параметры нужно сохранить в неизменном виде. Оксидный слой обычно наносят на точные приборы, стрелковое вооружение. Толщина такой пленки в большинстве случаев не превышает полутора микронов.

Другие способы защиты от коррозии с применением неорганических покрытий:

Виды антикоррозийных покрытий
Типов защиты против ржавчины в современном мире очень много. К видам таких антикоррозионных покрытий относятся:
- Эмаль три в одном. Название этой краски означает, что ее можно наносить прямо на ржавчину. Рекомендуется очистить только верхний, рыхлый слой коррозии.
- Грунтовка. Это специальное антикоррозионное покрытие применяется для металла, точнее используется для предупреждения ржавления перед нанесением слоя обычной краски. Этот вид делится на два подвида:
- Для обычных поверхностей. К ним относятся такие поверхности, которые имеют отличную шероховатость, чтобы грунт мог хорошо сцепиться с поверхностью.
- Для проблемных поверхностей. К ним относят изделия из дюралюминия, алюминия, меди, из сплавов, изготовленных из антикоррозийных материалов.
- Протекторные грунтовки. В таких покрытиях присутствует цинковый порошок, который защищает конструкцию.
- Изолирующие грунтовки. Они защищают сталь от проникновения влаги.
Перед нанесением антикоррозионного покрытия необходимо следовать некоторым правилам, чтобы не повредить изделие (если защитный слой краски наносится на оцинкованную поверхность), чтобы пленка плотно пристала и не отшелушивалась при первом прикосновении вредных атмосферных веществ.
Цинкование
27 марта, 2011
Цинкование — это процесс нанесения цинка или его сплава на металлическое изделие для придания его поверхности определённых физико-химических свойств, в первую очередь высокого сопротивления коррозии. Цинкование — наиболее распространённый и экономичный процесс металлизации, применяемый для защиты железа и его сплавов от атмосферной коррозии. На эти цели расходуется примерно 40 % мировой добычи цинка. Толщина покрытия должна быть тем больше, чем агрессивнее окружающая среда и чем длительнее предполагаемый срок эксплуатации. Цинкованию подвергаются стальные листы, лента, проволока, крепёжные детали, детали машин и приборов, трубопроводы и др. металлоконструкции. Декоративного назначения цинковое покрытие обычно не имеет; некоторое улучшение товарный вид приобретает после пассивирования оцинкованных изделий в хроматных, или фосфатных растворах, придающих покрытиям радужную окраску. Наиболее широко используется оцинкованная полоса, изготовляемая на автоматизированных линиях горячего цинкования, то есть методом погружения в расплавленный цинк. Методы распыления и металлизация позволяют покрывать изделия любого размера (например, мачты электропередач, резервуары, мостовые металлоконструкции, дорожные ограждения). Электролитическое цинкование ведётся в основном из кислых и щёлочно-цианистых электролитов; специальные добавки позволяют получать блестящие покрытия.