
Толщина – азотированный слой
Толщина азотированного слоя из-за хрупкости не бывает больше 0 8 мм. Для нержавеющей высокохромистой стали и высоколегированных сталей аустенитного класса глубина азотирования редко превышает 0 2 мм.
При повышенных контактных напряжениях толщина азотированного слоя должна быть не менее 0 45 – 0 5 мм. Кратковременное газовое азотирование и жидкое азотирование по контактной прочности значительно уступает цементации.
Можно примерно считать, что за 1 час выдержки при 500 толщина азотированного слоя достигает 0 01 мм.
| Длительная прочность хромистых сталей 1Х17Н2, ЭИ736 и ЭИ961 при различных температурах. |
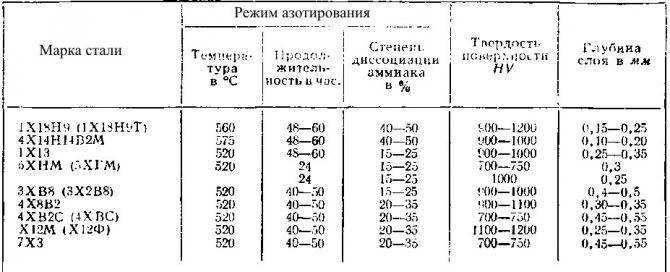
Сталь подвергается азотированию при 560 – 600 С до 750 – 950 при толщине азотированного слоя в пределах 0.11 – 0 30 мм.
| Условия и результаты испытаний сталей в азотоводородоаммиачной среде. |
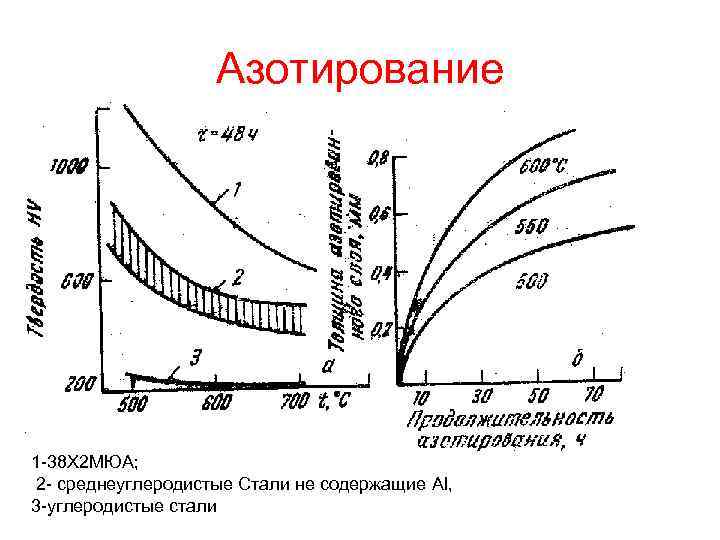
Замедление азотирования с течением времени обусловлено уменьшением интенсивности диффузии атомарного азота в глубь металла по мере увеличения толщины азотированного слоя.
При антикоррозионном азотировании детали подвергают воздействию аммиака при повышенных температурах ( 600 – 700 С) в течение 0 5 – 6 ч ( в зависимости от размера детали); толщина азотированного слоя при этом равна 0 01 – 0 03 мм.
Скорость азотирования имеет тенденцию к уменьшению с увеличением продолжительности процесса, о чем свидетельствуют результаты испытаний материалов в промышленных условиях в течение более 20 тыс.ч. Замедление азотирования с течением времени обусловлено уменьшением интенсивности диффузии атомарного азота в глубь металла по мере увеличения толщины азотированного слоя. Аустенитные стали подвержены азотированию в меньшей степени. Первые признаки азотирования для сталей этого класса обнаруживаются при температуре выше 400 С.
Образцы перед испытанием азотировали в течение 12 ч в аммиаке при 863 К с закалкой в воде, поскольку поверхностный слой, насыщенный азотом, после такой обработки более хрупок, чем в случае, если образцы подвергались медленному охлаждению. Толщина азотированного слоя в вершине надреза составляла примерно 0 8 мм и 2 0 мм на боковой поверх-ности.
При более высоких температурах процесс протекает быстрее, но зато азотированный слой получается более хрупким. Толщина азотированного слоя обычно составляет 20 – 40 микрон ( 0 02 – 0 04 мм) и достаточна, чтобы в значительной степени повысить коррозионную стойкость деталей. Антикоррозионное азотирование во многих случаях может заменить никелирование и хромирование: оно дешевле и выполняется проще.
Азотирование производится в тех случаях, когда нужно избежать коробления зубьев. Толщина азотированного слоя составляет 0 5 – 0 8 мм. Процесс азотирования очень длительный, кроме того, не все стали подвергаются азотированию.
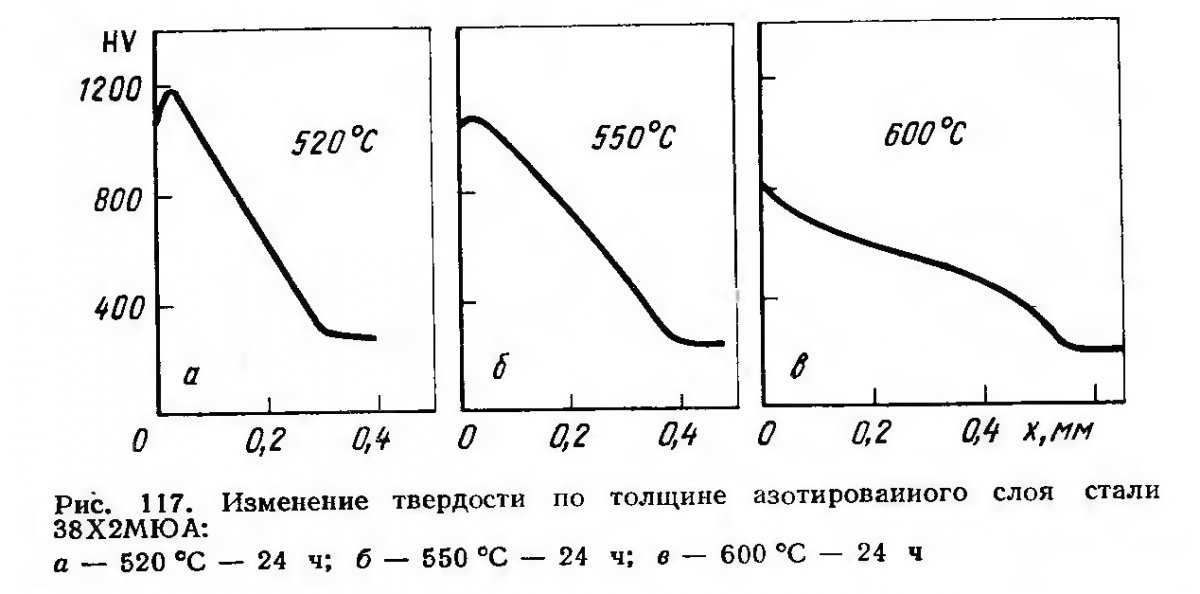
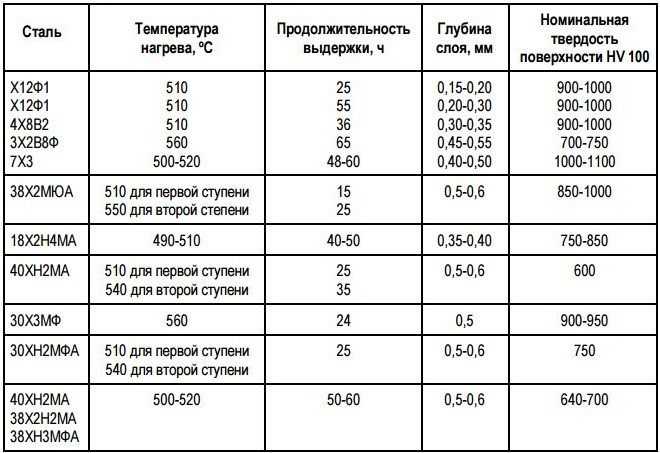
Азотирование проводят при 500 – 520 С. Толщина азотированного слоя при этом составляет 0 3 – 0 6 мм. Можно сократить продолжительность азотирования, повышая температуру ( рис. 218), но при этом сильно падает твердость из-за коагуляции нитридов легирующих элементов. Длительный процесс азотирования для повышения твердости и износостойкости целесообразно применять только к изделиям ответственного назначения.
Толщина азотированного слоя составляет обычно 0 2 – 0 4 мм, что обеспечивает достаточную прочность его. По мере удаления от поверхности твердость азотированного слоя резко уменьшается. Поэтому при механической обработке азотированной поверхности допускается снимать слой, не превышающий нескольких сотых долей миллиметра.
Азотирование железа не вызывает значительного повышения твердости. Легирующие элементы уменьшают толщину азотированного слоя, но резко повышают твердость на поверхности и по его сечению.
Service Providers
We may employ third party companies and individuals to facilitate our Service («Service Providers»), to provide the Service on our behalf, to perform Service-related services or to assist us in analyzing how our Service is used.
These third parties have access to your Personal Data only to perform these tasks on our behalf and are obligated not to disclose or use it for any other purpose.
Analytics
We may use third-party Service Providers to monitor and analyze the use of our Service.
Google Analytics
Google Analytics is a web analytics service offered by Google that tracks and reports website traffic. Google uses the data collected to track and monitor the use of our Service. This data is shared with other Google services. Google may use the collected data to contextualize and personalize the ads of its own advertising network.
You can opt-out of having made your activity on the Service available to Google Analytics by installing the Google Analytics opt-out browser add-on. The add-on prevents the Google Analytics JavaScript (ga.js, analytics.js, and dc.js) from sharing information with Google Analytics about visits activity.
For more information on the privacy practices of Google, please visit the Google Privacy & Terms web page: https://policies.google.com/privacy?hl=en
Суть процесса азотирования
По сравнению с цементацией азотирование имеет несколько веских преимуществ, которое сделало его основным способом улучшения показателей стали. Азотированный слой обладает высоким показателем твердости без дополнительной термообработки. Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм. После азотирования детали полностью готовы к чистовой полировке и другой обработке.
Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества:
- Улучшается износостойкость деталей из металла за счет повышения индекса твердости их поверхностного слоя;
- Растет выносливость или усталостной прочности стальных изделий;
- Обработанный материал приобретает стойкую антикоррозионную защиту, которая сохраняется при контакте с водой, воздухом и паровоздушной средой.
Результаты азотирования намного ценнее в плане дальнейшей эксплуатации, нежели показатели изделия после цементации. Так, слой после цементации может сохранять стабильные показатели твердости при температуре не более 225 °С, а слой с азотом – до 550-600 °С. Причиной тому служит сам механизм азотирования, вследствие которого образуется поверхностный слой, который в 1,5-2 раза прочнее, чем после закалки и той же цементации.
Механизм азотирования
Обычно эта процедуры происходит при 500-600 °С в герметично закрытой реторте (муфели) из железа, которая внедряется в печь. Ее разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В муфел, который являет собой контейнер, закладывают стальные элементы, которые будут подвержены азотированию.
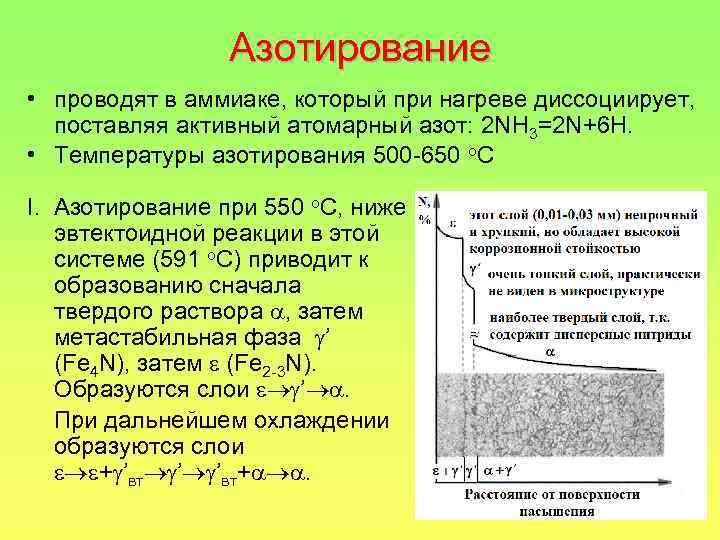
В реторту из баллона непрерывно под определенным давлением запускается аммиак. Внутри нее аммиак, имеющий в своей молекуле азот, под действием температуры начинает диссоциацию (разложение) по следующей формуле:
2 NH 3 →6 H +2 N ,
откуда полученный в результате этого разложения атомарный азот проникает в металл путем диффузии. Это приводит к образованию нитридов на поверхности железных изделий. А нитриды и их твердые растворы характеризуются повышенной твердостью. По окончании процедуры печь должна плавно охлаждается вместе с потоком аммиака. Такой подход закрепляет эффект по твердости слоя, не давая поверхности окислиться.
Толщина такого нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
Схема формирования слоя, обогащенного азотом сложна, но хорошо изучена металлургами. В сплаве, который образуется вследствие диффузии азота в металл, наблюдается возникновение следующих фаз:
- Твердый раствор Fe3N с долей азота 8,0-11,2%;
- Твердый раствор Fe4N с долей азота 5,7-6,1%;
- Раствор N в α-железе.
При доведении процесса до температуры, которая превышает 591 °С можно наблюдать дополнительную α- фазу. Когда она достигает лимита насыщения, это порождает следующую фазу. Эвтектоидный распад производит 2,35 % азота.
Факторы, влияющие на азотирование
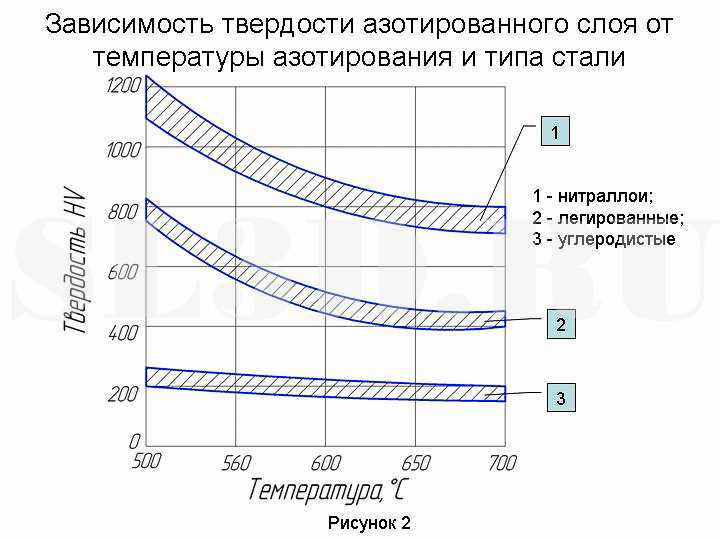
Основными моментами, оказывающими ключевое влияние на процесс, являются температурный режим, давление газа и пролонгированность азотирования. Эффективность также зависит от степени диссоциации аммиака, которая может быть в районе 15-45%. Причем существует определенная зависимость: чем выше температура, тем ниже твердость слоя азотирования, но выше скорость диффузии. Показатель твердости вызван коагуляцией нитридов.



Для того чтобы использовать механизм по максимуму и ускорить его, прибегают к двухэтапному режиму. Начальная стадия обогащения азотом проходит при температурах до 525 °С, что обеспечивает верхним слоям стали высокую твердость. Затем азотирование проходит вторую ступень при температурном режиме от 600°С до 620 °С. При этом в очень короткое время глубина азотированного слоя доходит до заданных значений, ускоряя весь процесс почти в 2 раза. Однако, твердость образованного в результате ускорительного этапа слоя ничем не будет отличаться от слоя, который сформирован по стандартной одноступенчатой методике.
Это интересно: Сталь Х12МФ: основные характеристики, плюсы и минусы
Технология процесса азотирования
Во многом процесс азотирования стали превосходит другие методы, предусматривающие изменение химического состава металла. Технология азотирования деталей из стали обладает следующими особенностями:
- В большинстве случаев процедура проводится при температуре около 600 градусов Цельсия. Деталь помещается в герметичную муфельную печь из железа, которая помещается в печи.
- Рассматривая режимы азотирования, следует учитывать температуру и время выдержки. Для разных сталей эти показатели будут существенно отличаться. Также выбор зависит от того, каких эксплуатационных качеств нужно достигнуть.
- В созданный контейнер из металла проводится подача аммиака из баллона. Высокая температура приводит к тому, что аммиак начинает разлагаться, за счет чего начинают выделяться молекулы азота.
- Молекулы азота проникают в металл по причине прохождения процесса диффузии. Засчет этого на поверхности активно образуются нитриды, которые характеризуются повышенной устойчивостью к механическому воздействию.
- Процедура химико-термического воздействия в данном случае не предусматривает резкое охлаждение. Как правило, печь для азотирования охлаждается вместе с потоком аммиака и деталью, за счет чего поверхность не окисляется. Поэтому рассматриваемая технология подходит для изменения свойств деталей, которые уже прошли финишную обработку.

Цех ионно-вакуумного азотирования
Классический процесс получения требуемого изделия с проведением азотирования предусматривает несколько этапов:
- Подготовительная термическая обработка, которая заключается в закалке и отпуске. За счет перестроения атомной решетки при заданном режиме структура становится более вязкой, повышается прочность. Охлаждение может проходить в воде или масле, иной среде – все зависит от того, насколько качественным должно быть изделие.
- Далее выполняется механическая обработка для придания нужной форы и размеров.
- В некоторых случаях есть необходимость в защите определенных частей изделия. Защита проводится путем нанесения жидкого стекла или олова слоем толщиной около 0,015 мм. За счет этого на поверхности образуется защитная пленка.
- Выполняется азотирование стали по одной из наиболее подходящих методик.
- Проводятся работы по финишной механической обработке, снятию защитного слоя.
Читать также: Нож из мехпилы своими руками чертежи
Режимы азотирования стали
Получаемый слой после азотирования, который представлен нитридом, составляет от 0,3 до 0,6 мм, за счет чего отпадает необходимость в проведении процедуры закаливания. Как ранее было отмечено, азотирование проводят относительно недавно, но сам процесс преобразования поверхностного слоя металла был уже практически полностью изучен, что позволило существенно повысить эффективность применяемой технологии.
Ионное азотирование.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
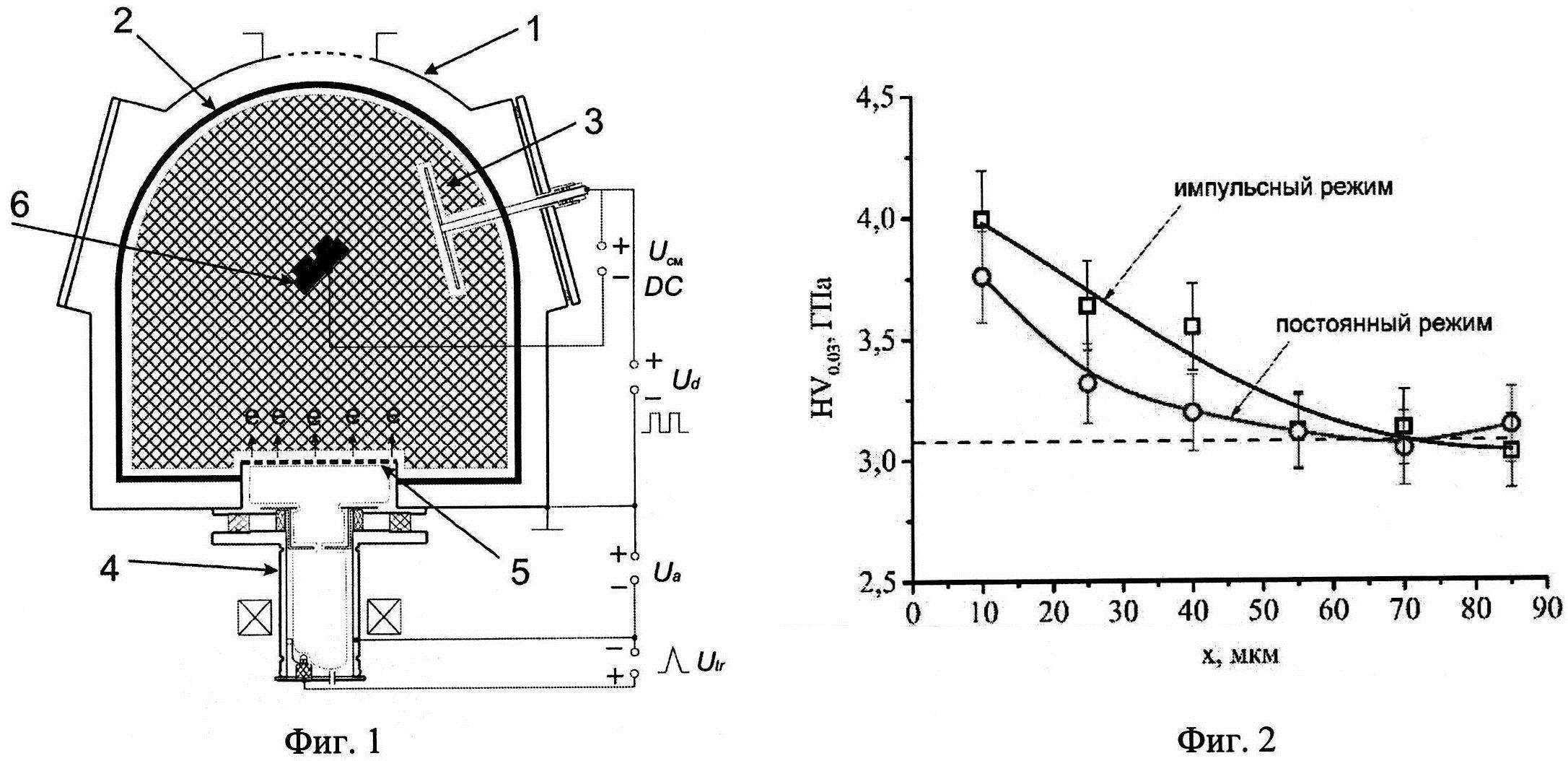
Иногда такой процесс называют ионитрированием или азотированием в плазме тлеющего разряда. Сущность этого метода заключается в том, что в герметичном контейнере создается разреженная азотосодержащая атмосфера. С этой целью можно использовать чистый азот, аммиак или смесь азота и водорода. Внутри контейнера размещают азотируемые детали, которые подключают к отрицательному полюсу источника постоянного напряжения. Они играют роль катода. Анодом служит стенка контейнера. Между катодом и анодом включается высокое напряжение (500—1000 В). В этих условиях происходит ионизация газа. Образующиеся положительно заряженные ионы азота устремляются к отрицательному полюсу — катоду. Электрическое сопротивление газовой среды вблизи катода резко возрастает, вследствие чего почти все напряжение, подаваемое между анодом и катодом, падает на сопротивление вблизи катода, на расстоянии нескольких миллиметров от него. Благодаря этому создается очень высокая напряженность электрического поля вблизи катода.
Ионы азота, входя в эту зону высокой напряженности, разгоняются до больших скоростей и, соударяясь с деталью (катодом), внедряются в ее поверхность. При этом высокая кинетическая энергия, которую имели ионы азота, переходит в тепловую. В результате деталь за короткое время, примерно 15— 30 мин, разогревается до температуры 470—580°С, при которой происходит диффузия азота в глубь металла, т. е. идет процесс азотирования. Кроме того, при соударении ионов с поверхностью детали происходит выбивание ионов железа с ее поверхности. Благодаря этому происходит очистка поверхности от окисных пленок, препятствующих азотированию
Это особенно важно для азотирования коррозионно-стойких сталей, у которых такая пассивирующая пленка обычными способами удаляется очень трудно
Ионное азотирование по сравнению с азотированием в печах имеет следующие преимущества:
1) сокращение общей продолжительности процесса в 1,5—2 раза;
2) возможность регулирования процесса с целью получения азотированного слоя с заданными свойствами;
3) меньшую деформацию деталей благодаря равномерному нагреву; 4) возможность азотирования коррозионно-стойких сталей и сплавов без дополнительной депассивирующей обработки.
Перейти вверх к навигации
Свойства металла после обработки.
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким. После закалки цементованное изделие приобретает высокую твердость (50..58HRC) и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины.
Азотирование – процесс насыщения поверхностного слоя детали азотом, с целью повышения твёрдости, износоустойчивости, предела усталости и коррозионной стойкости.
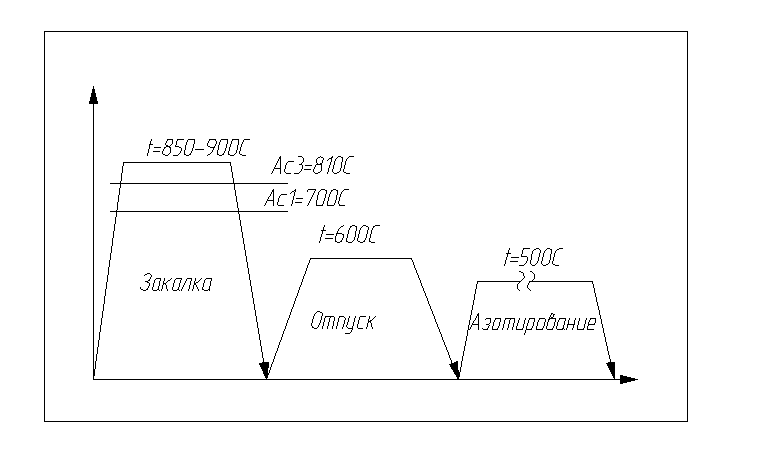
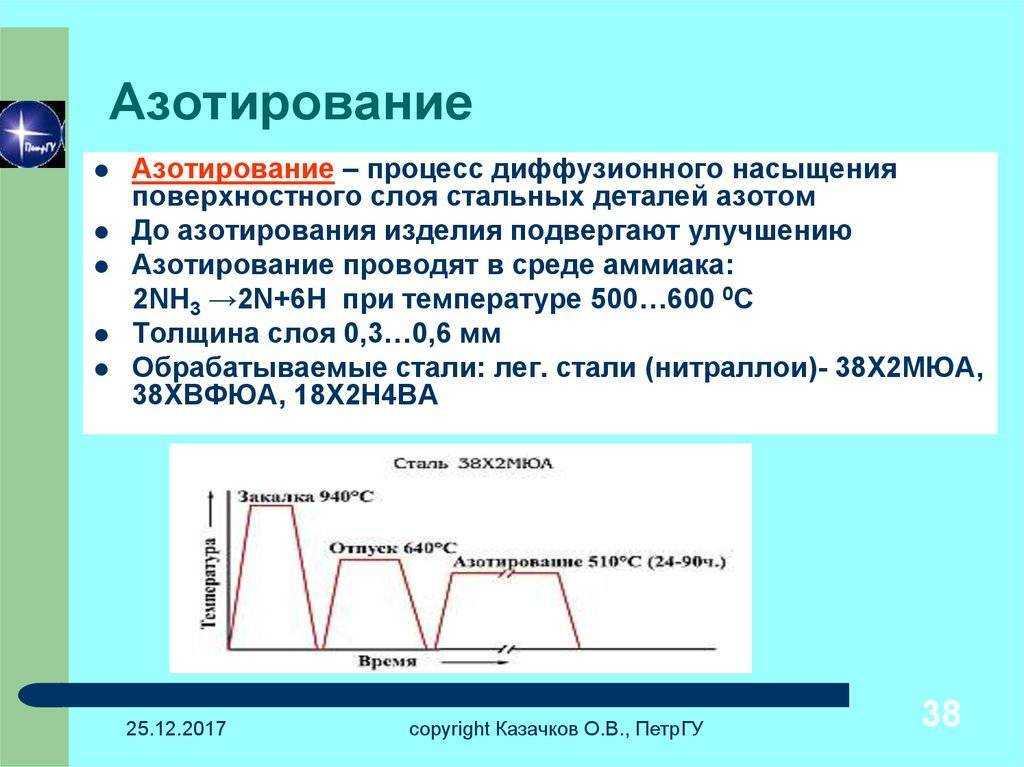
Азотирование проводится при 500–600 °С в герметично закрытом контейнере из железа, который внедряется в печь. Его разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В контейнер закладывают детали, которые будут подвержены азотированию.
Туда же под определенным давлением запускается аммиак, который под действием высоких температур диссоциирует на водород и атомарный азот, который в свою очередь проникает в поверхностный слой мягкого металла, образуя нитриды с элементами, входящими в состав стали, алюминием, хромом, молибденом. Они имеют высокую твердость. По окончании процедуры печь плавно охлаждается вместе с потоком аммиака.
Толщина нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
Нитриды железа обладают сравнительно невысокой твердостью и незначительно повышают ее в стали. Следовательно, для азотирования применяют легированные стали, содержащие алюминий, хром и молибден, такие как 38ХМЮА, 18Х2Н4ВА и др.
Азотированию подвергают также детали из коррозионностойких, жаростойких и жаропрочных сталей, работающих на трение в агрессивных средах и при высоких температурах; матрицы и пуансоны для горячей штамповки, пресс-формы из инструментальных сталей для литья под давлением (Х12Ф1, ЗХ2В8Ф и др.); пружины из сталей 50ХФА, 60С2. Для азотирования целесообразно применять стали, содержащие титан.
Если азотирование проводится с целью повышения коррозионностойкости, то этому процессу подвергаются также и углеродистые стали.
Суть и назначение технологии
Азотирование металла по сути – это термическая обработка изделий в среде, которую постоянно насыщают аммиаком. Для этого предусмотрена специальная герметичная камера-печь. На поверхности стального изделия после проведения обработки наблюдаются такие изменения:


- показатель износостойкости увеличивается за счет повышения прочности верхнего слоя;
- металл становится менее подверженным усталости;
- возрастает устойчивость к деструктивным коррозионным воздействиям, что эффективно проявляется даже при соприкосновении с агрессивной коррозионной средой.
Самое ценное, что происходит при азотировании стали, – приобретенные качества твердости имеют высокие показатели стабильности. Так, можно сказать о сохранении поверхностной твердости изделием, которое после азотирования подвергли нагреву до 600 градусов по Цельсию. Такого результата невозможно достичь при обыкновенной цементации, где наблюдается постепенное снижение твердости при нагреве более 225 градусов по Цельсию.
Use of Data
Ionitech Ltd. uses the collected data for various purposes:
- To prov >Your information, including Personal Data, may be transferred to — and maintained on — computers located outside of your state, province, country or other governmental jurisdiction where the data protection laws may differ than those from your jurisdiction.
If you are located outside Bulgaria and choose to provide information to us, please note that we transfer the data, including Personal Data, to Bulgaria and process it there.
Your consent to this Privacy Policy followed by your submission of such information represents your agreement to that transfer.
Ionitech Ltd. will take all steps reasonably necessary to ensure that your data is treated securely and in accordance with this Privacy Policy and no transfer of your Personal Data will take place to an organization or a country unless there are adequate controls in place including the security of your data and other personal information.
Типы рабочих сред
Для выполнения азотирования могут использоваться различные типы рабочих сред. Наиболее распространенной из них является газовая среда, состоящая на 50% из аммиака и на 50% из пропана или из аммиака и эндогаза, взятых в таких же пропорциях. Процесс азотирования в такой среде выполняется при температуре 570°. При этом изделие подвергается воздействию газовой среды на протяжении 3 часов. Азотированный слой, создаваемый при использовании такой рабочей среды, имеет небольшую толщину, но высокую прочность и износостойкость.
Большое распространение в последнее время получает метод ионно-плазменного азотирования, выполняемого в азотосодержащей разряженной среде.
Ионно-плазменное азотирования – взгляд «изнутри»
Отличительной особенностью ионно-плазменного азотирования, которое также называют обработкой при тлеющем разряде, является то, что обрабатываемую деталь и муфель подключают к источнику электрического тока, при этом изделие выступает в качестве отрицательно заряженного электрода, а муфель – в роли положительно заряженного. В результате между деталью и муфелем формируется поток ионов – своего рода плазма, состоящая из N2 или NH3, за счет которой происходят и нагрев обрабатываемой поверхности, и ее насыщение необходимым количеством азота.
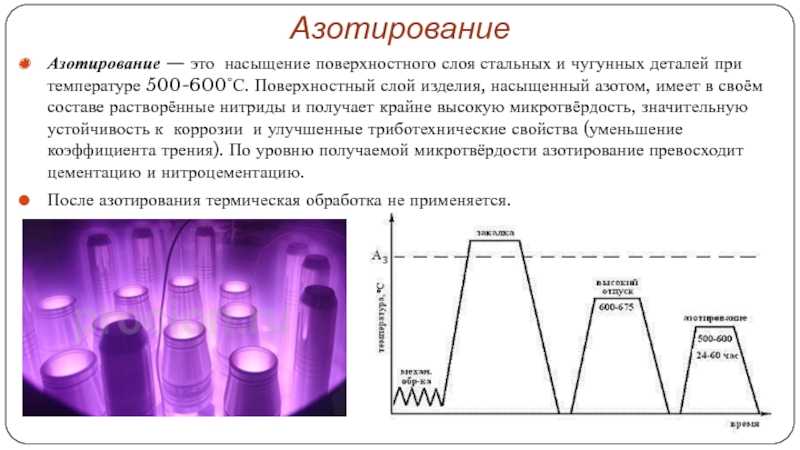
. . . Азотирование
— это термохимическое упрочение поверхности стальных и чугунных деталей, при которой насыщают азотом. Поверхностный слой изделия, насыщенный азотом, имеет в своём составе растворённые нитриды и получает крайне высокую микротвёрдость, значительную устойчивость к коррозии и улучшенные триботехнические свойства (уменьшение коэффициента трения). По уровню получаемой микротвёрдости азотирование превосходит цементацию и нитроцементацию. Так же — детали подвергнутые азотированию держат свою повышенную прочность при нагреве до температуры 550–600°С. Для сравнения- после цементации твердость поверхностного слоя может начать ухудшаться при нагреве детали уже свыше 225°С. В итоге можно четко констатировать — что прочностные характеристики поверхностного слоя стали после азотирования в 1,5–2 раза выше, чем после закалки или цементации. Именно поэтому уже более 60 лет такие ответственные и подвергаемые жесткому нагреву детали ДВС как впускные и выпускные тарельчатые клапана обязательно подвергают азотированию.
Другой важной чертой процесса азотирования стали является то, что при этом процессе детали нагревают лишь до 500-550°С. Такой достаточно щадящий процесс термического воздействия приводит к тому, что в даталях практически не возникает термических напряжений и последующих деформаций. Именно поэтому азотированию можно подвергать детали уже изготовленные «точно в размер». В отличие от азотирования, процессы цементирования или закалки предполагают нагрев до 850-950 °С, что приводит к серьезным последующим поводкам деталей (изменению их геометрии за счет появления внутренних напряжений) и необходимости далее шлифовать такие изделия. А шлифовать термоупроченные детали с высокой поверхностной твердостью- дело очень трудоемкое и дорогое….
Особенно такой щадящий режим термовоздействия на азотируемые детали характерен для передовой методики ионно-плазменного азотирования, где нагрев идет более щадящий, чем при азотировании в газовой среде аммиака.
Поверхностная твердость обработанных сталей типа 38Х2МЮА достигает величины в 63-65 HRC (твердость по Роквеллу), стали 40Х- до 50-52 HRC .
Глубина возникающего поверхностного термоупроченного слоя составляет от 0,2 до 0,6 мм в зависимости от типа стали.
Детали после процесса азотирования. Цвет изменился- нитриды железа обладают специфическим цветом.
КАКИЕ ДЕТАЛИ ПОДВЕРГАЮТ АЗОТИРОВАНИЮ?
. . . Азотированию подвергают прежде всего такие детали различных машин и механизмов, которые подвергаются повышенному износу за счет усиленного трения в условиях значительных температур.
ШНЕКОВЫЕ ПАРЫ:
… Например — шнеки и филеры (пилотезы) шнековых прессов для выдавливания с дальнейшим формованием пластиковых изделий, либо шнеков при производстве евродров из опилок-цепы, либо шнековых прессов для отжима растительного масла, и прочих похожих шнековых прессов. Например — большая технологическая проблема шнеков для формовки и прессования евродров из цепы и опила — это очень быстрый износ формующей пары «оконечник шнека- фильера». Особенно- если формовке подвергается щепа с лесосеки, загрязненная песком, глиной и почвой, то поверхности формующей пары дешевых шнековых прессов изнашиваются за 4-6 дней, а «фирменных» прессов держатся не более месяца… После этого шнек практически уже не может выдавать продукт нормального качества и нужной геометрии…
Металлы, подвергаемые азотированию
Материалы, которые мы можем упрочнить — стали (углеродистые и низколегированные, среднелегированные, высоколегированные, инструментальные), титановые сплавы и титан, металлокерамика, порошковые материалы и чугуны.
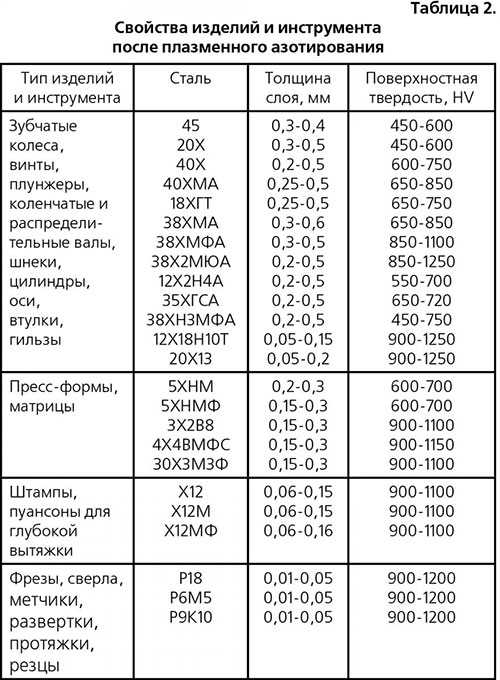
В нижеследующей таблице указана поверхностная твёрдость после ХТО для наиболее широко применяемых в промышленности сталей и чугунов:
| Марки стали и чугуна | Получаемаяповерхностнаятвёрдость, HV | Марки стали и чугуна | Получаемаяповерхностнаятвёрдость, HV | Марки стали и чугуна | Получаемаяповерхностнаятвёрдость, HV |
| 45 | 350 — 500 | 38Х2МЮА (1.8509) | 850 — 1250 | 5ХНМ (L6, 1.2711) | 900 — 1100 |
| 40Х | 550 — 650 | 12Х2Н4А | 550 — 700 | 3Х2В8 | 900 — 1150 |
| 30ХГСА | 450 — 650 | 20Х3МВФ | 600 — 850 | 4Х4ВМФС | 900 — 1100 |
| 40ХНМА | 600 — 850 | 14Х17Н2 (AISI 431, X20CrNi72) | 900 — 1000 | 3Х3М3Ф | 900 — 1150 |
| 12ХН3МА | 500 — 650 | 12Х18Н10Т (AISI 321, 1.4541) | 900 — 1250 | 4Х5МФС | 900 — 1150 |
| 18ХГТ | 650 — 750 | 03Н18К8М5 | 850 — 950 | Х12 | 900 — 1100 |
| 38ХМА | 600 — 850 | 03Н18К12М4Т | 850 — 1000 | Х12М | 900 — 1100 |
| 38ХМФА | 850 — 1100 | 20Х13 (AISI 420, 1.4028, 2Cr13) | 900 — 1250 | Х12МФ | 800 — 1100 |
| 38ХН3МФА (34NiCrMoV14-5) | 500 — 800 | 20Х23Н18 | 850 — 950 | Р18 | 900 — 1200 |
| 36Х2Н2МФА | 600 — 800 | СЧ25 | 400 — 600 | Р6М5 (1.3343) | 900 — 1200 |
| 18Х2Н4МА | 750 — 900 | ВЧ60-2 | 450 — 650 | Р9К10 | 900 — 1200 |
Если вы не нашли в перечне нужный вам материал, то свяжитесь с нашими специалистами.
Information Collection And Use
We collect several different types of information for various purposes to provide and improve our Service to you.
Personal Data
While using our Service, we may ask you to provide us with certain personally identifiable information that can be used to contact or identify you («Personal Data»). Personally identifiable information may include, but is not limited to:
Usage Data
We may also collect information how the Service is accessed and used («Usage Data»). This Usage Data may include information such as your computer’s Internet Protocol address (e.g. IP address), browser type, browser version, the pages of our Service that you visit, the time and date of your visit, the time spent on those pages, unique device identifiers and other diagnostic data.
Tracking & Cookies Data
We use cookies and similar tracking technologies to track the activity on our Service and hold certain information.
Cookies are files with small amount of data which may include an anonymous unique identifier. Cookies are sent to your browser from a website and stored on your device. Tracking technologies also used are beacons, tags, and scripts to collect and track information and to improve and analyze our Service.


You can instruct your browser to refuse all cookies or to indicate when a cookie is being sent. However, if you do not accept cookies, you may not be able to use some portions of our Service.
Examples of Cookies we use:
- Session Cookies. We use Session Cookies to operate our Service.
- Preference Cookies. We use Preference Cookies to remember your preferences and various settings.
- Security Cookies. We use Security Cookies for security purposes.
Азотирование стали
Азотирование стали
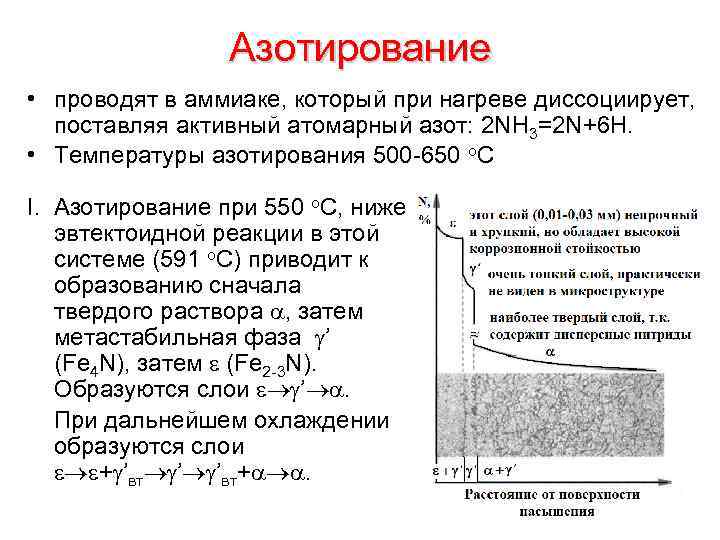
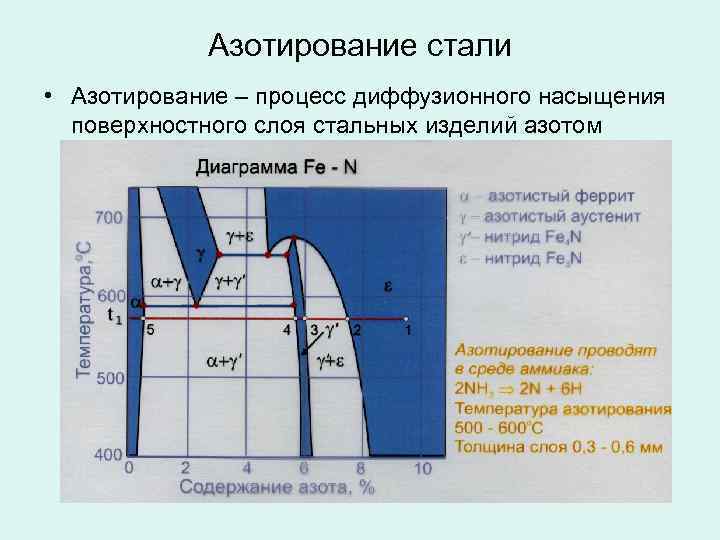
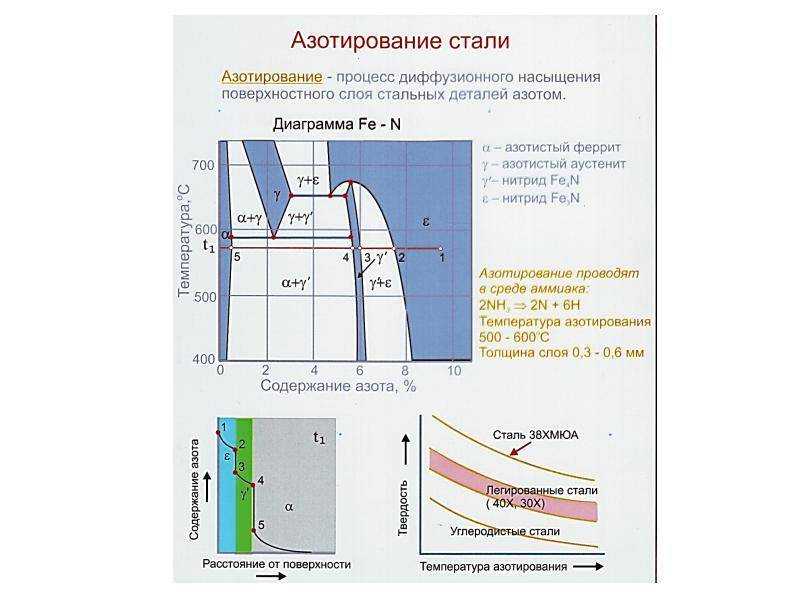
— химико-термическая обработка, при которой поверхностные слои насыщаются азотом. Впервые азотирование осуществил Чижевский И.П., промышленное применение — в двадцатые годы. При азотировании стали увеличиваются не только твердость и износостойкость, но также повышается коррозионная стойкость. При азотировании изделия загружают в герметичные печи, куда поступает аммиак NH3 c определенной скоростью. При нагреве аммиак диссоциирует по реакции: 2NH3>2N+3H2.
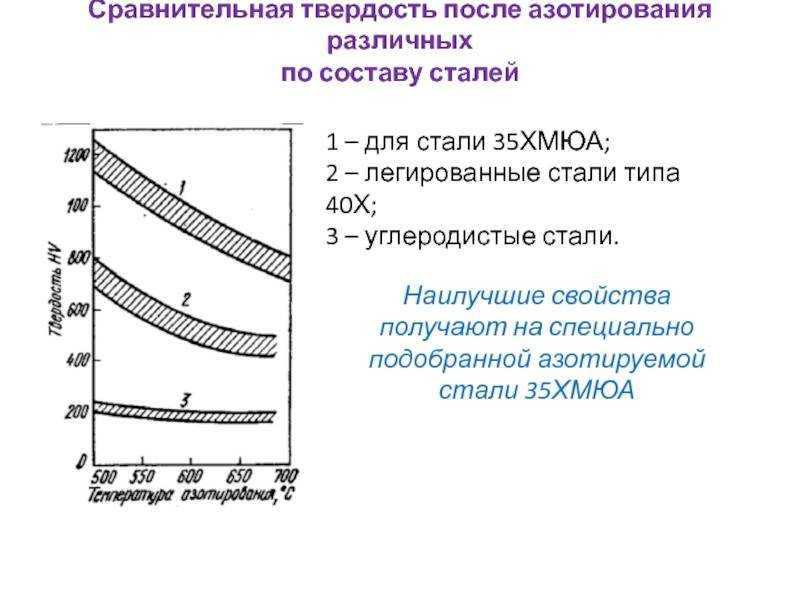
Атомарный азот поглощается поверхностью и диффундирует вглубь изделия. Фазы, получающиеся в азотированном слое углеродистых сталей, не обеспечивают высокой твердость, и образующийся слой хрупкий. Для азотирования используют стали, содержащие алюминий, молибден, хром, титан. Нитриды этих элементов дисперсны и обладают высокой твердостью и термической устойчивостью. Типовые азотируемые стали: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю. Глубина и поверхностная твердость азотированного слоя зависят от ряда факторов, из которых основные: температура азотирования, продолжительность азотирования и состав азотируемой стали.
В зависимости от условий работы деталей различают азотирование:
- для повышения поверхностной твердости и износостойкости;
- для улучшения коррозионной стойкости (антикоррозионное азотирование).
В первом случае процесс проводят при температуре 500+560 oС в течение 24+90 часов, так как скорость азотирования стали составляет 0,01 мм/ч. Содержание азота в поверхностном слое составляет 10+12 %, толщина слоя (h) — 0,3+0,6 мм. На поверхности получают твердость около 1000 HV. Охлаждение проводят вместе с печью в потоке аммиака. Значительное сокращение времени азотирования достигается при ионном азотировании, когда между катодом (деталью) и анодом (контейнерной установкой) возбуждается тлеющий разряд. Происходит ионизация азотосодержащего газа, и ионы бомбардируя поверхность катода, нагревают его до температуры насыщения. Катодное распыление осуществляется в течение 5+60 мин при напряжении 1100+1400 В и давлении 0,1+0,2 мм рт. ст., рабочее напряжение 400+1100 В, продолжительность процесса до 24 часов.
Антикоррозионное азотирование проводят и для легированных, и для углеродистых сталей. Температура проведения азотирования — 650+700 oС, продолжительность процесса — 10 часов. На поверхности образуется слой фазы толщиной 0,01+0,03 мм, который обладает высокой стойкостью против коррозии. (фаза — твердый раствор на основе нитрида железа Fe3N, имеющий гексагональную решетку).
Азотирование стали проводят на готовых изделиях, прошедших окончательную механическую и термическую обработку (закалка с высоким отпуском). После азотирования в сердцевине изделия сохраняется структура сорбита, которая обеспечивает повышенную прочность и вязкость.
Заказать консультацию
Факторы, влияющие на азотирование
Основными параметрами, оказывающими существенное влияние на процесс азотации выступают:
- температура;
- давление газа;
- длительность выдержки.
Данные факторы являются основными параметрами, которые влияют на процесс азотирования, но также имеются и другие показатели. Например, степень диссоциации аммиачных компонентов. Обычно она находится в пределах 15-45%. При увеличении температуры в среде газовой обработки твердость может существенно снизится, но в отличие от этого диффузионные процессы азотистых составляющих ускоряются. Такие параметры обуславливаются коагуляцией нитридов легирующих компонентов, которые отмечаются в составе металла. Данные параметры обеспечивают возможность сокращения процессов обработки в несколько раз.
При необходимости ускорить процесс азотации и повысить его эффективность используют двухэтапную схему обработки металла. Такая схема подразумевает в виде первого этапа обработку металлических сплавов при температуре, которая не превышает 525 градусов. Благодаря использованию именно этой температуры стальной детали придаются высокие показатели твердости. Во второй части процесса азотирования деталь нагревается до 600-620 градусов. При таких параметрах температурного режима процесс азотирования существенно ускоряется, а глубина достигает необходимых показателей. Прочностные данные поверхностного слоя по двухступенчатой технологии не уступают соответствующим изделиям, прошедшим азотирование в одну ступень.
Заключение
Технологии обработки металлов предполагают широкий ассортимент способов механического и химического воздействия. Некоторые из них являются типовыми и рассчитываются на стандартизированное наделение заготовок конкретными технико-физическими способами. Другие же ориентируются на специализированную доработку. Ко второй группе можно отнести азотирование стали, которое допускает возможность практически точечной доработки внешней поверхности детали. Такой способ модификации позволяет одновременно формировать барьер от наружного негативного влияния, но при этом не изменять основу материала. На практике таким операциям подвергаются детали и конструкции, которые используются в строительстве, машино- и приборостроении. Особенно это касается материалов, изначально подвергающихся высоким нагрузкам. Впрочем, существуют и показатели прочности, которых невозможно достигнуть благодаря азотированию. В таких случаях применяется легирование с глубинной полноформатной обработкой структуры материала. Но и она имеет свои недостатки в виде вредных технических примесей.
Улучшение свойств металла может проходить путем изменения его химического состава. Примером можно назвать азотирование стали – относительно новая технология насыщения поверхностного слоя азотом, которая стала применяться в промышленных масштабах около столетия назад. Рассматриваемая технология была предложена для улучшения некоторых качеств продукции, изготавливаемой из стали. Рассмотрим подробнее то, как проводится насыщение стали азотом.