
Стоит всё продумать
Технологические приёмы изготовления РВД не представляют особой сложности. Для них нет необходимости в большом профессиональном опыте рабочих-станочников, да и само количество рабочих минимально. Но вот полное соответствие изделий стандартам и норма качества соблюдать просто необходимо! Ведь РВД используются не только в бытовых целях, но и применяются на крупных предприятиях высокотехнологичного уровня.
Бизнес-план производства РВД может строиться и в расчёте на помощь спонсоров. Только едва ли стоит в самом начале организации производства искать спонсоров и инвесторов, которые охотно вложить свои средства в данное предприятие. Важнее найти надёжных заказчиков, организовать каналы сбыта готовых изделий.
Если производство ориентируется на изготовление бытовых гидравлических шлангов, то и дорогие станки покупать нет необходимости. Обычно такая продукция изготавливается на приспособлениях ручного типа. А вот всё, что используется в промышленности или в строительстве может изготовляться лишь на сложных, высокоточных станках.
Экономисты дают финансовое обоснование предприятия по выпуску РВД с довольно оптимальным прогнозом. Средняя окупаемость этого производства – 3 года. Но такое возможно лишь при полной загрузке производственных мощностей и бесперебойных каналах сбыта готовой продукции.
А вот как раз найти оптовых покупателей продукции РВД, заключить с ними гарантированные договора на поставки, как раз и непросто. Ведь все крупные посредники имеют своих поставщиков, они привыкли к ним, и что-то менять в большом масштабе будут не охотно. Привлечь их на свою сторону можно будет лишь уступками в цене и гарантированном качестве продукции.
Всякое дело требует решительности и смекалки. Это вполне подходит и к организации частного производства. Но ведь «не Боги горшки обжигают», «лиха беда — начало». Стоит лишь решиться на производство шлангов РВД, уйти в него с головой, и результат не заставить себя долго ждать. Три года окупаемости вложений пролетят быстро. А прибыль созданное предприятие по изготовлению РВД будет давать десятилетиями.
Загрузка…
Отрезной станок
После приобретения основных комплектующих необходимо провести их обработку. Для этого бухта рукава определенного диаметра устанавливается на вал. Поверхность обрезного станка оснащена стационарной линейкой.

Обрезка происходит с помощью специального диска, установленного на движущейся каретке
При выборе отрезного станка следует обращать внимание на максимальный и минимальный диаметр шланга, способ управления и потребляемую мощность
Зачастую используется оборудование, работающее в ручном режиме. Рабочий отмеряет шланг нужной длины и, нажимая на педаль, активирует каретку с отрезной пилой. Лучше всего выбрать станок с фиксацией заготовки, так как далее малейшая неточность в размерах может привести к браку.
Следует знать, что не существует ограничений диаметра отрезаемого рукава. Поэтому такой станок является универсальным оборудованием, подходящим для изготовления небольших РВД для машиностроения и мощных гидравлических систем.
Сбыт продукции
Вопрос сбыта продукции является одним из главных как на начальном этапе организации бизнеса, так и весь период деятельности предприятия. Решать его необходимо двумя путями одновременно:
- организовать качественную рекламно-маркетинговую кампанию;
- нанять в штат отдельного специалиста – менеджера, который будет непосредственно работать с потенциальными потребителями продукции.
Запускать рекламную кампанию необходимо вместе с началом работ по организации бизнеса, то есть еще на стадии его юридического оформления. Тогда к тому моменту, когда появится первая партия продукции, о предприятии уже будет хорошо известно, а в оптимальном варианте – будут даже заказчики.
Для продвижения следует использовать все возможные средства и методы, включая:
- установку носителей наружной рекламы – баннеров, указателей, растяжек, бигбордов;
- раздачу флаеров, листовок, визиток;
- публикации в СМИ;
- рассылку коммерческих предложений;
- создание собственного web-сайта, страниц и групп в соцсетях, их активное СММ-продвижение;
- контекстную, баннерную, триггерную и другие виды интернет-рекламы.
Чтобы отдельную работу проводил менеджер, надо сначала определить, кто является основными потребителями производимой продукции. Сфера применения шлангов настолько широка и разнообразна, что поиск клиентов имеет практически неограниченные перспективы. К целевой аудитории относятся:
- предприятия различных отраслей;
- строительные компании;
- розничные магазины;
- торговые площадки;
- частные лица.
Для повышения продаж рекомендуется открыть собственную торговую точку, которая позволит реализовывать продукцию по минимальным ценам без накруток посредников
Но наиболее выгодными являются крупно-оптовые покупатели, поэтому внимание менеджера должно быть в первую очередь направлено на работу со строительными компаниями и предприятиями, использующими такого рода изделия в своей деятельности
Что потребуется для реализации?
Первым этапом подготовки к реализации станет составление бизнес-плана. Необходимо изучить состояние рынка в соответствующей отрасли, рассчитать сумму стартовых и ежемесячных расходов. Обязательно следует выявить основных конкурентов, ознакомиться с их ценовыми предложениями, определить преимущества и недостатки каждого, чтобы грамотно позиционировать собственный продукт и занять перспективную нишу.
После проведения предварительного анализа и расчётов, определившись с источником финансирования будущего проекта, можно приступать к конкретным действиям. Начать следует с регистрации предпринимательской деятельности. Для того, чтобы работать с клиентами, заключать договоры, принимать оплату, требуется приобрести официальный статус (ИП или ООО). В случае небольших масштабов бизнеса, достаточно будет регистрации ИП.
Для размещения производства и склада сырья и готовой продукции достаточно помещения небольшой площади – около 30 кв. м. Принципиальное значение имеет высота потолков, которая не может быть меньше 3 м. Состояние вентиляции должно соответствовать заданным государственными стандартами нормам и требованиям и обеспечивать своевременное проветривание рабочих площадей и удаления вредных испарений. Отопление вода и электричество также необходимы. Лучше всего подойдет помещение, расположенное в промышленной зоне. Не стоит располагать производство в непосредственной близости от жилых домов и офисных зданий. В то же время следует предусмотреть возможность подъезда к цеху грузового транспорта для доставки материалов и отправки готовых изделий.
Подбор необходимого оборудования – это одна из самых ответственных задач на этапе запуска проекта. Существует множество производителей, готовых поставить оборудование. Выбор самого дорогостоящего, возможно, станет не лучшим решением. Однако и излишняя экономия может впоследствии обернуться многочисленными проблемами и сбоями. Поэтому стоит выбирать оптимальное соотношение цены и качества, позволяющее не только сэкономить бюджет, но и гарантировать долгий срок безаварийной работы. Не лишней будет консультация со специалистами, имеющими представление о нюансах работы, связанной с производством шлангов. Это позволит избежать ошибок и приобрести именно то, что нужно.

Минимальный комплект основного оборудования будет включать обжимной пресс, отрезную машину, маркировочную машину и обдирочный станок. Дополнительно потребуется станина для пресса, устройства сматывания и разматывания бобин, приспособление для смены кулачков.
Базовый материал, используемый в производстве – каучук. К нему добавляются сера и волокна (металлические или хлопчатобумажные). Благодаря им, шланг становится не только гибким, но и прочным. Могут понадобиться и дополнительные материалы (например, навивки и оплетки из металла) для отдельных видов изделий.
Штат сотрудников, помимо операторов производственной линии, включает технолога, контролера качества, а также менеджера по поиску и работе с клиентами и поставщиками (эту функцию на начальном этапе может взять на себя сам предприниматель). Общее количество сотрудников небольшого производственного предприятия составит от десяти до двенадцати человек.









Подбор персонала
Современные линии для производства шлангов из любого материала предполагают максимальную автоматизацию всего процесса. Поэтому для работы предприятия потребуется небольшой штат сотрудников. В него должны входить:
- управляющий;
- менеджер по поставкам сырья и сбыту продукции;
- технолог;
- операторы на линии;
- контролер качества;
- подсобные рабочие;
- бухгалтер;
- уборщик.
При работе в одну смену потребуется не более 10 человек. При этом обязанности управляющего и менеджера может взять на себя сам предприниматель, что позволит значительно сэкономить на оплате труда наемных работников.
Юридическое оформление
Для организации собственного бизнеса необходимо пройти регистрацию в органах налоговой службы. Выбор статуса субъекта предпринимательской деятельности зависит от планируемых масштабов производства. Для небольшого мини-цеха будет достаточно зарегистрировать ИП, для более крупного завода потребуется учреждение ООО.
В любом случае в заявлении следует указать коды ОКВЭД в соответствии с видом выпускаемых шлангов:
- 22.19.3 ‒ для рукавов и шлангов из вулканизированной резины
- 22.21 ‒ для пластмассовых труб, рукавов и шлангов.
При выборе системы налогообложения лучше остановиться на УСН, которая предполагает уплату налогов в одном из двух вариантов:
- 6% от дохода;
- 15% от прибыли.
При организации производства обязательно нужно руководствоваться требованиями следующих ГОСТ:
- 10362-2017 ‒ ТУ на резиновые напорные шланги;
- ISO 10619-1-2016 ‒ нормы гибкости и жесткости резиновых и пластиковых рукавов;
- 6286-2017 ‒ ТУ на РВД резиновые с металлическими оплетками;
- Р ИСО 6806-2017 ‒ на резиновые рукава для топлива;
- ISO 1436-2013 ‒ на гидравлические рукава из резины.
Поскольку работа на предприятии данного направления связана с вредными условиями, то при обустройстве цеха следует придерживаться нормативов, указанных в соответствующих ГОСТ:
- 12.0.002‒2014 ‒ основная терминология;
- 12.0.230.5‒2018 ‒ оценивание риска безвредности работ;
- 12.0.003‒2015 ‒ классификация вредных условий;
- 12.0.230‒2007 ‒ общие требования по охране труда;
- 12.3.002‒2014 ‒ общие требования к безопасности.
Лицензирования и получения особых разрешений производство шлангов не требует. Но большинство их видов подлежат обязательной сертификации.
По максимуму расширяем ассортимент
Бизнес по производству РВД принесет гораздо большую прибыль, если в ассортименте предлагаемых изделий каждый потребитель найдет то, что ему нужно. Поэтому, лучше сразу предусмотреть выпуск широкого ассортимента продукции
Но почему это важно сделать еще на начальном этапе планирования цеха? Дело в том, что функциональность, а соответственно и цена станка для производства РВД, который потребуется купить, будет зависеть от видов изделий
Современному оборудованию «подвластны» следующие шланги высокого давления:
- в оплётке,
- политетрафторэтиленовые,
- резиновые;
- на основе термопласта.
Также линия должна выбираться и с учетом основных технических параметров конечного продукта:
- диаметр,
- число и тип оплеток,
- давление,
- фитинги.
Используемое сырье
Для изготовления резиновых рукавов используется каучук. В него обязательно вводится сера и при необходимости металлические волокна или тканевый корд, чтобы повысить эластичность и прочность материала. Кроме того, при производстве РВД потребуются:
- различные навивки и оплетки;
- фитинги.
Основным сырьем для изготовления пластиковых шлангов является ПВХ. Этот вид пластика может различаться:
- по структуре ‒ в гранулах или в порошке;
- по цвету ‒ в самых разнообразных вариациях;
- по наличию добавок – в чистом виде или в готовых композициях.
Варианты используемых смесей зависят от технологии, оборудования и вида выпускаемых изделий
Крайне важно, чтобы разработкой рецептуры занимался квалифицированный технолог, поскольку количество конкретных добавок напрямую влияет на технические характеристики производимой продукции
Технология изготовления РВД
В самом простом варианте РВД представляет собой неармированный шланг с использованием стальной оплетки. Однако это вариант далеко не единственный. Многообразие рукавов привело к тому, что на сегодняшний день есть несколько их классификаций. Так, в соответствии с одной из них, с учетом используемого вида РВД, их можно разделить на такие виды:
- РВД в оплетке. По своим характеристикам гибкости может использоваться во всех существующих гидравлических системах, а также для подачи жидкостей под высоким давлением образуя систему трубопровода. Обычно включают в себя три слоя – внутренний, наружный и промежуточный. Такого вида РВД способен работать в широком диапазоне температурных режимов -70° – +70°.
- Резиновый спиральный. Обеспечивает подачу эмульсий или масел там, где их подача сопровождается импульсами. Структура таких РВД более сложная и состоит из внутренней и наружной проволочных спиралей, текстильной прослойки, слоев из резины и текстиля. Такая конструкция не случайна и обусловлена необходимостью отводить статичное электричество.
- РВД политетрафторэтиленовый. Используется там, где создается среднее давление и необходима устойчивость к агрессивной среде химических веществ.
- Рукав из термопласта. Его поверхностный слой выполнен из прочных материалов, препятствующих преждевременному износу и стиранию, а также способен работать при температурах от -40° до +100°.
Во многих странах принято классифицировать РВД на 2 вида:
- шланги с металлическими навивками;
- шланги с металлическими оплетками.
Сразу отметим, что такое деление достаточно условное и есть рукава, которые невозможно отнести к одному из двух типов. Но такие изделия имеют узкоспециальную направленность и довольно редко используются.
Наиболее распространенной является конструкция с оплетками, особенно в европейских странах. Там даже принята система стандартизации их и обозначения EN 857 и EN 853. В свою очередь, последний делится на 4 вида: 1ST и2ST (одна или две проволочных оплетки), 1SN и 2SN (тонкий слой вешний резиновый слой, что позволяет при процедуре армирования РВД не прибегать к процедуре зачистки резины).
Подробное видео про производство:
Что касается EN 857, то их принято обозначать 1SC и 2SC. Основная сфера их применения это краны, там, где не требуется большой радиус изгиба.
С металлическими навивками РВД в европейских странах присвоен стандарт EN 856, который в свою очередь подразделяется на 4 типа:
- 4SP – 4 навивки из стальной проволоки и работает при среднем давлении подачи жидкостей;
- 4SN – 4 навивки из особо крепкой проволоки и применяется при высоком давлении подачи жидкости;
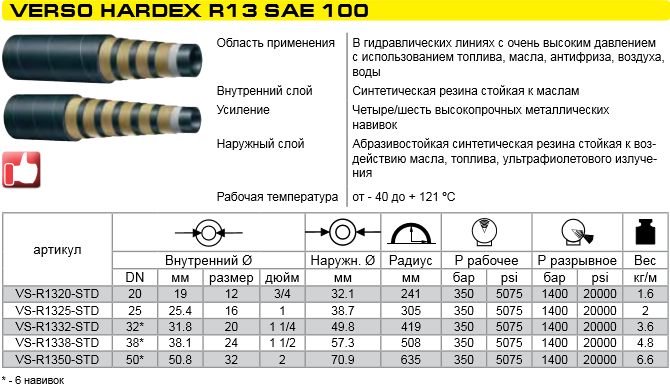
- R12 – 4 навивки и работает при высоких температурных режимах;
- R13 и R15 – шестиспиральный РВД (бывают и другое количество спиралей), отличающийся повышенными эксплуатационными характеристиками, способными обеспечить работоспособность при повышенных нагрузках и высоком давлении.
- Установление длины шланга и его нарезка на специальном станке. Данная стадия производства выполняется на специальном станке, чтобы получить равномерный срез, для обеспечения герметичности изделия. Кроме этого, на этой стадии подбираются муфты для обжима, фитинги, адаптеры и переходники исходя из параметров шланга, а также устанавливаются кулачки.
- Обработка, сборка и прессовка. На этой стадии производства происходит обжимание рукава, которое происходит двумя способами – поперечным и продольным. При поперечном способе, у муфты изначально удаляется часть поверхностного резинового слоя и затем проводится операция по обжиму. При таком способе обжима, обеспечивается достаточная герметичность соединения и рукав способен выдержать давление до 120атм. Основу продольного соединения составляет муфта с зубцами по всей обратной стороне кольца, которые при отжиме врезаются в резиновый слой, обеспечивая надежное соединение и отличную герметичность. РВД, для производства которых использовали продольного способ, используются там, где необходимо поддерживать высокое давление внутри него.
- Мониторинг качества и испытания. Данная стадия производства является обязательным условием для проверки работоспособности и надежности РВД. Испытание производится путем подачи масла или воды на шланг с большим давлением, которое в 2 раза превышает рабочее. После проведения испытаний шланг надувается с целью удаления остатков технических жидкостей и сушки изделия.
На этом производство закончено, товар готов к реализации.
СКОЛЬКО МОЖНО ЗАРАБОТАТЬ?
Как открыть свое производство по изготовлению РВД и что для этого потребуется, мы рассмотрели. Но много ли можно заработать в этой сфере и когда окупятся все капиталовложения?
Если вы будете выпускать полный ассортимент изделий, то все затраты на цех, а это порядка 1000000 руб. (оборудование малой производительности, оформление ООО, подготовка помещения и сырьевой базы), могут окупиться уже спустя полгода. Но это при условии полной отгрузки готовых изделий. Этот срок может быть больше, если вы не сразу наладите каналы сбыта. Минимальная цена РВД малого диаметра – 150 руб.м. Себестоимость того же шланга минимум на 30% дешевле. Это доказывает, что подобный бизнес высокоприбылен и рентабелен.








Финансовые расчеты
К реализации данной бизнес-идеи следует серьезно подготовиться, в том числе в плане финансов. Аренда помещения, покупка оборудования, персонал и прочее потребуют достаточно существенных финансовых затрат.
Стартовый капитал
Рассчитаем стартовые затраты на организацию небольшого цеха по производству резиновых шлангов.
Основные статьи затрат будут включать:
- помещение (арендная плата) – 20 000 рублей;
- оборудование – 410 000 рублей;
- сырье и материалы – 100 000 рублей;
- заработная плата персонала – 130 000 рублей;
- расходы на рекламу – 10 000 рублей.
Таким образом, для организации бизнеса и запуска производственного процесса потребуется 670 000 рублей.
Ежемесячные расходы
К числу постоянных ежемесячных расходов будут относиться:
- арендный платёж;
- заработная плата персонала;
- расходы на рекламу.
Сколько можно заработать?
На сегодняшний день стоимость 1 метра шланга на рынке составляет около 30 рублей, а себестоимость – около 20 рублей. Таким образом, прибыль компании с каждого проданного метра составит 10 рублей.
За сутки возможно изготовление около 2 000 м изделия. То есть суточная прибыль составит 20 000 рублей. При условии 30 рабочих дней месячная прибыль составит 600 000 рублей.
Сроки окупаемости
Бизнес по производству шлангов способен окупиться уже за год работы предприятия. Однако учитывая практику и существующую в данной сфере конкуренцию, срок окупаемости вполне может возрасти до трех лет.
Станки и аппараты для производства РВД

Оборудование для выпуска рукавов высокого давления в настоящее время, если сравнивать его со стоимостью оснастки других отраслей промышленности, не дорогое. Цена оборудования для производства РВД остаётся примерно в одних пределах, не зависимо от колебаний курса российской национальной валюты — рубля. Открыть цех по изготовлению РВД можно при минимальных затратах, что по силам многим предпринимателям.
В планировании бизнеса по изготовлению РВД следует особое внимание уделить выбору аппаратов и станочного оборудования цеха. Ведь от этого напрямую будет зависеть надёжность РВД, их качество
Повышенная цена станка для изготовления РВД может быстро окупиться его универсальностью.

Нет никаких проблем с тем, чтобы купить оборудование для изготовления РВД. Все виды аппаратуры и станков доступны для покупки на российском рынке. Но при этом следует хорошо присмотреться и к импортным видам оснастки и оборудования. При небольшой разнице в стоимости импортные варианты оснащения производства могут оказаться качественнее и надёжнее отечественного.
К тому же важнейшими характеристиками и приоритетами покупаемого оборудования и комплектующих к нему должны оставаться его производительность, степень автоматизации и потребляемая мощность. При не очень развитой сфере производства гидравлических шлангов предложений на рынке промышленного оборудования такого типа предостаточно. Есть возможность сделать удачный выбор с точки зрения характеристики цена/качество.
Всем известны низкие цены на мировые аналоги станочного оборудования, производимого из Китая. Многие промышленные предприятия полностью комплектуются поставками дешёвого и сравнительно высококачественного китайского оборудования, аппаратного обеспечения для изготовления рукавов РВД. Уже уходит в прошлое примитивное логическое: китайской — значит плохо. Очень много китайских брендов прост славятся превосходным качеством работы при вполне умеренной стоимости. Купить станок для производства РВД — это, скорее всего, выиграть.
Цех по изготовлению гидравлических рукавов обычно комплектуется:
- обжимным прессом;
- станком для обдирки;
- отрезной машиной;
- машиной для маркировки продукции.
По стоимости всё это в переводе на российский рубль в сумме составляет менее полумиллиона рублей. Вполне приемлемая сумма для старта успешного бизнеса. Даже если к ней прибавить необходимое в этом производстве дополнительное оборудование, то сумма не выйдет за пределы миллиона рублей.
Организовать производство РВД как бизнес мелкосерийным выпуском изделий машиностроительного профиля — это ещё построить обогреваемое помещение на купленном земельном участке, организовать подключение к магистралям тепло- и водоснабжения, канализации. Общая стартовая оценка в этом случае выльется в два — три миллиона рублей. Но на другой чаше весов теперь уже находиться мини завод по выпуску широко востребованной продукции.
Полная линейка станочно-аппаратного обеспечения изготовления РВД включает:
- обжимной станок для наконечников шлангов (пресс для изготовления РВД);
- станок окорочный для обработки внешнего и внутреннего слоёв;
- машина отрезная;
- толкатель для вставки фитингов рукава;
- маркерное приспособление;
- фильтры с компрессором для промывки готовых РВД;
- стенд для испытаний готовой продукции.
Конечно, мелкосерийное производство отличает невысокая начальная стоимость аппаратуры, станков и самого производственного помещения. Если по аналогичной схеме давать оценку открытия более крупного производства, то понадобятся и другие производительные мощности оборудования. Это повлечёт за собой и повышенные расходы на капитализацию производства. Высокопроизводительная линия по изготовлению РВД в широком ассортименте обойдётся бизнесмену уже как минимум в 3000 000 рублей.
Но и показатели объёма и ассортимента производимой продукции в этом случае будут совсем другими. А вот сроки окупаемости первоначальных вложений в обоих случаях оказываются примерно одинаковыми! Это рассуждение легко приводит к выводу о том, что рациональнее для получения в дальнейшем высокой прибыли оказываются варианты с поточными линиями и организацией высокопроизводительных мощностей.
Оборудование для производства шлангов
От надежности и качества оборудования во многом зависят характеристики получаемых изделий. Поэтому его выбор является одной из наиболее важных задач при организации собственного предприятия. При этом не следует смотреть только на стоимость машин и аппаратов, поскольку самые дорогостоящие из них не всегда являются лучшими. Но и чрезмерная экономия здесь тоже не уместна, поскольку в дальнейшем может привести к сбоям в работе и дополнительным тратам на ремонт. Поэтому рекомендуется приобретать оборудование с разумным соотношением цены и качества, что позволит оптимизировать затраты на реализацию проекта и обеспечит стабильный производственный процесс в дальнейшем.
Для резиновых рукавов
Минимальный комплект основного оборудования для производства рукавов из резины будет включать:
- облегченный резиносмеситель;
- вальцы для резины;
- резервуар;
- каландр трехваловый;
- дорн;
- отрезной автомат;
- обжимной пресс;
- маркировочное устройство;
- обдирочный станок.
Дополнительно потребуются станины, аппараты для смотки и размотки бобин, вспомогательные инструменты, фитинги для РВД.
Все указанное оборудование может иметь разную производительность и функционал. Выбирать подходящие машины рекомендуется с учетом параметров будущих изделий, включая:
- максимальный внутренний диаметр;
- наличие, виды и количество оплетки;
- рабочее давление для рукава;
- виды фитингов.
Объем резиносмесителя подбирается с учетом мощностей производства и длительности цикла в 10 минут.
Для ПВХ-шлангов
Оборудование для изготовления ПВХ-шлангов в минимальной комплектации состоит из таких наименований:
- 2 экструдера;
- охлаждающая поливочная ванна;
- протягивающая машина;
- отрезной автомат;
- бухто‒приемник;
- маркировочный принтер.
Из дополнительного оснащения желательно приобрести дробилку.
Все указанное оборудование можно покупать по отдельности, но лучше найти поставщика, который предлагает готовые линии. Как правило, он берет на себя их установку и гарантийное обслуживание, а также проводит обучение персонала.







При ограниченном стартовом капитале есть вариант покупки подержанного оборудования. В этом случае надо внимательно проверять его исправность и надежность, чтобы экономия не обернулась лишними тратами и простоями.
Технология производства шлангов
Технология производства шлангов зависит от вида сырья и типа выпускаемых изделий. Это обусловлено совершенно разными характеристиками используемых материалов – резины и пластика, а также обязательным наличием определенных свойств, которыми должны обладать каждый вид производимых шлангов.
Из резины
Технологическая схема получения резиновых рукавов состоит из нескольких этапов:
- Сначала подготавливается сырье. Для этого в резину или в каучук добавляется специальная сера, затем смесь нагревается и доводится до однородного состояния. Этот процесс называется вулканизацией и позволяет получить особую – вулканизированную резину, обладающую необходимыми для производства шлангов свойствами.
- Готовая резиновая смесь заливается в специальный резервуар, откуда она подается на каландр, где приобретает форму трубки.
- На следующем этапе структура стенок при необходимости укрепляется путем добавления волокон. Такая добавка делает изделие более эластичным, прочным и долговечным. Также жесткость или эластичность рукава регулируется количеством вводимой в состав серы. При этом следует учитывать, что более жесткие изделия не слишком удобны в пользовании, зато более крепкие и износостойкие.
- Полученный резиновый рукав отправляется на сушку. От правильности выполнения данного этапа зависит запас прочности готового изделия.
- Далее шланг отрезается до необходимой длины. Бывают мотки по несколько сотен метров, но оптимальной считается длина в 30 метров.
Если нужен обычный резиновый шланг, то он отправляется на склад или сразу покупателям. Но когда изготавливается рукав высокого давления, то на этом технологический процесс не заканчивается. Далее выполняются следующие операции:
- к нарезанному по заданным параметрам РВД подбираются фитинги;
- все собирается в цельный комплект;
- выполняется обжимание или прессование, которое обеспечивает герметичное соединение всех составляющих;
- проводится испытание рукава на прочность под высоким давлением.
При изготовлении РВД самой важной является операция обжима. Она может выполняться по одной из техник: поперечной или продольной
В отечественном производстве чаще всего применяется первый вариант.
Из пластика
Производство ПВХ-шлангов предполагает использование совершенно другого оборудования и технологии. В данном случае производственный процесс выполняется по такой схеме:
- Пластик в виде гранул или порошка засыпается в экструдер. При необходимости добавляются специальные смеси для придания материалу тех или иных свойств.
- Сырье смешивается, плавится и выдавливается под давлением через головку экструдера в форме готового изделия.
- Поле этого полученная заготовка должна охладиться в оросительной ванне (методом полива).
- Далее шланг пропускается через систему валов, сушится с помощью обдува и при необходимости подается в устройство для армирования оплеткой.
- Затем во втором экструдере изделие еще раз покрывается пластиком и снова охлаждается указанным выше способом.
- Готовый шланг протягивается через вытягивающую машину и накручивается на бобину.
Пример изготовления гофрированного вида:
Трубы делают точно также, но медленнее:
Выбор температуры плавления и силы давления в экструдере зависит от типа производимого шланга и качеств, которыми он должен обладать. На завершающей стадии производства изделия тщательно проверяются на соответствие требованиям и нормам стандартов качества.