

Технологии производства
Есть несколько видов плитки. Предприятия используют следующие технологии производства:
- вибролитье;
- вибропрессование;
- гиперпрессование.
Каждая брусчатка имеет свои качественные характеристики. В строительных магазинах есть тротуарная плитка вибролитая или вибропрессованная; что лучше подойдет, должен решить покупатель, исходя из требований к покрытию.
Вибролитье
Изделия, полученные методом вибролитья, имеют гладкую поверхность. Их окрашивание осуществляется в массе. Плиты имеют стабильную геометрию, для их изготовления мастера используют формы. Чтобы ускорить процесс выемки, изделия на несколько минут опускают в воду, нагретую до +40…+70°С. В результате полимерный материал, из которого сделана форма, расширяется. Мастер легко снимает его с готовой плитки.
Технология производства отличается низкими энергозатратами, но ручного труда больше. Рабочая сила применяется при перекладывании элементов мощения в ванну, а также при их складировании.
Технология производства заключается в следующем:
- Цветной бетон, который применялся для изготовления лицевого слоя, стали замешивать отдельно.
- Серый бетон, из которого делают основу, стали замешивать в другой бетономешалке.
Сначала в форму наливают цветную смесь, а через 30 секунд добавляют основу серого цвета. Вибродвигатель работает 30 секунд, затем его отключают. Плиты из формы сушат 3 недели. Изделия, полученные методом вибролитья, рассчитаны для минимальные нагрузки.

Вибропрессование
Эта технология отличается тем, что в работе используется вибропресс. Сначала в бетономешалке замешивается раствор, который подается в матрицу. Пуансон формирует готовую плитку. На конвейерную ленту она отбрасывается специальным механизмом. Изделия могут сразу попадать не на конвейер, а в поддон, но это зависит от объемов производства.
Если на предприятии стоит хороший вибропресс, он может выдавать до 20 плит за 1 минуту. Ручной труд в цехах практически не используется. Эта методика также хороша тем, что не возникает трудностей при вынимании готовых элементов мощения из форм.
Если ранее применялась пропарка продукции, сейчас этот способ не используют. Он почти не оказывает влияния на гидратацию цементного камня, а себестоимость тротуарных плит повышает намного.
Метод вибропрессования подходит для выпуска двухслойной плитки. Качество таких изделий выше, чем вибролитых. Характеристики улучшены за счет того, что слои не перемешиваются, а из смеси полностью удален воздух.
Гиперпрессование
Для изготовления плит методом гиперпрессования необходимо специальное оборудование, требования к его характеристикам намного выше.

Принцип действия аппаратов заключается в том, что внутри матрицы на раствор давит пуансон. При этом оказывается усилие в пределах от 0,2 до 0,4 МПа.
Когда завершится процесс формовки прессом, переходят к распалубке. Начальная прочность материала находится в пределах от 2 до 4 МПа. Поэтому, хотя плитка еще не набрала прочность, можно смело снимать форму.
Благодаря тому, что в процессе производства на раствор оказывается большое давление, плиты имеют высокую прочность. Водопроницаемость у них низкая. Изделия, полученные методом гиперпрессования, имеют гладкую поверхность. Но при приобретении нужно учесть, что зимой и в дождь такая плитка будет скользкой.
Обработать такую брусчатку практически невозможно. По этой причине при укладке следует отдавать предпочтение простым схемам, а при покупке приобретать не только целые плиты, но и половинки.
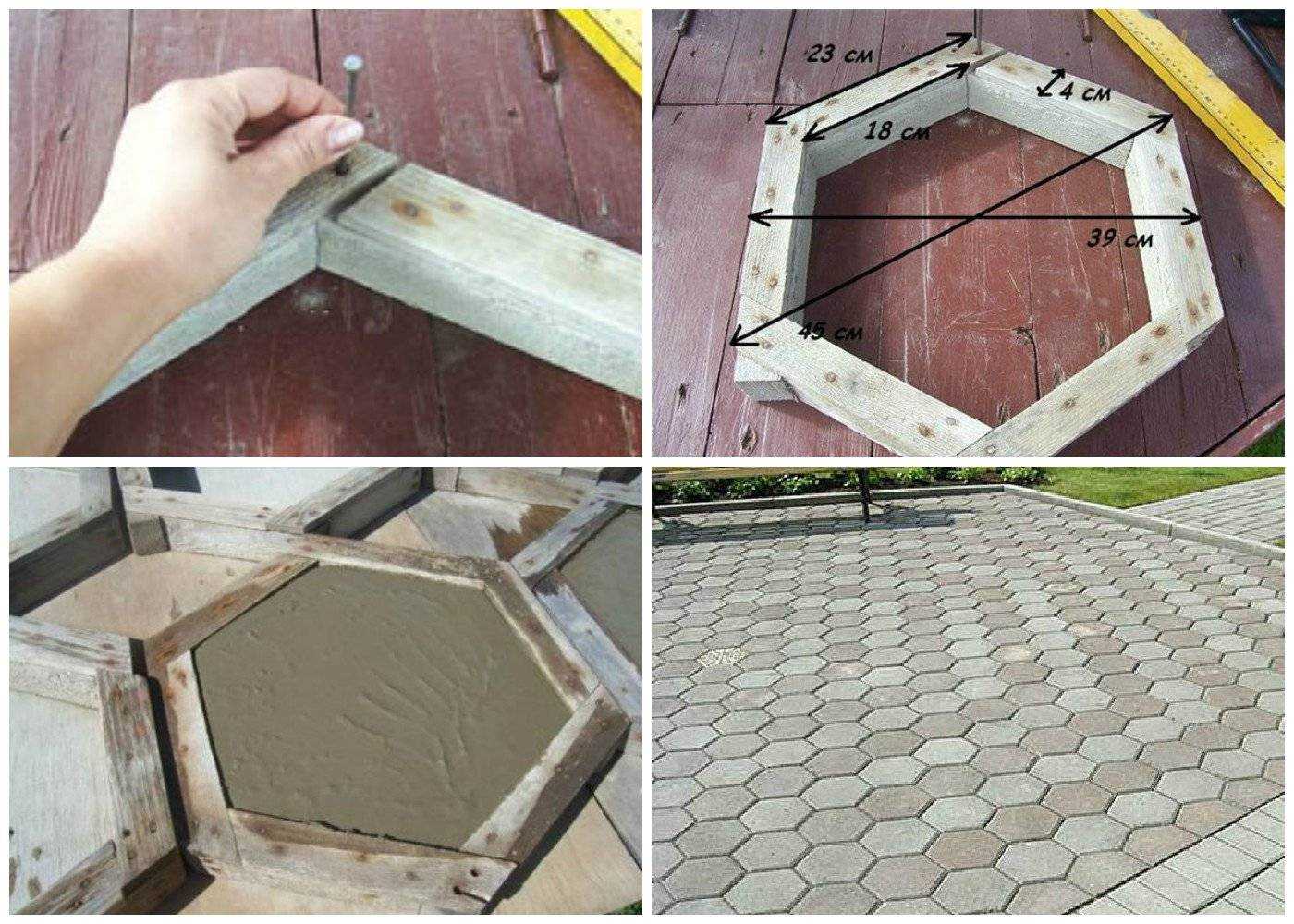
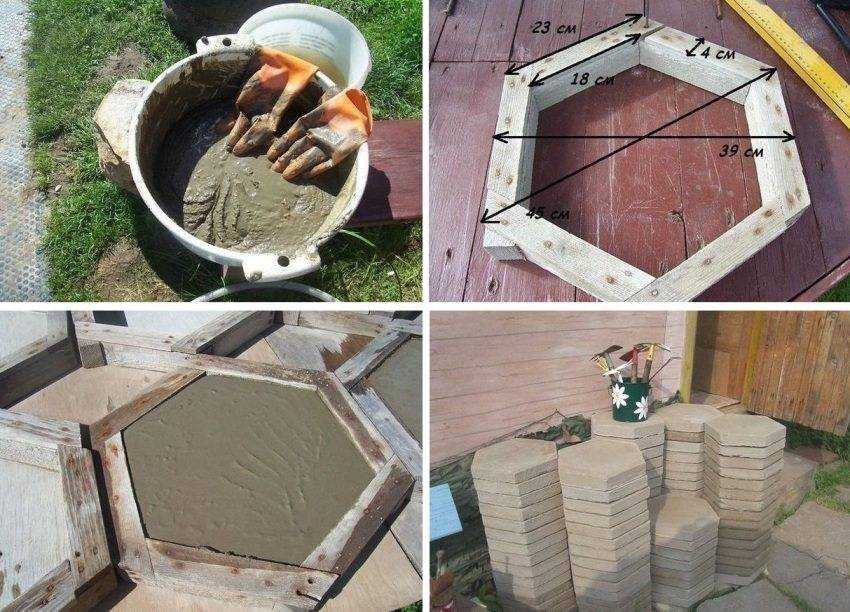
Самостоятельное изготовление
Производство элементов тротуара своими руками необходимо начать с подготовки места для формовки и хранения изделий. Даже при высокой подвижности полученной смеси после заливки форм их необходимо уплотнить. Подойдут погружные или самодельные вибраторы.
Стандартная рецептура
При изготовлении композита с классом по прочности В25 можно использовать следующий состав на 1 м3:
- цемент = 390 – 420 кг;
- песок = 700 – 750 кг;
- щебень = 1000 – 1050 кг;
- вода = 155 – 165 кг;
- пластификатор + пигмент (при желании окрасить изделия).
Технология смешивания
При смешении компонентов сначала загружается песок, затем вода с добавками и цемент, и в последнюю очередь щебень. Перемешивание осуществляется не менее 2 – 3 минут до получения однородного материала.

Тротуарная плитка из бетона такого состава будет обладать интенсивной кинетикой твердения, поэтому очень важно предотвратить потерю влаги с ее поверхности
Техника безопасности
Во время замешивания раствора цемент может пылить и раздражать кожу, слизистые оболочки, глаза, поэтому рекомендуется использовать перчатки и маску.
Независимо от того, каким способом вы изготавливаете тротуарную плитку, предназначена она для использования на приусадебном участке или для мощения городских улиц, грамотно добавленные в бетонный раствор пластифицирующие и армирующие присадки повышают обрабатываемость бетона и позволяют получить качественные, прочные и долговечные бетонные изделия. Приобрести современные, удобные в применении добавки для бетона вы можете на нашем сайте.
Устройство подвижного соединения стола со столешницей
Чтобы станок для вибропрессования тротуарной плитки работал правильно, необходимо сделать соединение стола и столешницы не очень жестким, но с определенным ограничением амплитуды вибрирования. Часто столешницу устанавливают на пружины, прикрепленные к столу.
Нужно найти 6 стальных пружин достаточной жесткости длиной до 12 сантиметров и сечением 5-6 сантиметров. Потом из трубы соответствующего диаметра (пружина должна входить внутрь свободно и без большого зазора) нарезают 12 стаканов длиной, равной трети длины пружин каждый.
Шесть стаканов приваривают по двум срединам длинных сторон и четырем углам стола сверху, другие шесть – с таким же расположением, но к столешнице снизу. До начала работ лучше столешницу положить на стол, вставить стаканы между ними и наметить соответствующие места мелком.
Видео описание
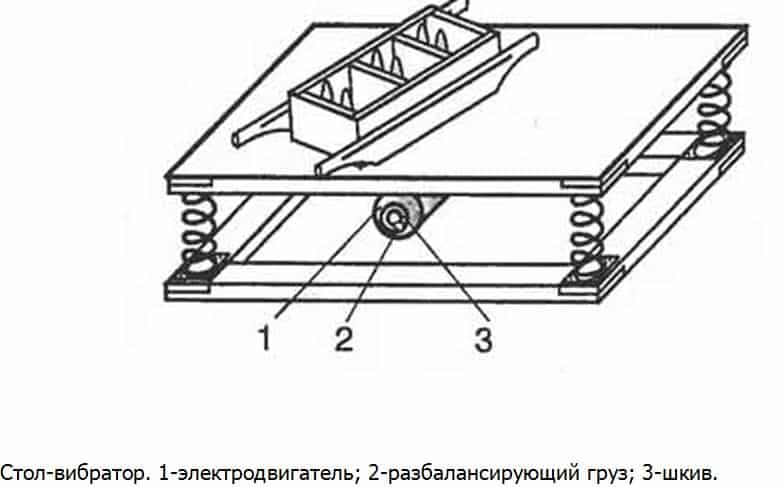
Как изготавливается вибростол, смотрите в следующем видео: Главная часть всей конструкции – это двигатель. Существуют заводские варианты, например, «Вибратор ЭВ-98Е площадочный» с изменением амплитуды колебаний. Его можно заменить на старый мотор от стиральной машины или точильный станок.
Также есть вариант для небольших объёмов работы, который изготавливается из автомобильных покрышек. Их скрепляют между собой саморезами насквозь, а вибратор устанавливается на нижнюю часть съёмной платформы. Для того, чтобы избежать падения рабочей поверхности мотор помещается внутрь покрышек.










Вибростол можно оборудовать специальным ситом для просеивания песка, что поможет ускорить работу.
![]()
Готовая модель вибростола Источник sib-m.ru
Сравнение эксплуатационных качеств
Многих покупателей интересует, какая тротуарная плитка лучше. Ответ зависит от того, в какой сфере будут использоваться плиты. Если на покрытие будет оказываться большая нагрузка, нужно выбирать прочные изделия с длительным сроком эксплуатации.
Эксплуатационные характеристики брусчатки зависят от того, какая технология производства была использована. Все плиты изготавливают из одинакового сырья, но пропорции бетона разные. Отличается время, которое требуется для формирования изделий. От выбранной технологии зависит качество окрашивания.
Вибролитая плитка
Такие плиты имеют гладкую поверхность. Она скользкая, поэтому компании-производители наносят на поверхность изделий насечки или делают фигурный орнамент. Материал легко резать диском по камню, его можно откалывать киркой. Срок службы плит составляет 5-8 лет, но многое зависит от условий эксплуатации.
Покрытие выцветает быстро. Плитка трескается при ударах, часто ломается при чистке тротуаров в зимний период. Качество продукции зависит от того, насколько строго производитель соблюдал технологию. Поэтому лучше покупать продукцию крупных компаний.

Вибропрессованная
Такие плиты стоят дороже вибролитых, но их эксплуатационные качества выше. Брусчатка имеет стабильные размеры, поэтому с ней проще работать. Но изделия прочные, поэтому их сложнее обрабатывать, откалывать и отрезать.
Плитка, изготовленная методом вибропрессования, имеет шершавую лицевую сторону. Пешеходам удобнее двигаться по ней.
Брусчатку укладывают на ровное утрамбованное основание. Для заполнения швов используют кварцевый или речной песок.
Гиперпрессованная
Гиперпрессованная плитка стоит дороже других изделий, но она долго служит даже в сложных условиях. Плиты отличаются привлекательным дизайном, они прочные, хотя и более тонкие. Пешеходам удобно ходить по такой брусчатке, обувь не скользит даже зимой.
Единственным недостатком можно назвать то, что такие плиты сложно положить на радиусных участках и на извилистой поверхности. Заявленные высокие характеристики будут только у тех изделий, которые выпускали предприятия, строго соблюдающие технологию.

Технология вибролитья
Технология вибролитья подразумевает заливание пресс-форм бетонным раствором, который представляет собой высокое водоцементное соотношение.
Технологический процесс вибролитья
Процесс вибролитья тротуарной плитки образуется следующими операциями:
- Замес бетонного раствора – эта операция подразумевает перемешивание всех компонентов: цемента, песка, щебня, пластификатора и красителя. С помощью красителя специалисты добиваются подходящего цвета. Пластификатор повышает подвижность раствора без добавления воды. Обычно применяется 2 состава бетона. Один из них нужен для фактурного слоя. Что касается красителя, то он добавляется только в туда.
- Формирование в вибростоле – бетонная смесь заливается в пресс-формы, установленные на виброуплотнителе. После чего включается электрический мотор, стол начинает подавать вибрации. Смесь уплотняется, образуя пустоту и избыток. Задача мастера по регулировке всей работы, чтобы в дальнейшем плитка была одинаковая.
- Процесс вызревания – залитые пресс-формы обязаны стоять на ровном столе несколько дней без движения. Сокращать сроки не рекомендуется, в противном случае прочность изделия будет низкая, плитка начнет крошиться. Поэтому необходимо приготовить несколько комплектов форм, чтобы свободные участки технологической линии не оставались без работы.
- Распалубка и выбивание из пресс-формы готовое изделие. Для интенсивной работы формы необходимо поместить в горячую воду на несколько минут. После чего их переносят на отдельный стол, который предназначен для распалубки. Принцип его работы аналогичен вибростолу. С помощью вибрации плитка постепенно отходит от формы.
- Отмывание форм от раствора. Для этого необходимо сделать слабый раствор соляной кислоты. После чего поместить туда формы. С помощью этой процедуры пресс-формы специалисты могут использовать для следующей заливки.
После использование обязательно помойте пресс-формы это продлит их срок службы
Плитка, которая была изготовлена методикой вибролитья, по итогу становится гладкой. Ее применение не предусмотрено для температуры ниже нуля. Но ее преимущество заключается в том, что оформленные ею дорожки и тротуары довольно оригинальны.
У такой методики также имеются свои достоинства:
- готовая плитка имеет разные формы;
- тротуарную плитку специалисты могут сделать разного цвета;
- мастера также могут сделать материал с роскошной глянцевой поверхностью.
https://youtube.com/watch?v=SNoslvRP8bU
Производство тротуарной плитки
Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.

Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.







Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.

Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Изготовление прессовочного узла
После того, как раствор заливается в формы и включается вибропресс, тротуарная плитка уплотняется и приобретает нужные характеристики. Именно от момента вибрирования и прессования зависит то, насколько качественным и прочным будет материал, поэтому в процессе создания вибропресса нужно позаботиться и о механизме прессования.
Создать вибропресс с гидравлической системой своими руками трудно, намного проще сделать механический пуансон, который в действие приводится физической силой работника.
К короткой стороне рамы, сбоку к средине, приваривают специальный кронштейн с горизонтальной осью. На ось монтируют рычаг, сделанный из стального прямоугольного профиля диаметром 3х5 сантиметров, к концу его приваривают втулку с отверстием для оси. К другому концу рычага монтируют сваркой поперечную рукоятку длиной до 25 сантиметров из аналогичного профиля.
Желательно, чтобы длина рычага не превышала длину стола больше, чем на 15 сантиметров (оптимально 10-12). К средине рычага кронштейном с осью монтируют стальной стержень, который направлен в сторону столешницы и оборудован на конце пуансоном (стальной пластиной, которая точно повторяет в плане конфигурацию матрицы). Кнопка включения/выключения самого вибродвигателя находится на поперечной рукоятке рычага.
Покупка качественной вибропрессованной плитки
При выборе плитки нужно учитывать несколько важных нюансов. Так, для мощения участков, которые будут испытывать постоянные нагрузки, лучше выбирать вибропрессованную плитку, которая с легкостью выдержит воздействие. Выбрать качественный материал поможет знание нескольких правил.

От чего зависит качество будущего тротуара
Прочность и долговечность плитки напрямую зависят от того, насколько правильно был создан материал, точно ли соблюдена технология, использовались ли качественные материалы. Поэтому при покупке лучше доверять проверенным производителям, которые могут предоставить сертификаты и гарантию на товар.
Качество покрытия тротуара или садовой дорожки также будет зависеть от правильности укладки плитки, надлежащей подготовки основания, соблюдения технологии мощения. Правильно сделанный и уложенный материал прослужит десятилетия – так, настеленная когда-то в Москве брусчатка служит до сих пор, а материал и не думает разрушаться. И если укладка плитки – процесс, на который можно повлиять, то покупка некачественного материала может привести к быстрому разрушению слоя, в связи с чем данному вопросу стоит уделить больше внимания.

Почему плитка может быть негодной:
- Использование дешевых красителей, окраска плитки после производства – довольно быстро тротуар потеряет свою внешнюю привлекательность, так как слой краски сотрется неравномерно и в этих местах проявится серый бетон
- Плитка слишком яркого цвета – обычно это результат переусердствования с красителями, из-за чего материал может быть менее прочным
- Переизбыток воды в составе – тогда изделие получается хрупким, нестойким к износу, морозу, солнцу
Критерии выбора
Выбирая тротуарную плитку, произведенную методом вибропрессования, необходимо обратить внимание на ее физические характеристики – важны цвет, вес, размер, форма, рисунок и т.д. В данном случае ориентируются исключительно на личные предпочтения и требования.. Что же касается качества материала, то тут есть некоторые нюансы
Что же касается качества материала, то тут есть некоторые нюансы.

Как выбрать качественную плитку:
- Слои прессования – может быть один слой или два: двуслойная плитка предполагает наличие первого, более грубого и надежного, слоя из диабазового или гранитного щебня, а также второго декоративного, гладкого и ударопрочного, износостойкого. Однослойная плитка менее красивая и прочная.
- Внешний вид изделия – не должно быть трещин, раковин, непроформовок, скопления зерен материала и т.д. Плитка из плотного и прочного бетона предполагает сплошную равномерную структуру.
- Цвет – должен быть также равномерным и стойким. Если через сутки после воздействия воды на материал бетон все еще темный и сам камень мокрый – материал слишком пористый, с низкой плотностью, будет непрочным.
- Вертикальные полосы на торце и по бокам – говорят об оптимальной влажности бетонного раствора и долговечности камня.
- Наличие сложноустранимого руста по верхней грани, утолщения снизу – это дефекты, говорящие о большом износе пресс-формы на производстве.
- Ударная прочность – если бросить камень с высоты роста человека на ровный бетон или асфальт без усилия, камень должен остаться целым (в крайнем случае могут появиться минимальные дефекты).
- Звук при ударе – если ударить плитки друг о друга, звук должен быть звонким, а не глухим.
- Подбор влажностей слоев двуслойного материала – качественная плитка проектируются из двух слоев, каждый из которых обладает определенной влажностью. Если нужные параметры не соблюдены, части плитки могут откалываться одна от другой. Оценить параметр просто: нужно поставить плитку на торец в поддон, погрузив в воду на 2-3 сантиметра. Выждать 5 минут. Если в лицевом слое уровень подъема воды превысил половину длины изделия, качество плитки низкое.
- Наличие сертификата качества у продавца или производителя.









Вибропрессованная тротуарная плитка – качественный и красивый материал для оформления дорожек, улиц, площадей, стоянок авто и т.д. При условии выбора сделанной по ГОСТу, прочной и надежной, плитки создать оригинальное и долговечное покрытие не составит труда.
Изготовление столешницы вибропресса
Столешница станка для производства бетонных плиточных покрытий (брусчатка, тротуарная плитка) должна быть прочной и жесткой. Ее каркас делают из деталей периметра и поперечных распорок.
Все заготовки после нарезки болгаркой и торцовки укладывают на горизонтальную плоскость, сваривают электросваркой, затем обрабатываются шлифовкой швы. В процессе выполнения работ обязательно нужно следить за ровностью всех деталей. Рабочее положение каркаса такое: все горизонтальные полки швеллера либо уголка находятся сверху.
Далее нужно вырезать прямоугольник в соответствии с размерами каркаса (для этого лучше использовать листовую сталь толщиной около 8-10 миллиметров). Прямоугольник кладется сверху на каркас, аккуратно приваривается электросваркой снизу. Рабочее положение столешницы – листом стали кверху.
Производство бетонной брусчатки вибропрессованием
Вибропрессование и вибролитьё – основные способы, которые используются на заводах для производства брусчатки. Первый метод считается основным и задействуется гораздо чаще, так как именно он обладает существенными преимуществами:
- изделия, выполненные способом вибропрессования, получаются прочными и морозоустойчивыми;
- самый привлекательный аспект − низкая себестоимость продукции;
- при задействовании данного метода можно максимально автоматизировать процесс, что значительно облегчит труд и повысит производительность;
- а так же изготавливать двухслойную плитку различных цветов и оттенков.
Процесс вибропрессования осуществляется в несколько этапов:
- Приготовление бетона. Если предстоит изготовить однослойную плитку, достаточно будет и одного бетоносмесителя. Соответственно, если двухслойную – то два. Пропорции входящих в состав смеси веществ подбираются индивидуально.
- Формовка. На этом (основном) этапе материал уплотняется. Времени данный процесс занимает немного. Следом уже отформованная брусчатка отправляется на поддоны. Паллетоукладчик поднимает их и перемещает. На освободившееся место тут же устанавливают следующие.
- Сушка. Последний этап производства брусчатки. На заводах него осуществляют в специальных помещениях, в них изделия подвергаются тепловой обработке. Иногда плитку сушат прямо в производственных помещениях. При таком варианте в состав раствора включается портландцемент. Брусчатка можно снимать с поддонов и отправлять в упаковочный цех через 6 – 8 часов после завершения этого этапа обработки.
Вибропрессование отдельно подразделяется на два подвида:
- полусухое вибропрессование;
- полусухое гиперпрессование.
При первом варианте сначала к полусухой смеси добавляется щебень. Потом заполненные формы устанавливаются на вибрирующую станину, где раствор подвергается воздействию пуансона. Изготовленную таким методом брусчатку, порой, непросто отличить от настоящего камня.
При задействовании технологии гиперпрессования уплотнение смеси происходит под давлением, а не за счёт вибраций. Для изготовления плитки таким способом используется гидравлический пресс.
Благодаря шершавой поверхности вибропрессованная тротуарная плитка отлично зарекомендовала себя в качестве дорожного покрытия. Преимущества такой брусчатки нельзя не оценить в зимнее время. Изделия, изготовленные путём вибропрессования, получаются экономичными и прочными. Ввиду специфических особенностей структуры такая плитка мало подвержена разрушительному воздействию воды и открытых солнечных лучей.
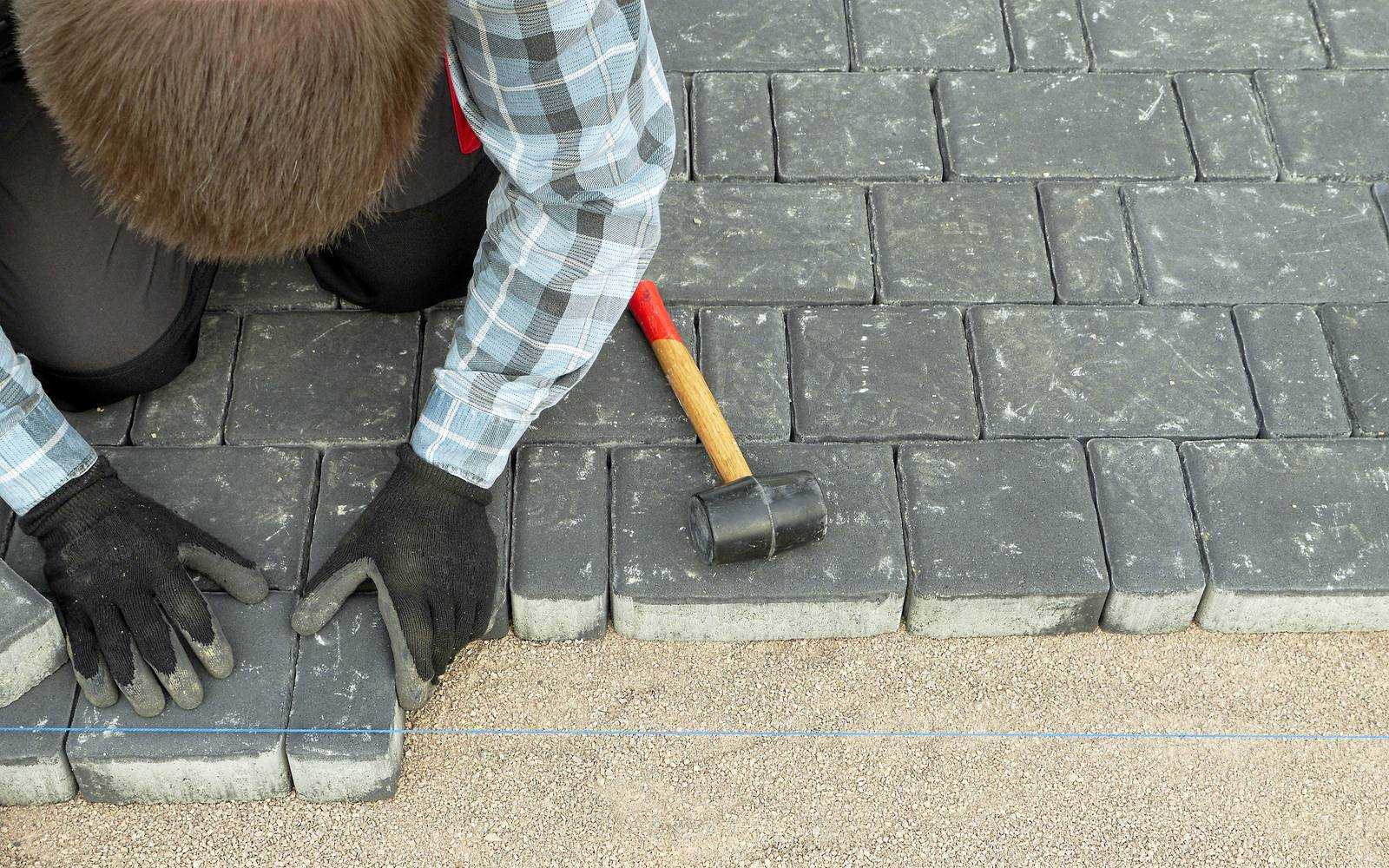
Как лучше укладывать плитку и брусчатку во дворе?
Укладку брусчатки следует производить только на подготовленную, предварительно размеченную колышками с бечёвкой поверхность, наметив уклон для водоотводных лотков. Бордюр на заезд и поребрики следует устанавливать в первую очередь.
Существует несколько вариантов укладки: на существующее бетонное основание с использованием песчано-цементной смеси или просто на песок.
Для подготовки основания для укладки следует:
- Снять слой дёрна на глубину от 20 и более см, в зависимости от грунта
- Произвести отсыпку полученной площади щебнем фракции 10-20 мм с последующей трамбовкой виброплитой массой не менее 50-75 кг
- Уложить выравнивающий слой песка толщиной 5 см, позволяющим сгладить оставшиеся неровности
- При применении цемента — разравнять песчано-цементную смесь
- Укладывать сухопрессованные брусчатки / литые плитки согласно требуемому рисунку и расцветкам
- Произвести трамбовку с обязательным использованием резинового коврика, во избежание повреждения поверхности брусчатого / плиточного покрытия
- Просыпать швы песком с цементом
Если данный перечень работ для благоустройства территории дачи кажется сложным, то можно воспользоваться услугами специалистов-профессионалов.
Требуемый набор инструментов: виброплита, угло-шлифовальная машина, алмазные отрезные диски по бетону, резиновый молоток, молоток, уровень, отвес и др.
www.trotuarnaya-plitka61.ru