
Конструкция и технические характеристики
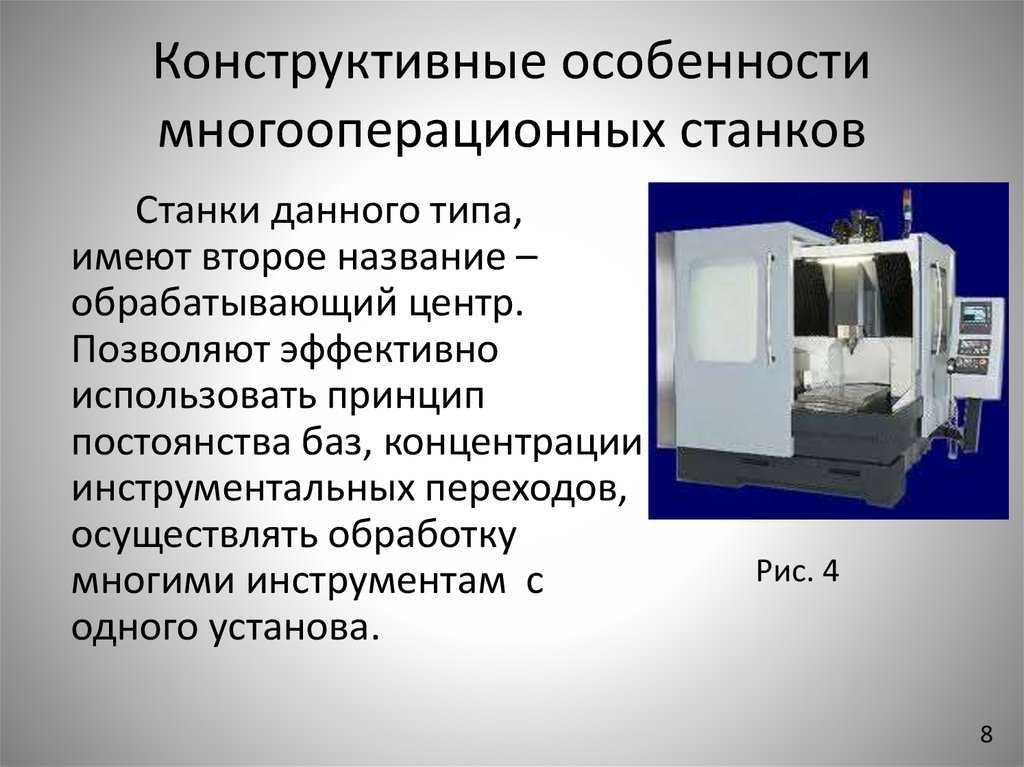
Конструкционно металлообрабатывающие центры с ЧПУ подразделяются на вертикальные и горизонтальные. Это зависит от расположения одного или нескольких шпинделей. В отдельную группу выделяют портальные центры, способные производить обработку заготовок любой сложности. Такие установки могут включать до 180 обрабатывающих инструментов и выполнять обработку крупногабаритных деталей.
Современный обрабатывающий центр – достаточно сложная инженерная конструкция. Основой является массивная литая чугунная рама. Она термически обработана для обеспечения максимальной жесткости конструкции. На раму устанавливают шарико-винтовые передачи, которые подают заготовки. Скорость подачи может доходить до 40 м/сек. с возможностью позиционирования заготовок по осям X, Y, Z и точностью до 0,010-0,005 мм.

На горизонтальные и вертикальные металлообрабатывающие центры устанавливаются универсальные револьверные головки, удерживающие 12-16 инструментов с возможностью смены всего за 0,2-0,5 секунд в различных плоскостях. А вот портальные установки отличаются не только количеством обрабатывающих инструментов, но и системой их скоростной смены, более мощными шпинделями, разнообразием сменных головок, длинными узкими столами и в целом более высокой жесткостью конструкции. В итоге это позволяет проводить на них высокоточную обработку массивных деталей.
Конструктивные особенности
По направлению перемещения шпинделя делятся на две категории: вертикальный и горизонтальный.
У станков с вертикальным перемещением шпиндель двигается вдоль оси Z, то есть вертикально. В плоскостях обозначенных координатами Х и Y располагаются направляющие. Они жёстко закреплены к станине. Это способствует повышению точности обработки. Кроме этого, в вертикальных станках предусмотрена возможность обрабатывать детали с большими массогабаритными характеристиками.
Такая система охлаждения позволяет повысить производительность центра за счёт повышения скорости вращения заготовки.
В станках, имеющих вертикальное перемещение шпинделя, применяется автоматическая смена режущего инструмента. Он может оснащаться 30 типами инструмента.
Конструктивно – это барабан револьверного типа. Горизонтальный токарный обрабатывающий центр при необходимости оснащается дополнительным оборудованием. Например, поворотными или наклонно-поворотными столами. Они превращаются в станки, способные работать в 3-х или 4-х координатах.
В обрабатывающих центрах с горизонтальным перемещением шпинделя для смены инструмента используются устройства ленточного типа. Они имеют три главных достоинства:
- Горизонтальные шпиндели имеют систему противодействия вибрациям.
- Обладают двухпаллетным рабочим столом. Добавление второй паллеты позволяет сократить время на снятие и установку заготовки.
- Применение гусеничной системы крепления инструмента позволяет использовать более двух таких колёс. В отдельных экземплярах удаётся довести количество инструмента до 120 штук.
Определение угла может достигать одной тысячной градуса. Применение этой оси позволяет проводить операции, которые невозможно осуществить на других станках. Например, изготовление коленчатых валов для двигателей, точная обработка шестерёнок, фрезерование червячных передач с высокой точностью.
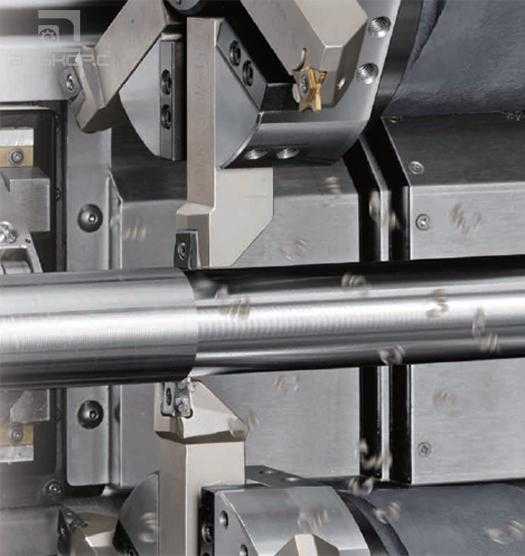
Универсальные многофункциональные токарные центры оснащены противошпиндельным приспособлением. Им заменяют заднюю бабку. Противошпиндель надёжно удерживает правую часть заготовки, не мешая её обработке.
Популярным является токарно-фрезерный станок с ЧПУ 1728f 2d. Он обладает целым рядом достоинств. К ним относятся: повышенная виброустойчивость, наличие подшипников высокой точности, установлены термосимметричные элементы, высокопроизводительная система ЧПУ. Благодаря этим элементам удаётся устранить негативное влияние деформации. Она возникает при высокой температуре во время обработки.
Обзор наиболее интересных моделей
В настоящее время ведущими зарубежными производителями металлообрабатывающих центров с ЧПУ являются Takisawa, DMTG, Yamazaki, Mazak, Trens, Milltronics, Ming Yang Machinery, Long Chang Machinery, HJM Machinery. В России – Ивановский завод тяжелого станкостроения, Стерлитамакский станкостроительный завод, Рязанский станкостроительный завод, Владимирский станкостроительный завод «ТЕХНИКА».
Если говорить об универсальном токарно-фрезерном типе, то одним из лучших производителей здесь выступает Takisawa (Япония) с серией центров LA и EX. Уникальная особенность этих центров в том, что на них легко и удобно осуществлять как токарные, так и фрезерные операции. Отлично подходят для мелкосерийного и серийного производства. Позволяют существенно снизить

В стандартную комплектацию этих установок входят: – шпиндель с прямым приводом для высокопроизводительной обработки; – встроенное охлаждение; – масляное охлаждение; – противошпиндель с полнофункциональной осью «С»; – 3-х кулачковый гидравлический патрон; – привода и система ЧПУ Fanuc (очень стабильная и надежная, получившая признание у большинства производителей); – система дискового торможения и пр.
Одни из лучших в мире фрезерных обрабатывающих центров выпускает корпорация DMTG (Китай). Серия вертикально-фрезерных установок VDL – это относительно недорогие, по сравнению с аналогами, и в то же время многофункциональные центры.
Являясь самым дешёвым вариантом для 3-х осевой (4-х осевой) обработки корпусных деталей, установки способны выполнять множество фрезерных операций.

В стандартную комплектацию обрабатывающего центра входят: – инструментальный магазин; – оптические линейки; – направляющие.
Отличительные особенности этих установок: – высокая жёсткость и стабильность; – высокоточные направляющие на всех трёх осях станка; – высокая скорость и точность шпинделя; – быстрота и надёжность системы смены инструмента; – система охлаждения; – мультифункциональная система ЧПУ Fanuc.
Из горизонтальных металлообрабатывающих центров стоит обратить внимание на установки компании Milltronics (США). Модели оснащаются двигателями различной мощности
Передача вращения от двигателя к шпинделю осуществляется путем прямого привода, ременной передачи или редуктора. Станина – чугунная, литая. Изготавливается с дополнительными ребрами, придающими конструкции повышенную
Модели оснащаются двигателями различной мощности. Передача вращения от двигателя к шпинделю осуществляется путем прямого привода, ременной передачи или редуктора. Станина – чугунная, литая. Изготавливается с дополнительными ребрами, придающими конструкции повышенную

Основное применение – обработка корпусных деталей. Если оснастить центр 4-й осью, то это позволит производить многопозиционною обработку за одну установку. Таким образом, повышается качество обработки и производительность.
Модели комплектуются большим набором дополнительных опций. Среди них автоматическая смена инструмента, поворотный стол, шпиндель с частотой вращения до 15000 об./мин. и пр.
Хорошие установки выпускают и отечественные производители. Например, токарно-фрезерный обрабатывающий центр модели 500HS Стерлитамакского станкостроительного завода (Россия). Установка с автоматической сменой инструмента предназначена для обработки заготовок из разных конструкционных материалов. Отлично подходит как для единичного производства, так и мелкосерийного, серийного.









Обрабатывающий центр способен выполнять операции наружного и внутреннего точения, сверления, зенкерования, развертывания, получистового и чистового растачивания отверстий, нарезания резьбы метчиками и фрезами, фрезерования.
Другая модель 800VHT Стерлитамакского завода – установка уже чисто токарного типа. Основное предназначение: комбинированная обработка деталей различной сложности в контурном варианте.
Нельзя не упомянуть и об универсальном токарно-фрезерном супер-центре ИС800 «Глобус» Ивановского завода тяжелого станкостроения (Россия).

Главная отличительная особенность этого обрабатывающего центра от базовых моделей – наличие наклонно-поворотного стола. Вкупе с целым рядом инновационных решений установка Ивановского завода может выполнять очень большой объем работы за короткий промежуток времени.
На какие основные параметры необходимо обратить внимание при выборе токарного станка?
- Мощность основного токарного шпинделя и развиваемый шпинделем крутящий момент: более мощный, высокомоментный шпиндель позволит повысить производительность, особенно при «тяжелой» обработке (деталей больших диаметров, обработке труднообрабатываемых материалов, обработке с большой глубиной и подачей резания).
- Максимальное число оборотов токарного шпинделя: более оборотистый шпиндель сделает обработку деталей малого диаметра более производительной по сравнению с низкооборотистым шпинделем, так как позволит в полной мере реализовать возможности современного металлорежущего нструмента.
- Размеры рабочей зоны: максимальный обрабатываемый диаметр, устанавливаемый диаметр заготовок, расстояние между центрами.
- Размер шпинделя: диаметр передней опоры шпинделя, а также проходного отверстия в нем: больший диаметр проходного отверстия в шпинделе позволит работать с прутковой заготовкой большего диаметра, а больший типоразмер шпинделя обеспечивает большую допустимую массу устанавливаемой заготовки.
- Величины рабочих и ускоренных подач по всем осям станка.
- Тип направляющих: направляющие скольжения или направляющие качения, размеры направляющих.
- Точность позиционирования и повторяемость по осям.
- Общая масса оборудования, как косвенный критерий жесткости оборудования: выше масса – выше жесткость и производительность.
- Наличие дополнительного оборудования: система автоматической привязки инструмента и обмера детали, система подачи СОЖ под требуемым давлением, мониторы нагрузки, системы гашения вибрации, системы компенсации температурных расширений.
- Современная система ЧПУ: удобный графический HMI-интерфейс, системы графической симуляции обработки в реальном времени, системы контроля и предотвращения столкновений, а также возможность подключения станка к MES-системе.
Перечень моделей станков, выпускаемых ПЗМЦ
Серия Протон Т — токарные, токарно-фрезерные обрабатывающие центры повышенной жесткости с ЧПУ созданы для тех, кому нужны станки для ежедневной, нагруженной работы в режиме 24/7. Точные и надежные — они обеспечивают высокую производительность и обладают отличными мощностными характеристиками.
На станках с равной эффективностью выполняются токарные работы, сверлильные, расточные и фрезерные операции.
Серия Фаэтон Т — токарные металлообрабатывающие центры — младшая серия станков ПРОТОН Т. Станки имеют облегченную станину и сконфигурированы под направляющие качения. Комплектация станков оптимальна и подобрана таким образом, чтобы обеспечить современным, производительным станком предприятия, которые пока не располагают крупными средствами для инвестиций в производство.
Серия Фотон Ф — вертикально-фрезерные центры с ЧПУ — это прекрасное соотношение, цены, надежности и производительности. Жесткая конструкция станины, высокий крутящий момент обеспечивают высокопроизводительную фрезерную обработку большинства типов сталей и сплавов
Фаэтон Т630П Скоростной токарный обрабатывающий центр
Фаэтон Т500П Скоростной токарный обрабатывающий центр
Протон Т400 Скоростной токарной обрабатывающий центр повышенной жесткости
Протон Т320 Скоростной токарной обрабатывающий центр повышенной жесткости
Протон Т250 Скоростной токарной обрабатывающий центр повышенной жесткости
Протон Т160 Скоростной токарный обрабатывающий центр повышенной жесткости
Протон Т800Л Лоботокарный обрабатывающий центр повышенной жесткости
Протон Т800 Высокоточный токарный обрабатывающий центр повышенной жесткости
Протон Т630 Высокоточный токарный обрабатывающий центр повышенной жесткости
Протон Т500 Высокоточный токарный обрабатывающий центр повышенной жесткости
Протон Т630РФ Скоростной токарно-фрезерный обрабатывающий центр повышенной жесткости
Протон Т500РФ Скоростной токарно-фрезерный обрабатывающий центр повышенной жесткости
Протон Т400РФ Скоростной токарно-фрезерный обрабатывающий центр повышенной жесткости
Протон Т320РФ Скоростной токарно-фрезерный обрабатывающий центр повышенной жесткости
Протон Т250РФ Скоростной токарно-фрезерный обрабатывающий центр повышенной жесткости
Протон Т160Ф Скоростной токарно-фрезерный обрабатывающий центр повышенной жесткости
Протон Т630РYSМ Скоростной токарно-фрезерный обрабатывающий центр повышенной жесткости с осью Y
Вертикальные фрезерные центры
Фотон Ф9 Вертикальный фрезерный обрабатывающий центр
Фотон Ф8 Вертикальный фрезерный обрабатывающий центр
Фотон Ф7 Вертикальный фрезерный обрабатывающий центр
Фотон Ф6 Вертикальный фрезерный обрабатывающий центр
Фотон Ф5 Вертикальный фрезерный обрабатывающий центр
Фотон Ф4 Вертикальный фрезерный обрабатывающий центр
Фотон Ф3 Вертикальный фрезерный обрабатывающий центр
Фотон Ф2 Вертикальный фрезерный обрабатывающий центр
Фотон Ф1 Вертикальный фрезерный обрабатывающий центр
Рубикон ООО
Модернизация
Развитие промышленности заставляет модернизировать даже суперсовременные обрабатывающие центры. Касается это, прежде всего, повышения точности, производительности с сохранением при этом жесткости всей конструкции.
Появляются десятки дополнительных опций. Например, установка автоматической подачи прутка и уловителя детали позволяют сделать процесс точения мелких заготовок абсолютно автоматизированным. Повысить производительность поможет установка дополнительного шпинделя на место задней бабки. Таким образом, второй торец заготовки возможно обрабатывать без ее перестановки в станке.
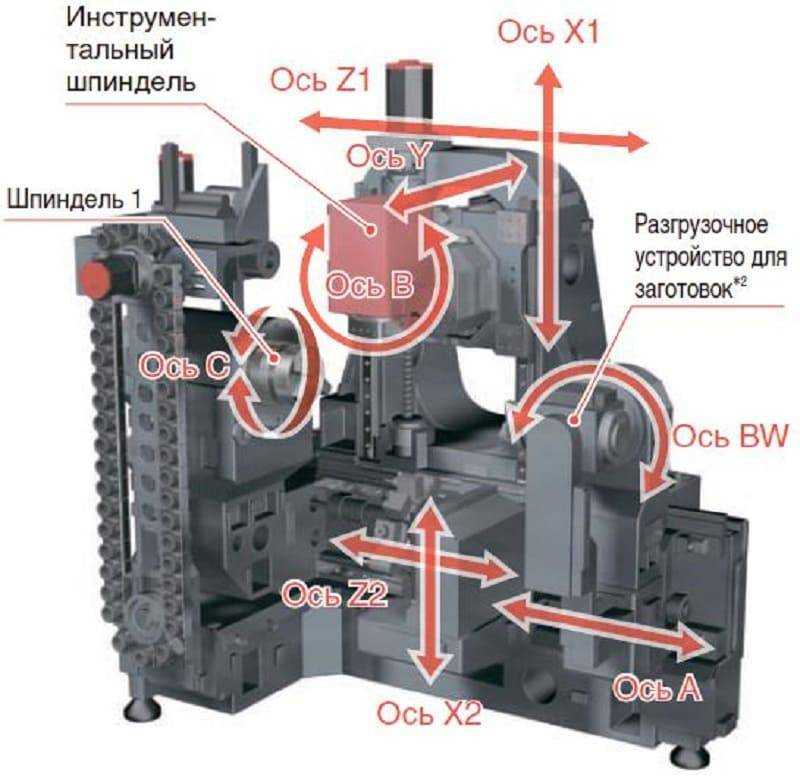
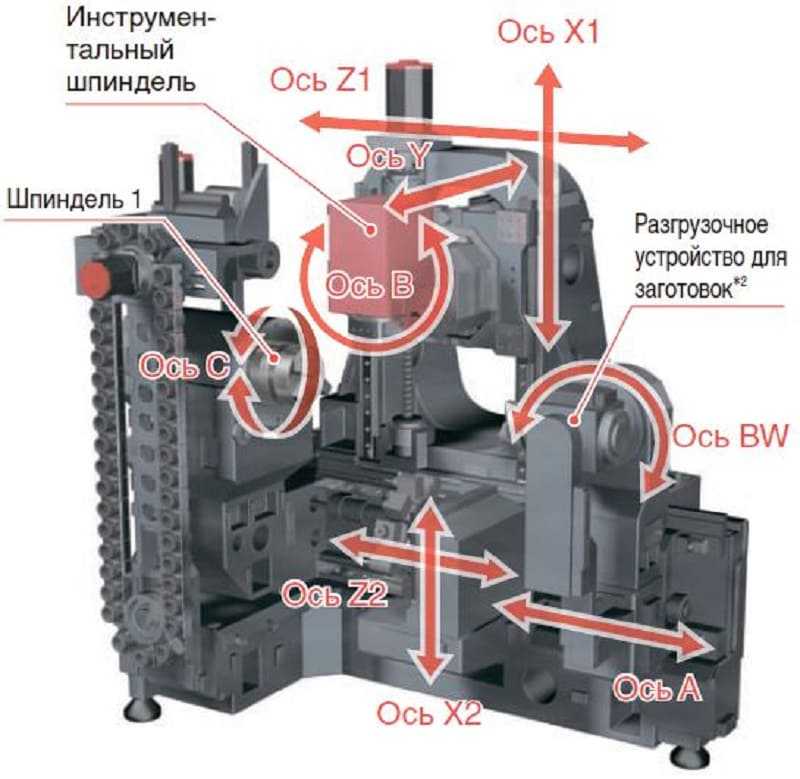
Очень полезная опция – возможность позиционирования шпинделя по оси С с установкой привода вращения инструмента. Это дает возможность проводить сверление и нарезку резьбы на боках детали. А фрезерование сложных кривых на боковых поверхностях осуществляется при установке головки на перемещение по оси Y.
Вообще, производители обрабатывающих центров всё больше стремятся создавать узконаправленные установки. То есть с технологическими возможностями под конкретную отрасль промышленности. Так, наряду с токарно-фрезерными центрами, отдельно выпускается оборудование фрезерного и токарного типа.
Инструмент
Станки с ЧПУ по металлу часто оснащаются магазинами для инструмента. Каждая ячейка калибруется перед выполнением программы по технологии реза. Вычислительные центры самостоятельно способны вставлять требуемый инструмент в шпиндельный узел. Последовательность смены задает наладчик. Магазины могут содержать 20, 40 и более позиций для каждого вида обработки деталей.

Магазин для инструмента снабжается собственным контроллером, облегчающим способы вывода из аварийных ситуаций. Для токарной обработки оборудование оснащается револьверными головками с несколькими позициями для резцов. Смена последних происходит путем вращения диска головы.
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.








Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.
Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Возможности многоосевых систем
Обрабатывающий центр по металлу с ЧПУ способен проводить одновременную обработку детали с различных сторон. Скорость производства сокращается вдвое, повышается рентабельность, а соответственно, снижаются трудозатраты при той же стоимости изделия для потребителя. Сложные машины могут проводить как токарную, так и фрезерную обработку.

Обрабатывающий центр по металлу с ЧПУ выбирают согласно техническому заданию, которое составляют десятки работников. Здесь учитывается возможность станка производить загрузку, выгрузку детали в автоматическом режиме, вид обработки, охлаждения
Также во внимание берется тип материала заготовки и жесткость конструкции станка
Обрабатывающий центр по металлу с ЧПУ может иметь интерфейсы для отправки отчетов на верхний уровень, возможности создавать программы в единой среде предприятия, а также учитывает способ удержания заготовки. Так, для длинных деталей устанавливается противошпиндель, а широкие изделия зажимаются в специальные кулачки.
Не забывают о подаче деталей в станок. Это может быть координатный робот либо податчик под специальные прутки. Часто выбирают под многоцелевые токарно-фрезерные работы версии оборудования с крепежными столами, на которые устанавливаются универсальные крепежные основания.
Горизонтальный обрабатывающий центр
В ряде случаев вследствие конструктивно-прочностных особенностей заготовок, а также особенностей их обработки, и необходимости отвода охлаждающей жидкости и стружки из области резания, более целесообразно использовать горизонтальные обрабатывающие центры. В таком случае горизонтальное расположение шпинделя более удобно, а в некоторых случаях без него просто не обойтись.
 Главные преимущества таких станков перед вертикальными:
Главные преимущества таких станков перед вертикальными:
- вследствие горизонтального положения шпинделя стружка не накапливается в большом объеме в зоне обработки. Горизонтальные шпиндели выполнены по более жесткой схеме, в них присутствует система противодействия вибрациям, к примеру, пневматическая
- двух-паллетное выполнение рабочего стола вместе с 4-й координатой: вращением в горизонтальном направлении с шагом 1° или 0,001°. Присутствие второй паллеты дает возможность экономить время на снятие и монтаж заготовок. Этот момент очень важен в массовом производстве, а благодаря повороту стола получается обработать все боковые стороны изделия
- возможность реализации сменщика инструмента в форме «гусеничной» конструкции. Если применяется не 2 гусеничных колеса, а больше, — «гусеница» может отличаться сложной формой, вследствие чего в малом объеме размещается большое количество инструмента: 40, 90 и4 даже 120 позиций.
Как вертикальные, так и горизонтальные обрабатывающие центры осуществляют комплексную обработку корпусных деталей не только из древесины, но и из черных и цветных металлов.
Высокопроизводительное оборудование для металлообработки
Металлургическая промышленность на сегодняшний день является одной из самых требовательных, как по потреблению различного сырья, так и по использованию различного технологичного оборудования. Для того чтобы обрабатывать черные и цветные металлы, необходимо точное высокопроизводительное оборудование. Такие агрегаты в наше время производятся с помощью применения передовых методов и комплексной автоматизации процессов, что гарантирует высокое качество каждой единицы произведенного продукта. Основным на данный момент преимуществом металлообрабатывающих станков, которое позволяет с высокой точностью и производительностью выполнять работу, является обладание модулями числового программируемого управления (ЧПУ), а также инструментами, дающими возможность обрабатывать металлическую заготовку в 4-х координатах с точностью позиционирования до 0,001 мм.
В настоящее время существует такой список высокопроизводительного оборудования, которое повсеместно применяется в металлургической промышленности:
Оборудование для резки и обработки металла:
- агрегаты, использующие способы лазерной, плазменной и электрофизической обработки;
- станки разных размеров и производительности, которые применяют числовое программное управление, выполняют работу в ручном, автоматическом или полуавтоматическом режиме;
- режущие лезвийные инструменты и абразивы, созданные при помощи алмазного напыления и сверхтвердых материалов;
- токарные и фрезерные станки с ЧПУ.
Кузнечное оборудование и разнообразные прессы:
- гидравлические и механические прессы;
- агрегаты для сгибания и правки металла;
- ковочные машины и кузнечно-прессовые автоматизированные станки с ЧПУ.
Оборудование для литья и плавки металла:
- различные плавильные печи: индукционные, электродуговые, газовые, муфельные;
- литейные машины с горячим и холодным прессованием;
- литейные автоматы, установки и комплексы, которые оборудуются литейными роботами, поворотными столами, роботами-манипуляторами, литейными каруселями;
- литейные ковши, которых существует огромное количество, разнящееся по форме, вместительности, способам заливки и управления и передвижения.
Общее оборудование:
- аспирационные и вентиляционные системы;
- краны и подъёмники;
- различные магнитные сепараторы;
- электрическое оборудование, необходимое для оснащения станков электричеством: конденсаторы, трансформаторы, предохранители и т.д.
Для всех желающих ознакомиться поближе с высокопроизводительным оборудованием в сфере металлургии уже в ближайшее время с 15 по 19 мая будет проводиться выставка «Металлообработка-2017», которая разместится в стенах ЦВК «Экспоцентр».
Источник
Типы металлообрабатывающих центров
Фрезерные обрабатывающие центры
Оборудование обрабатывает заготовки с помощью фрезы с высокой точностью и безукоризненным качеством. При этом нарезка втулок, муфт, колец, зубчатых колес, гаек и прочих деталей осуществляется вне зависимости от поверхности (фасонной или плоской).
Сама фреза – это многолезвийный инструмент с зубьями. Они в свою очередь могут иметь различные формы (дисковые, угловые, со сферической головкой и пр.) и крепятся в шпинделе разными способами. Материал, из которого делают режущую часть – алмаз, твердый сплав, быстрорез. Многие производители, кстати, используют сплавы собственной разработки, которые держатся в секрете.
Существуют три больших группы фрезерных металлообрабатывающих центров: универсальные, горизонтальные и вертикальные.
Универсальные используются для обработки легких и небольших заготовок как в единичном, так и серийном производстве. Оборудование позволяет фрезеровать горизонтальные, вертикальные, винтовые и фасонные поверхности. Шпиндель при этом расположен горизонтально, а стол перемещается под разными углами.
Горизонтальные центры не оборудованы поворотным механизмом. Стол с заготовкой двигается только параллельно или перпендикулярно относительно оси шпинделя.








Вертикальные установки оборудованы вертикально расположенным шпинделем. Стол перемещается перпендикулярно к оси шпинделя. Некоторые модели оснащены поворотным механизмом, что расширяет технические возможности центра.
Токарные обрабатывающие центры
Установки этого типа крайне востребованы в отраслях, где первостепенное значение отдается производительности. Токарные центры – это металлорежущее оборудование для комплексной обработки различных поверхностей и разными способами: фрезерование, сверление, расточка и пр. На них изготавливают множество деталей из стали, алюминия, меди, бронзы, латуни и других металлов. Установка в базовой комплектации способна проводить обработку в трех координатах, но возможно расширение до четырех и даже пяти осей.
Принцип действия установок сводится к следующему: с установленной в патрон заготовки режущий инструмент снимает стружку. При этом деталь во время обработки имеет возможность вращаться как в одну сторону, так и попеременно (по часовой и против).
Для единичного производства используют универсальные токарные установки. В серийном же востребованы револьверные центры. У последних процесс обработки автоматический. Оператор лишь задает нужную программу и подбирает материал.
В новейших моделях всё чаще используются лазерные технологии. Такие установки обладают рядом преимуществ. Во-первых, большей скоростью обработки, а во-вторых, наивысшей безопасностью.
Токарные металлообрабатывающие центры подразделяются на ряд подтипов: с приводным инструментом, с контршпинделем, с приводным инструментом и контршпинделем, с осью Y, с задней бабкой и токарные автоматы.
Принципы работы обрабатывающего центра
Различают следующие виды ОЦ:
Вертикальный ОЦ
В нем, в отличие от обыкновенного консольного фрезерного станка, по вертикальным направляющим колоннам перемещается шпиндель. Стол неподвижен и опирается на станину. Такая жесткая конструкция обеспечивает более высокую точность обработки.
В систему охлаждения жидкость поступает через шпиндель или внешние каналы на режущий инструмент и затем на заготовку. Охлаждение через шпиндель позволяет работать на повышенной скорости и показывает более высокую точность обработки.
Для замены режущего инструмента в вертикальном ОЦ используется барабан круглой формы. Емкость в пределах от 24 до 30 инструментов отграничена исключительно глубиной станка. Если же установить ленточный сменщик, то количество режущего инструмента можно увеличить.
Горизонтальный ОЦ
Такой станочный комплекс используется, если требуется отвод стружки и охлаждающей жидкости из зоны резания. Горизонтальный шпиндель обеспечивает следующие преимущества:
стружка не заполняет зону обработки;
противодействие вибрации;
рабочий стол состоит из двух паллет, это позволяет существенно экономить время на установку заготовки и снятие готовой детали, что немаловажно при массовом производстве;
поворотный стол обеспечивает обработку изделия со всех сторон;
возможность установки гусеничного сменщика режущего инструмента. Лента с более чем двумя гусеничными колесами может иметь сложную форму при небольшом объеме
В результате количество режущего инструмента в горизонтальном ОЦ может достигать 120 единиц.
Токарный ОЦ
Чтобы обрабатываемые детали соответствовали заданным параметрам, в токарном ОЦ используется специальная оснастка:
- для предотвращения заклинивания — упорный наконечник;
- для фиксации полых торцов заготовки — грибовидный наконечник;
- для торцовки заготовки — полуцентр, который крепится к задней бабке.
Обработка на обрабатывающем центре
Вертикальные и горизонтальные обрабатывающие центры сочетают в себе функциональные возможности фрезерных и токарных станков. Это позволяет обрабатывать все поверхности, включая глухие пазы и торцы, сверлить отверстия, выполнять такие операции, как обработка ребер, снятие фасок, нарезка резьбы, обработка приливов и т. д.
Обрабатываемые заготовки могут быть изготовлены из самых различных материалов. Это не только традиционные цветные и черные металлы, дерево, но и композитные материалы, пластики, камень натуральный и искусственный, оргстекло и т. д.
На столе обрабатываемая заготовка крепится с помощью универсальной системы, обеспечивающей прецизионную точность. Запас хода рабочего стола обеспечивает простую загрузку обрабатываемой заготовки и быструю выгрузку готовой детали.
Обрабатывающие центры выполняют множество операций, но это вовсе не усложняет управление. Программное управление осуществляется посредством импортируемых STL-файлов. Вся электроника располагается на отдельной стойке, защищена от воздействия вибрации и перегрева. Вынесенный пульт управления обеспечивает безопасность и дистанционный доступ к функционалу.