

Приспособления
![]()
По принципу осуществления работы все пистолеты можно разделить на такие типы:
- Элетростатические. Их применение дает возможность сформировать максимальное тонкое покрытие (от 30 до 250 микрон). Их можно использовать при обработке оснований и изделий любых конструкций. При необходимости без труда можно осуществить замену одной краски на другую. Что удобно, так это то, что перед проведением работы детали нет необходимости нагревать. Но стоимость таких моделей отнюдь не дешевая.
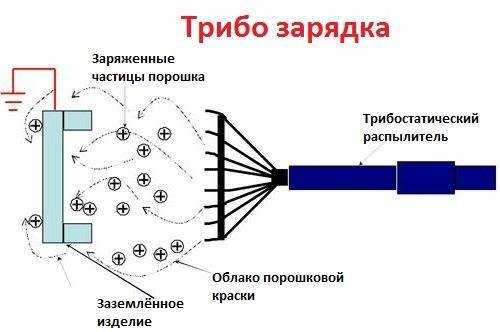
- Трибостатические. Такие оборудования не содержат в себе генератора частичек. В этом случае заряд формируется за счет того, что частички красителей трутся друг об друга. К достаточно серьезным минусам такого типа оборудования можно причислить проблемы чрезмерно уровня величины заряда, в связи с чем достаточно часто нужно проводить регулировку первичных красителей.
- Флюидизированные. Приспособления данного типа в большинстве случаев используются с целью сформировать покрытие в виде наслоения одного пласта на другой. За счет такого наслоения образуется достаточно плотное и прочное покрытие (до 250 микрон). Также такая методика порошкового окрашивания дает возможность по большому счёту постоянно следить за тем какой толщины напыление будет по завершении. К минусам использования таких агрегатов можно причислить достаточно высокий расход красителей, то что перед началом покраски изделия нужно в обязательном порядке нагреть и хорошо высушить, и также невозможность работать с поверхностями и изделиями сложной формы.
4 Как покрасить оцинкованный лист – применяемые технологии
Сейчас произвести окраску оцинковки можно следующими методами:
- пневматическая покраска;
- комбинированная;
- электростатическая;
- безвоздушная.
Пневматический способ подразумевает применение особого пневматического распылителя, который использует для своей работы сжатый воздух. Если грамотно подобрать скорость подачи краски, форму распыляющего факела, соотношение скорости воздуха и потока окрашивающего состава, можно добиться идеальной поверхности. Но далеко не всегда все эти факторы может правильно учесть даже опытный профессионал. Кроме того, пневматический способ считается малоэкономичным и не экологичным, так как при распылении краски формируется плотный лакокрасочный туман.
Технология порошковой окраски авто
Перед нанесением металлическая поверхность детали тщательно зачищается и обезжиривается. При прохождении каналов в распылителе для порошковой покраски, частицы краски электризуются от внешнего источника или же получают заряд при трении. Далее за счет образования электрического поля они попадают и закрепляются на металле, который имеет противоположный заряд. Те частицы порошкового материала, которые не фиксируются на поверхности, отбираются в окрасочную напылительную камеру, и могут быть повторно использованы для окрашивания деталей. Далее обработанная кузовная деталь перемещается с помощью специальных стендов в камеру для полимеризации и сушки. В результате получается надежный слой ЛКП, который по характеристикам значительно опережает простые эмали.
Сам процесс полимеризации происходит за счет помещения стенда с закрепленной деталью в специальную камеру, где происходит нагрев материала до стадии плавления. После этого в случае использования термореактивных материалов то идет процесс медленного отвердения, если же в работе термически пластичные составы, то обеспечивают процесс охлаждения детали.
В конечном итоге на обрабатываемой поверхности создается плотная пленка, которая не только внешне украшает деталь, но и хорошо защищает его от коррозии, и достаточно устойчива к механическим повреждениям.
Принцип работы инструмента
Суть работы данного оборудования можно разделить на три основных шага:
- В пульверизатор насыпают краску и подключают оборудование для электризации частиц материала. Заряд они получают при прохождении каналов распылителя.
- Обрабатываемую деталь заземляют.
- Наносят заряженные частицы краски на металлическую поверхность.
Помимо самого краскопульта для порошковой покраски в линию обработки входит определенный набор узлов, список которых ниже.
- емкость для порошковой краски.
- стенды для крепления изделий, с крепежными зажимами и крюками.
- автоматические линии для перемещения стендов в камеру для последующей обработки.
- напылительная камера.
- циклон для придания заряда частицам краски.
- фильтры.
- разгрузочная камера.
- камера для нагрева и полимеризации порошкового материала.
- вентиляция.
- осветительные приборы.
- компрессор.
Если говорить о схеме самого пистолета для порошковой краски, то она следующая:
- Канал подачи воздуха.
- Линия для подачи краски.
- Заряжающие поверхности.
- Заземление.
- Порошковая смесь.
- Головка для распыления готового состава на металлическую поверхность.
Виды краскораспылителей
В зависимости от технологии, которая лежит в основе такого инструмента можно выделить несколько основных видов оборудования.
- Электростатический пистолет для порошковой покраски. С помощью данного устройства можно наносить очень тонкий слой материала 30-250 мкм. Хорошо обрабатывает не только ровные поверхности, но и рельефные формы детали. Характеризируется экономным расходом краски и легкостью обслуживания. Но главный минус – это высокая цена. При обработке поверхность не нужно предварительно разогревать. Для заряда частиц материала используют электрические генераторы.
- Трибостатический пистолет. Также часто используется при работе с порошковой краской. В этой технологии процесс электризации частиц краски происходит за счет трения их друг об друга. Тут не подключают специальных генераторов для заряда. Из недостатков можно выделить проблемы с набором нужной величины заряда частицами и зависимость от влажности в самом рабочем помещении. Такие факторы могут сказаться на плохом осаждении частиц краски на металлической детали, что приведет к повышению расхода материала, и снижению качества самого покрытия.
- Флюидизированный. Данная технология заключается в том, что деталь предварительно нагревают, после чего наносят краскопультом порошок, далее он расплавляется, образуется пленка и идет процесс сушки. Так можно накладывать несколько слоев краски. Таким подходом пользуются редко, да и реставрирую в основном ровные поверхности.

Важный момент! При работе с порошковыми красками используйте средства личной защиты, такие как перчатки, очки, респиратор и одежда с длинным рукавом. Связанно это с тем, что этот материал имеет в своем составе вредные вещества, среди которых: свинец, кадмий, отвердитель триглицилизоцианурат, аллергены, эпоксидные смолы.
Оборудование
Разработано несколько принципов работы оборудования для порошковой покраски. (См. также статью Краска для каминов и печей: особенности.)
Классификация
По принципам работы оборудование классифицируется следующим образом:
Электростатическое. Данное оборудование позволяет создавать очень тонкое покрытие – от 30 до 250 микрон, а, кроме того, из преимуществ отметим:
- можно окрашивать детали любой сложной конфигурации;
- простота оборудования и невысокие затраты на его обслуживание;
- возможность оперативного изменения цветов краски;
- нет необходимости в предварительном нагреве деталей;
Главным недостатком этого оборудования является его стоимость, которое выше, чем у конкурентов.

Полный комплекс оборудования для покраски порошком – включает в себя обязательно и «предбанник» для подготовки рабочих поверхностей и линию их подачи в камеру
Трибостатическое. Это оборудование не использует генератор частиц, которые создаются давлением воздуха, но это не мешает краске увереннее проникать в глубокие выемки деталей. Из недостатков отметим:
- более сложный характер обеспечения достаточной величины заряда частиц, поэтому часто требуется регулировка первичного красящего состава;
- уровень зарядки зависит от влажности окружающего воздуха (поэтому очень популярен в северных странах, где не так сильно «прыгает» влажность, а летом температура более умеренная);
- уменьшение заряда по мере непрерывной работы оборудования;
- порошок осаждается не так активно, как в оборудовании, использующем электростатический метод.
Флюидизированное. Такое оборудование наносит краску слоями, что позволяет:
- наносить довольно толстые слои краски за один цикл обработки – это главное, почему метод и оборудование на его основе в ходу; толщина в 250 микрон считается уже достаточно толстой;
- точнее контролировать толщину создаваемого покрытия;
- невысокая стоимость подготовки к работе и последующей эксплуатации.
Из недостатков отмечаем:
- большой расход порошка;
- необходимость предварительного нагрева детали и даже тщательно просушена;
- исходные детали должны иметь несложную форму, в противном случае не избежать непрокрасов.
- обрабатывать можно только те виды металлов, которые обладают достаточной устойчивостью к высоким температурам. (См . также статью Краска для кухни: как выбрать.)

На фото пистолет для порошковой краски в действии – очевиден значительный перерасход материала и необходимость опыта нанесения

Портативный вариант пистолета, принцип работы которого ничем не отличается от принципа работы водного детского пистолета, хотя инструкция и прилагается, тут не обойтись без электросети
Примеры
Предлагаем вашему вниманию две модели аппаратов для ручной порошковой покраски, обе выпускаются по лицензии в Турции.
- далее – изделие позволяет работать с красками очень широкого диапазона, в том числе такими проблемными как металлик и антик;
- первое – цена, которая с июля 2014-го упала к ноябрю с 87500 рублей до 70000;
- Promaks CM-10: краска подаётся непрерывно и стабильно, что обеспечивает завидную равномерность создаваемого покрытия;
- простота эксплуатации;
- возможность окраски стекла и керамики;
среди технических особенностей:

Камера для порошковой покраски; идеальная чистота – главная отличительная черта любого места работы с представляемым материалом
- заземление порошкового шланга;
- ручная настройка всех электрических параметров работы;
- контроль и регулировка расхода всех материалов и объема подаваемого воздуха;
- заряд производится напряжением в 100 кВ, что обеспечивает заряд всех известных видов порошковой краски;
- форсунки запатентованной конструкции обеспечивают идеальный прокрас даже предельно сложных мест;
- приспособление для быстрой смены цвета;
- встроенная система сброса давления;
- фильтр тонкой очистки;
- средний расход порошка – 150 гр на кв.м;
- входной напряжение на пистолете – 10 В;
- максимальный выходной ток – 130 мкА;
- работа от стандартной сети в 220 В / 50 Гц.
Изделие признаётся одним из лучших при больших объёмах работ.
Promaks 2CM-10:
- эта модель дороже почти в два раза – в ноябре 2014-го цена составляет 130000 рублей (в июле – 151000);
- среди отличительных особенностей:
- второй модуль управления;
- второй пистолет и соответствующий набор шлангов и проводов;
- уменьшенный расход порошка – 120 гр на квадрат. (См. также статью Как покрасить окна своими руками.)

Более совершенная модель Promaks 2CM-10 (см. характеристики в тексте)









Собирается мини устройство орального распыления
Объем переносимого КМ зависит от диаметра трубок. Распылитель рассчитан на работу с жидкой краской. Покрытие не всегда получается качественным. Могут быть подтеки. Это мини устройство, которое быстро собирается своими руками для покрытия небольших площадей и деталей.
Конструкция собирается из деталей:
- ручка гелиевая или шариковая;
- в качестве резервуара используется банка или бутылка небольших размеров;
- пенопласт, можно заменить бруском из дерева размером 5х2х1 см;
- наждачка;
- термопистолет.
![]()
- Ручка разбирается на корпус (для прохождения потока) и стержень (для выхода КМ).
- Зауженный носик стержня расширяется до 3 мм диаметра.
- Вытаскивается из носика стержня шарик. Нужно потереть наждачкой до тех пор, пока он не деформируется и выпадет.
- Удаляется чернильная масса.
- Под углом 90 о обе трубки соединяются в одной точке. Для закрепления положения используется деталь, напоминающая спичечную коробку. По горизонту занимает положение корпус ручки, по вертикали – стержень (канал для движения КМ). Возможно установка выходных отверстий будет корректироваться. Поэтому сразу прочно закреплять трубки не нужно. Достаточно использовать скотч.
- Выполняется распыление.
Устройство работает по принципу: КМ вытягивается из емкости по трубке за счет воздуха который пролетает над ней. Небольшое количество красителя разбивается на мелкие частицы под напором воздушных масс и пролетает вперед.
Особенности покраски колесных дисков автомобиля порошковой краской: преимущества и оборудование
Технология восстановления поверхности при помощи порошковых красок довольно популярна. Специалисты объясняют это целым рядом положительных моментов от применения данной методики:
- Долговечность и устойчивость к механическим воздействиям и химическим реагентам.
- Порошковая покраска дисков своими руками на видео вполне доступна и требует минимального расхода материалов.
- Возможность создания краски любого оттенка.
Однако вариант практически нереализуем в домашних условиях, потому что существует технологическая необходимость в специальном оборудовании:
- Покрасочная камера.
- Электростатический пистолет-пульверизатор.
- Сушильная печь.
Соответственно потребуется компрессор и надежный источник электропитания, причем, желательно трехфазного типа. Тем не менее, есть мастера, которые смогли оборудовать рабочее место из подручных средств, например, в качестве печи они используют духовые шкафы бытового назначения. Насколько это оправдано при единичном использовании, каждый судит сам, но вполне очевидно, что суммарная затратность мероприятия слишком велика.
Отсюда напрашивается вывод – восстановление внешнего вида колес при помощи аэрозольного баллончика представляет собой самый оптимальный вариант. Однако речь пойдет не о нем, ниже рассмотрим, что представляет собой покраска колесных дисков порошковой краской и основные нюансы метода.
Оборудование для проведения работ
Основной недостаток порошкового метода окраски заключается в довольно сложной технологии и дорогом оборудовании, хотя, в определенных случаях допускается использование бытовых приспособлений:
- Покрасочная камера для сухого напыления должна быть оборудована рекуператором, который собирает остатки порошковой краски. В последующем их используют повторно. В бытовых условиях наши «самоделкины» приспособились использовать обычный пылесос циклонного типа.
- Пескоструйный аппарат для очистки поверхности абразивно-воздушной смесью. Возможно применение самодельных приборов или, в крайнем случае, ручная очистка наждачной бумаги соответствующей зернистости.
- Компрессорная установка, которая способна обеспечить рабочее давление до 5 атмосфер для обеспечения работы «пескоструя» и покрасочного пистолета. Обязательно наличие маслоуловителя и фильтра с сорбентом для подготовки сжатого воздуха.
- Трибостатический или электростатический пистолет для распыления краски. Первый подходит для работы только с эпоксидным пороком, а второй — со всеми типами порошковых красок. Встречаются самодельные варианты, например, сделанные на основе пластиковой бутылки и металлической крышки.
- Сушильная камера с вытяжкой, обеспечивающая температуру 200°C.
- Мощная электросеть с заземлением.
На всех видео для качественной и эффективной покраски дисков своими руками рекомендуется купить или взять в аренду хороший покрасочный пистолет. Не имея практики, впервые связываться с изготовлением самодельного прибора не желательно, так как этот процесс может занять массу времени, и его результат не гарантирует стопроцентной реализации.
Базовые материалы
При окраске автодисков применяют следующие виды порошковых красок:
- Полиэфирные – покрытия устойчивы к коррозии и суровым атмосферным условиям.
- Эпоксидные – слой этой краски особо стоек к щелочной и кислотной среде.
- Полиуретановые – покрытие сохраняет свой первозданный вид даже после абразивного воздействия, а также устойчиво к маслам и растворителям.
- Силиконовые – особо устойчива к воздействию высоких температурных режимов.
На рынке представлено большое количество продукции, с помощью которой несложно подобрать нужный цвет, фактуру (глянцевая или матовая), а также структурный тип полимерной поверхности (шагрень, антик и т.д.). Наиболее популярны следующие марки красок:
Гамма цветов, которая распространена в России, определена нормативом RAL, но производители предлагают и ряд красок других стандартов.
При отсутствии пескоструя можно применить дрель с насадками, впрочем, как и при окраске штампованных автодисков ; поможет в таком случае и наждачная бумага с разными абразивными номерами (Р200-Р600). Для обезжиривания понадобится растворитель и специальные салфетки.
Преимущества и недостатки
Этот метод покраски металлических деталей обладает определенными преимуществами:
- Минимальный объем отходов. При использовании оборудования высокого качества можно повысить эффективность до 100%.
- Повышение качества санитарно-гигиенических рабочих условий. Эта технология признана экологически чистой и безопасной для человека. Даже при нагреве материалов в печи концентрация вредных компонентов ниже нормы.
- Не требуются растворители. Это сводит к минимуму число пор на металлической поверхности, снижает степень усадки.
- Выгода. Покрасочный процесс при использовании порошковых составов требует не более 30 минут на весь цикл, при этом получается отличный результат, ведь слой получается толще, чем при традиционной покраске. Экономятся не только вещества, но и снижаются объемы площадей для производства, расходы на упаковку продукции.
- Поверхность обретает устойчивость к механическим воздействиям. Покрытие на базе порошкового красящего вещества обеспечивает полноценную и надежную защиту металлоизделия от коррозии и УФ излучения.
- Богатая гамма цветов. В палитре порошковых красящих веществ насчитывается более 5000 оттенков.
- Безопасность. Падает показатель взрывоопасности и пожарной опасности на предприятии.
У порошковой покраски металлоизделий есть несколько минусов:
- Плавление порошкообразного вещества реализуется при высокой температуре. Требуется обязательная обработка при показателе от 150 градусов, что сильно ограничивает область применения полимерного покрытия. Запрещается наносить его на дерево и пластики, так как они воспламеняются от нагрева.
- Краску не получается наносить тонким слоем.
- Оборудование имеет ограничение при эксплуатации. Крупная деталь не влезет в малую печь для окрашивания, а для окрашивания и полимеризации мелких дателей не выгодно пользоваться крупной печью.
- Для запуска новой линии требуются немалые вложения.
- Дефекты покраски нельзя устранить локально. При получении неудовлетворительного результата требуется полностью перекрашивать изделие.
- Не делается колеровка. Для работы доступны только заводские окрашивающие составы.
Производство

В итоге соединения и последующей специальной обработки получается субстанция под названием базовая смола.
Если ее развести токсичным стиролом в качестве растворителя, процесс завершится созданием нового продукта – полиэфира, который уже можно отправлять на продажу. Однако, не стоит торопиться.
Например, при добавлении различных растительных масел, таких как подсолнечное, соевое или рапсовое, можно получить состав, похожий на неорганическую смолу, но более долговечный и надежный, а если интересует вспененный полиуретан, нужно сырье в виде многоатомного спирта, содержащего более одной гидроксильной группы (полиола).
Жизненный цикл готовых смесей ограничен – смола достаточно быстро затвердевает. Приостановить процесс полимеризации можно за счет охлаждения продукта. Для этой цели можно использовать холодную воду или холодильную установку.
Свои уникальные свойства полиэфирная смола приобретает за счет воздействия тепловой энергии.
Источником ее является катализатор, выступающий в роли активатора необходимых химических процессов, или внешний источник. Последний способ менее популярен из-за его дороговизны.








Резюмируя написанное выше, акцентируем внимание на том, что в продаже присутствуют как однокомпонентные, так и двухкомпонентные виды полиэфирных смол. В первом случае, придется докупать отвердитель, в последнем уже есть все что нужно
Суть метода
Технология порошковой окраски позволяет получить на металле тончайший слой полимера, выглядящий единым целым с поверхностью. В промышленном производстве железо окрашивают именно этим способом. С помощью него обрабатывают детали механизмов, кованые изделия, мебель, входные двери, предметы бытовой техники.
Вначале металл равномерно покрывают сухими частицами порошка с помощью распылителя, подключенного к источнику напряжения. Они подаются под давлением вместе с потоком воздуха и удерживаются на поверхности за счет электростатического притяжения. Далее в специальных печах под воздействием повышенных температур или химических активаторов краска полимеризуется. В результате образуется тончайшая, но очень прочная пленка.
Окраска порошковой краской металлических изделий позволяет получить покрытие, не боящееся даже значительных перепадов температур и воздействия ультрафиолетовых лучей. Поцарапать или повредить полимерную пленку каким-либо другим способом даже при транспортировке не так-то просто. Да и выглядит она необычайно декоративно.
Плюсы и минусы порошкового окрашивания
Среди основных преимуществ технологии покраски порошковой краской большинство инженеров и промышленников называют те, что представлены ниже.
Это:
- минимизация количества проходов окрашивания, в результате чего увеличивается производительность и снижается себестоимость продукции;
- экологичность производства и улучшение условий труда – даже в печи в процессе термической полимеризации концентрация вредных летучих соединений не превышает нормы;
- отсутствие растворителей, в результате чего покрытие получается без микропор и раковин, а его усадка минимальна;
- экономный расход порошковой краски и отсутствие необходимости дорогостоящего содержания производственных помещений для сушки окрашенных изделий;
- крайне низкая степень пожаро- и взрывоопасности;
- высокая твердость покрытия, благодаря чему снижаются затраты на упаковку и обеспечение надежной защиты металлоизделий во время транспортировки;
- стойкость к широкому спектру агрессивных сред и горюче-смазочных материалов;
- устойчивость пигмента и полимерной основы к разрушительному воздействию ультрафиолета;
- широкая палитра – более 5000 цветов, оттенков и текстур.
У технологии покраски порошковой краской есть и ряд минусов, главный из которых – невозможность окрашивать пластиковые и деревянные изделия ввиду высокой температуры запекания в процессе полимеризации.
Среди других недостатков:
- сложность в нанесении тонкого слоя;
- узкая специализация оборудования для
– в больших печах невыгодно окрашивать малые несерийные изделия и наоборот; - необходимость использования отдельного контейнера для каждого цвета и оттенка;
- трудность в нанесении покрытия на металлоизделия сложной геометрической конфигурации и составные конструкции;
- серьезные капиталовложения при сооружении окрасочной линии;
- отсутствие возможности колеровки – используется только стандартная палитра.
Применение порошковых красителей
Современное оборудование позволяет, кроме металлических, обрабатывать порошковыми красками также керамические, стеклянные, каменные, и МДФ поверхности.
Поэтому сейчас такую технологию применяют:
- в машиностроении;
- при окраске деталей и комплектующих из металлов, устойчивых к температуре более 200 градусов;
- при изготовлении бытовой и оргтехники;
- инвентарь для спорта;
- при изготовлении мебели;
- в изделиях для домашних и хозяйственных нужд;
- в строительных технологиях;
- в изготовление декора.
Порядок выполнения работ
Технология порошковой окраски различных металлических изделий представляет собой совокупность мероприятий. Подробный перечень работ включает немаловажный этап – подготовку предмета, качество проведения которого определяет результат.
Подготовка
Необходимо выполнить следующие действия:
Поверхность тщательно очищается. Для этого проводится ряд процедур:
- Механическое удаление следов ржавчины и окислов с металла. При необходимости снимается и старый декоративный слой. Для этого процесса используются подручные инструменты: шлифовальные машинки, щетки, скребки. Если требуется, задействуются специальные смывки. Наиболее эффективной считается пескоструйная очистка, которая за счет воздействия абразивных частиц под давлением позволяет быстро удалить все лишнее.
Пескоструйная зачистка на данный момент считается самой качественной
- Обезжиривание основания. Для этого используются специальные щелочные или органические составы. Применяемый раствор наносится на ветошь, которой тщательно протирается поверхность. При необходимости деталь полностью погружается в раствор.
- Если есть возможность, то выполняется травление. От предыдущего этот способ отличается тем, что не просто смывает загрязнения, а оказывает воздействие на их структуру, способствуя лучшему удалению.
Обезжиривание и травление являются обязательными этапами подготовки
Формируется конверсионный подслой. Он необходим для защиты поверхности от попадания различных загрязнителей. Составы для этого выбираются исходя из вида обрабатываемого материала. Так, для деталей из алюминия применяется хромовый ангидрид, а для стали – фосфат железа.
Если требуется, то выполняется пассивирование. Этот процесс направлен на закрепление антикоррозионного покрытия.
Нанесение красителя
Порошковую окраску металла проводят следующим образом:
Окрашиваемые элементы после подготовки и просушки помещаются в камеру. При этом они закрепляются на раме, которая обязательно должна иметь заземление. Если работы выполняются дома, то создаются похожие условия. Обработку заготовки необходимо проводить в средствах индивидуальной защиты
Чтобы нанести порошок, выбирается подходящий распылитель. Эта процедура выполняется в специальной защитной одежде, респираторе и очках.
Деталь тщательно обрабатывается. Необходимо наносить частицы равномерно, покрывая все участки и выдерживая одинаковое расстояние до поверхности, чтобы обеспечить более однородное распределение. При финишном прогреве температура в печи может доходить до 200ºС
Изделие перемещается в печь
На этом этапе важно добиться равномерного прогрева, это обеспечит создание единой полимерной пленки. Температура выбирается индивидуально.
Порошковая покраска считается завершенной. По прошествии 30 минут металлическое изделие вынимается из печи и остужается, после полного остывания элемент готов к использованию.







Также рекомендуем посмотреть это видео: