

Где заказать станок?
Компания «ENERGOSTAN» является официально аккредитованным дилером большинства производственных компаний, выпускающих оборудование данной категории. Это позволяет нам предложить лучшие расценки на весь модельный ряд размотчиков напрямую от завода.
Чтобы купить разматыватель рулонного металла в нашей компании, необходимо выбрать наиболее подходящий лот из ассортимента, представленного в каталоге, следуя описаниям и фото, после чего перейти в окно обратной связи, нажав кнопку «Узнать цену».
Мы перезвоним Вам в ближайшее время для уточнения деталей заявки и согласования цены. Наша компания осуществляет доставку оборудования в любую точку страны, в также выполняет работы по сборке и пусконаладке оборудования.
Источник
Основные техники размотки металлического рулона
1. Распаковка и подготовка: Прежде чем приступить к размотке металлического рулона, необходимо освободить его от обертки или пленки, которая его защищает. После этого следует проверить целостность рулона и убедиться, что металл не поврежден.
2. Использование подходящего инструмента: Для размотки металлического рулона требуется специальный инструмент – часто это может быть паллетный размотчик или станок для размотки рулонов
Этот инструмент позволяет контролировать скорость и направление размотки, что важно для предотвращения неправильной размотки и потенциальных повреждений металла
3
Корректное размещение рулона: При размотке металлического рулона важно правильно разместить его на размоточном станке или паллетных поддержках. Рулон должен быть установлен таким образом, чтобы его ободки легко вращались и рулон не перемещался в процессе размотки
При необходимости можно использовать дополнительные фиксаторы или крепления для стабилизации рулона.
4
Контроль натяжения и скорости размотки: Во время размотки металлического рулона важно обеспечить контроль натяжения материала, чтобы избежать его растяжения или повреждения. Также следует управлять скоростью размотки, чтобы предотвратить образование неровностей или перекосов в материале
5. Соблюдение мер безопасности: Размотка металлического рулона может быть опасной задачей, поэтому следует соблюдать необходимые меры безопасности. Носите защитные очки и перчатки, чтобы защититься от возможных порезов или ударов. Также следует быть осторожным при работе с размоточным инструментом и при перемещении больших рулонов.
6. Контроль качества размотанного материала: После завершения размотки металлического рулона следует осмотреть материал на наличие повреждений, неровностей или других дефектов. Это позволит своевременно обнаружить возможные проблемы и предотвратить их дальнейшее распространение.
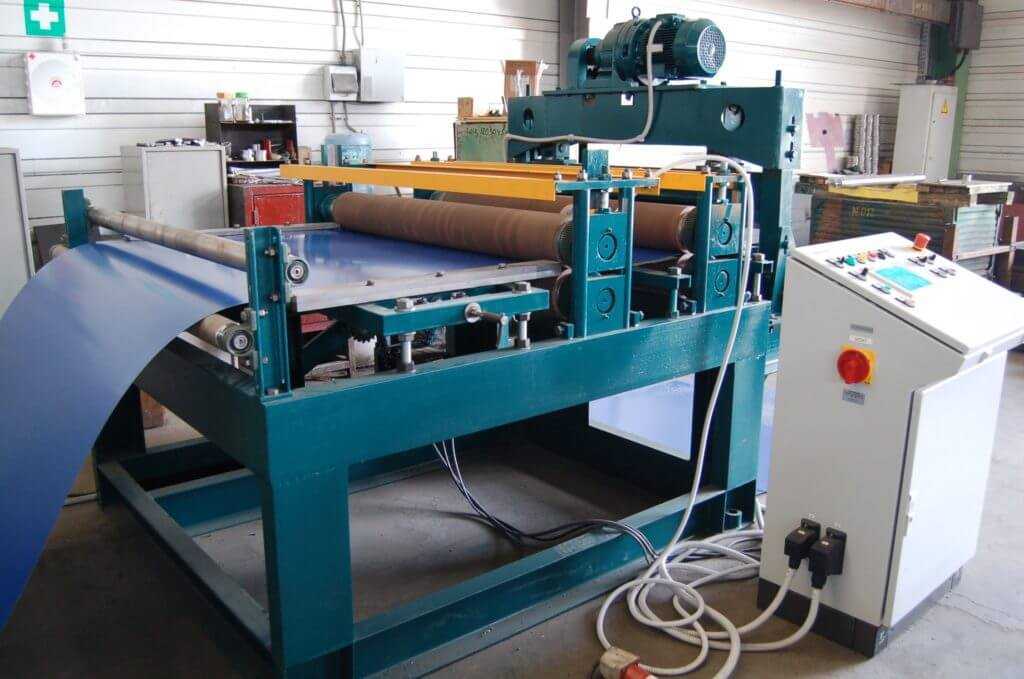
Структура линии
Линия поперечной резки производит разрезку рулонов на карты любой формы – от прямоугольной до ромбовидной. Её основные технические характеристики следующие:
- Максимальная ширина листа или рулона, мм – 1600.
- Наибольшая толщина листа или рулона, мм – 4.
- Наибольшее количество отрезаемых карточек – в зависимости от длины рулона, но не менее 18.
- Суммарная мощность электродвигателей всех приводов, кВт – 206.
Резка листового металла
В состав такой линии входят:
Ножницы листовые с наклонным ножом;
Правильно-разматывающее устройство;
Валковая подача;
Узел стапелирования отрезанных заготовок;
Устройство управления.
Работа всего комплекса выполняется по заранее программируемому рабочему циклу. Он зависит от длины листа или рулона, требуемой конфигурации конечной заготовки, а также её размеров. Работой комплекса может управлять один оператор, но возможна и полностью автоматическая резка по заданной программе. В этом случае линия остановится по окончании рулонного материала в разматывателе.
Размотчики рулонного металла для автоматических профилегибочных станов и линий резки металла.
Для профилегибочных линий, Новолипецкий завод профилегибочного оборудования производит размотчики различной грузоподьёмности для комплектации линий порезки рулонной стали и производства металлического профиля. Основными характеристиками разматывателей рулонного металла являются:
- тип (консольный или двухопорный)
- грузоподъёмность
- наличие и тип привода
- дополнительное оборудование (гидравлический разжим секторов вала, прижим металла, дополнительные опоры, загрузочная тележка)
Перечень дополнительных устройств (опций):
- Пневматическое прижимное устройство
- Гидравлическое прижимное устройство
- Гидравлический разжим сегментов вала
- Загрузочно-разгрузочная тележка (без привода/с приводом на передвижение)
Разновидности производимых разматывателей:
Консольные разматыватели различной грузоподьёмности , диаметр установки рулонов от 500 до 600 мм. Время заправки рулона – не более пятнадцати минут. Этот размотчик входит в базовую комплектацию оборудования для производства профнастила и металлочерепицы нашего завода. Он характеризуется удобством работы и большим сроком службы. Размотчик рулонов консольный с максимальной нагрузкой на ось 10 000 кг. Рекомендуется для использования в массовом производстве гнутых профилей из гладкого листа шириной до 1250 мм. Этот разматыватель характеризуется высокой надежностью и применяется на производствах с высокой степенью загрузки оборудования. Дополнительно разматыватель комплектуеться загрузочно-разгрузочной тележкой, которая позволяет заправлять рулон без использования кран балки (она необходима только для подачи рулона на телегу). Это позволяет разгрузить крановое оборудование цеха при работе нескольких профилегибочных линий.
Консольный разматыватель с подъемной гидравлической телегой имеет те же характеристики, что и предыдущая модель. Размотчик с тележкой используется в том случае, когда кран-балка является «дефицитным» ресурсом, т.е. когда на предприятии работают несколько профилирующих линий. Рулон кладется на тележку, при помощи которой он поднимается и заводится в катушку.
Разновидностью консольных разматывателей являются размотчики для размотки ленты шириной менее 600 мм. – разновидность размотчиков применяемых в линиях для изготовлении узких профилей (кнауф, профили для армирования пластиковых окон, сайдинг, строительные профили ЛСТК и пр.) и консольный размотчик для ленты шириной до 200 мм. Используется для комплектации оборудования, профилирующего узкие профили (например, профили для крепления гипсокартона).
Двухопорный разматыватель имеет грузоподъемность до 10тн. Механизм состоит из катушки, которая вставляется в рулон, и рамы, имеющей две опоры. Применяется, когда требуется разматывать рулоны нескольких цветов (без частой замены, например в производстве кассетного профиля), т.к. время замены рулона составляет не менее полчаса. Для ускорения процесса загрузки, можно приобрести дополнительную голову разматывателя. Наличие в цехе нескольких дополнительных голов двухопорного разматывателя предпочтительно для каждого цвета, позволяет сократить время замены рулонов металла до 5 минут.

В нашем оборудовании используются гидро и электро компоненты, только надёжных зарубежных производителей (Электроника фирмы «Simens» — Япония, гидравлика фирмы «DUPLOMATIC» — Италия) Тщательный контроль изготовления узлов и деталей а также испытание оборудования после сборки на территории изготовителя, позволяет гарантировать нашим клиентам качество и надёжность.
Новолипецкий завод профилегибочного оборудования занимается производством приводных, 3-х скоростных консольных разматывателей, которые можно использовать для различных типов металлов. Разматыватель приводится в работу посредством электрического мотора, также оборудование снабжено автоматической системой поддержки скорости и контроля провисания петли листа металла.
Источник
Способы облегчения физического труда при размотке металла
Размотка рулонов с металлом может быть физически трудоемким процессом. Однако, существуют несколько способов, которые могут существенно облегчить эту задачу.
1. Использование специального оборудования: для удобства работы с рулонами металла можно использовать специальное оборудование, например, ручной или электрический размотчик. Они позволят с легкостью развернуть рулон и упростить процесс обработки металла.
2. Организация рабочего места: перед началом размотки металла стоит обеспечить комфортные условия работы. Заранее подготовьте рабочую зону, освободив ее от посторонних предметов и создайте удобный доступ к рулону металла.
3. Использование защитных средств: размотка металла может быть опасной задачей, поэтому для облегчения физического труда и повышения безопасности рекомендуется использовать защитные средства, такие как перчатки, защитная одежда и защитные очки.
4. Распределение нагрузки: при работе с большими рулонами металла целесообразно распределить нагрузку на нескольких работников. Это позволит снизить физическую нагрузку на каждого и ускорить процесс размотки металла.
5
Правильная техника размотки: особое внимание следует уделить технике размотки металла. Чтобы облегчить процесс, необходимо правильно подходить к развертыванию рулона, следить за его ровностью и использовать подходящие инструменты, такие как ножи или ножницы для обрезки металла
В итоге, с помощью применения указанных способов можно существенно облегчить физический труд при размотке металла и повысить эффективность работы
Важно помнить о правильной организации рабочего процесса и использовании соответствующего оборудования, а также соблюдать меры безопасности
Наши построенные объекты:
Производственно-складское здание














Производственно-складское здание
Адрес: Ленинградская область, г.Всеволожск
Год постройки: 2021-2022
Выполненные работы: доработка металлического каркаса, разгрузка сэндвич-панелей, монтаж кровельных и стеновых сэндвич-панелей с наполением из минеральной ваты по существующему каркасу; монтаж фасонных элементов;
Площадь стен: 935,4 м²
Площадь кровли: 1091,3 м²
Количество фасонных элементов: 944,7 м.п.








Срок выполнения работ: 30 р.д.
Производственный цех








Производственный цех
Адрес: Ленинградская область, пос.Вартемяги
Год постройки: 2020
Выполненные работы: : Раскладка сэндвич панелей по проекту заказчика, доработка конструктивных решений, разработка технических узлов крепления, разработка фасонных изделий, поставка сэндвич-панелей, монтаж стеновых и кровельных сэндвич-панелей, монтаж фасонных элементов.
Площадь стен: 1400 м²
Площадь кровли: 1800 м²
Количество фасонных элементов: 650 м.п.
Срок выполнения работ: 45 р.д.
Комбинат алкогольных напитков







Комбинат алкогольных напитков
Адрес: Ленинградская область, г. Волховстрой
Год постройки: 2015
Выполненные работы: Раскладка сэндвич панелей по проекту заказчика, доработка конструктивных решений, разработка технических узлов крепления, разработка фасонных изделий, поставка сэндвич-панелей с наполнителем ПЕНОПОЛИИЗАЦИАНУРАТ
Площадь стен: 2200 м²
Площадь кровли: 1400 м²
Количество фасонных элементов: 700 м.п.
Спортивный комплекс «Ижорец»




Спортивный комплекс «Ижорец»
Адрес:г. Колпино, Санкт-Петербург
Год постройки: 2015
Выполненные работы: Раскладка сэндвич панелей по проекту заказчика, поставка стеновых сэндвич-панелей с наполнителем минеральная вата, поставка фасонных элементов
Площадь стен: 1300 м²
Количество фасонных элементов: 570 м.п.
Производственно-складское здание, Мурино






Производственно-складское здание
Адрес: Ленинградская область, г.Мурино
Год постройки: 2019
Выполненные работы: Раскладка сэндвич панелей по проекту заказчика, доработка конструктивных решений, разработка технических узлов крепления, разработка фасонных изделий, поставка сэндвич-панелей;
Площадь стен: 1800 м²
Количество фасонных элементов: 800 м.п.
Производственно–складской комплекс, Вартемяги




Производственно-складское здание
Адрес: Ленинградская область, Пос. Вартемяги
Год постройки: 2017
Выполненные работы: Раскладка сэндвич панелей по проекту заказчика, доработка конструктивных решений, разработка технических узлов крепления, разработка фасонных изделий, поставка сэндвич-панелей;
Площадь стен: 1100 м²
Количество фасонных элементов: 653 м.п.
Плавучий гараж для яхты



Плавучий гараж для яхты
Год постройки: 2014
Выполненные работы: Раскладка сэндвич панелей по проекту заказчика, доработка конструктивных решений, разработка технических узлов крепления, разработка фасонных изделий, поставка сэндвич-панелей
Площадь стен: 250 м²
Площадь кровли: 200 м²
Количество фасонных элементов: 180 м.п.









Складское здание, Бугры








Складское здание
Адрес: Ленинградская область, п. Бугры
Год постройки: 2021
Выполненные работы: замер существующего каркаса, проектирование раскладки сэндвич-панелей, изготовление, поставка, монтаж стеновых сэндвич-панелей PIR; изготовление, поставка, монтаж фасонных элементов;
Площадь стен: 942,77 м²
Количество фасонных элементов: 426 м.п.
Срок выполнения работ: 25 р.д.
Валики и другие инструменты, предназначенные для фактурной смеси
Трафареты и валики для фактурной штукатурки, а также остальной инструмент следует подбирать с учетом того, какой узор или рисунок вы хотите получить на поверхности. Вот перечень необходимых для осуществления подобных работ инструментов.
Кельмы. Для набрасывания штукатурки на стену или потолок используются кельмы. Они представляют собой металлические пластины, поверхность которых может быть гладкой или структурной. Эти инструменты также снабжены удобной изогнутой ручкой из дерева или пластика и защитной платформой. Кельма для декоративной штукатурки с нанесенными на ее поверхность рисками или наоборот выпуклыми штрихами используется после того, как смесь нанесена на стену. Набрасывание шпаклевки, так же, как и ее размешивание, производится гладким инструментом. Для этого нередко используются шпатели или мастерки. Существуют также кельмы, предназначенные для затирки подсохшей смеси. Внешне они сильно напоминают кухонные терки.
Кельма – инструмент для штукатурки стен декоративной смесью
Валики для декоративной штукатурки фактурные. Это специальные инструменты, которые предназначены для придания поверхности определенного рельефа. Изготавливаются валики из разных материалов. Это может быть пластик, кожа, поролон или силикон. При помощи валиков для штукатурки фактурных можно придать поверхности текстуру дерева, камня, плетеной циновки и даже кожи. Это зависит непосредственно от рисунка, нанесенного на данный инструмент.
Фактурные валики для декоративной штукатурки имеют характерное отличие от других материалов подобного типа. Они принимают непосредственное участие в нанесении материала на стену. При использовании валика происходит захват большего количества смеси, в результате чего на стене или потолке пропечатывается характерный рисунок или узор.
Нанесение декоративной штукатурки валиком фактурным
Структурный валик для декоративной штукатурки отличается от фактурного тем, что с его помощью производится работа по уже нанесенной на стену и относительно выровненной смеси. В результате этого можно получить идеально ровное покрытие, на котором будет присутствовать какой-либо узор. Структурный валик для декоративной штукатурки также содержит на своей поверхности выпуклые узоры или рисунки.
Структурный валик, предназначенный для нанесения декоративной смеси
Трафареты для декоративной штукатурки. Их можно приобрести в специализированных магазинах или изготовить самостоятельно. Последний вариант может сделать любой человек из обычной плотной бумаги. Правда, в этом случае, инструмент для штукатурки стен своими руками, можно будет использовать только один раз.
В продаже сегодня можно найти пластиковые, силиконовые и даже кожаные трафареты. Работать с ними довольно-таки просто. Главное – хорошо закрепить их на поверхности, чтобы рисунок на штукатурке получился четким. Существуют также 3д трафареты, с помощью которых можно рисовать на стенах настоящие реалистичные шедевры с применением нескольких цветов.
Трафареты под кожу, распечатанные на принтере. Шпаклевка на поверхность будет наноситься с их использованием при помощи валика
Шпатель для декоративной штукатурки. Подобное приспособление выбирается в зависимости от того, какой тип смеси используется для стен или потолка. Так, инструмент для декоративной штукатурки венецианской может иметь небольшой узор, необходимый для нанесения, или быть совершенно гладким, если он используется для полировки поверхности воском. Для фактурной и рельефной поверхности используют такие инструменты, как шпателя и скребки, с долевыми или поперечными выпуклыми полосками. С их помощью на стены комнат или фасада наносится штукатурка короед.
Шпатель, предназначенный для венецианской смеси
Оборудование, подготовка производства, расчеты
В качестве примера используем небольшое производство, зарегистрированное, как ИП. Для такого формата подойдет арендованное помещение, площадью 80 м2. Оно должно быть обеспечено вытяжкой с коэффициентом обмена 3 и соответствовать требованиям пожарной безопасности НПБ 105-95 и проверено СЭС по СанПин2.2.4.548-96. Готовая и упакованная продукция хранится под навесом на улице.
Производительность во многом зависит от выбранного оборудования. Так предложения от популярных отечественных изготовителей линий по созданию сэндвич-панелей включают несколько вариантов:
| Наименование | Производитель | Производительность, м2/смена | Максимальная длина панели, метров | Цена, рублей |
|---|---|---|---|---|
| «Эконом» | «Промышленные технологии» | 120 | 9 | 3000000 |
| «Стандарт» | 300 | 9 | 4000000 | |
| «Премиум» | 500 | 12 | 6200000 | |
| ЛП-7М | «ТехКом» | 500 | 7,5 | 7250000 |
| ЛПН-1200 | 1200 | не ограничена | 14000000 |
Можно выбрать также более дорогие варианты от европейских поставщиков или дешевые – от азиатских. Однако в этом случае могут возникнуть сложности с доставкой и налаживанием линии, техническим обслуживанием. Для примера используем наиболее дешевый вариант. Кроме линии для запуска цеха потребуются кран-балка и виловый погрузчик, а также рабочие инструменты: станок для резки панелей с пылесосом, пульверизатор для клея с компрессором, пресс, вытяжка. Итого закупка оборудования стоит:
| Наименование | Цена, рублей |
|---|---|
| Линия | 3000000 |
| Кран-балка | 160000 |
| Вилочный погрузчик | 100000 |
| Рабочие инструменты | 70000 |
| Итого | 3330000 |
Дополнительно потребуется заплатить за регистрацию ИП, арендовать помещение, провести косметический ремонт, монтаж и наладку оборудования. В зависимости от конкретной ситуации и расположения производства это обойдется в 500000-700000 рублей. Итого стартовые вложения в создание цеха будут составлять 3830000-4030000 рублей.
Ежемесячные расходы
Для выхода на заданную производительность в 120 м2/смена для обслуживания линии требуется команда из 3 рабочих. Обязанности бухгалтера и менеджера по продажам берет на себя предприниматель. Доставка осуществляется самовывозом. Таким образом фонд оплаты труда будет составлять:
| Должность | Количество | Зарплата, рублей |
|---|---|---|
| Оператор линии | 1 | 25000 |
| Машинист крана | 1 | 20000 |
| Водитель погрузчика | 1 | 20000 |
| Итого | 65000 |
При условии 22 рабочих дней производство может выпускать 2640 м2 панелей. Для этого потребуется следующий объем материалов:
| Наименование | Количество на 1 м2 | Цена на 1 м2, рублей | Месячная стоимость, рублей |
|---|---|---|---|
| Оцинкованная сталь толщиной 0,5 мм | 2 м2 | 400 | 1056000 |
| Минеральный утеплитель плотностью 120 кг/м3; | 1 м2 | 300 | 792000 |
| Клей полиуретановый | 0,5 кг | 100 | 264000 |
| Итого | 2112000 |
С учетом аренды помещения, затрат на рекламную кампанию, непредвиденные расходы ежемесячно на поддержание работы цеха придется затрачивать:
| Наименование | Стоимость, рублей |
|---|---|
| Материалы для производства | 2112000 |
| Оплата труда | 65000 |
| Аренда | 100000 |
| Коммунальные услуги | 10000 |
| 20000 | |
| Непредвиденные расходы | 20000 |
| Итого | 2327000 |
Доходы и прибыль
При условии 90% реализации продукции ежемесячная прибыль от производства сэндвич-панелей будет составлять:
| Выработка, м2 | 2640 |
|---|---|
| Затраты, рублей | 2327000 |
| Себестоимость 1 м2, рублей | 881,4 |
| Среднерыночная стоимость, рублей | 1200 |
| Месячный доход (90% реализации), рублей | 2851200 |
| Прибыль до налогообложения, рублей | 524200 |
| Налог (УСН 15%), рублей | 78630 |
| Чистая прибыль, рублей | 445570 |
Предполагаемый срок окупаемости – 9 месяцев. Его можно ускорить, если увеличить количество рабочих смен или при изначальном приобретении более производительного оборудования. Однако эти цифры будут соответствовать реальности только в условиях действующих договоров с клиентами и изготовлении панелей под заказ. Поэтому имеет смысл заранее проанализировать рынок на наличие конкурентов и обеспечить себя предварительными договоренностями с потребителями.
Правильно-разматывающее устройство
Назначение данного узла – уменьшить до допустимого минимума коробление листа или рулона перед его заправкой в рабочую зону ножниц. Одновременно при помощи очистных щёток выполняется удаление с поверхности листа частиц технологической окалины. Данное приспособление включают лишь при роспуске на карточки горячекатаного металлопроката.
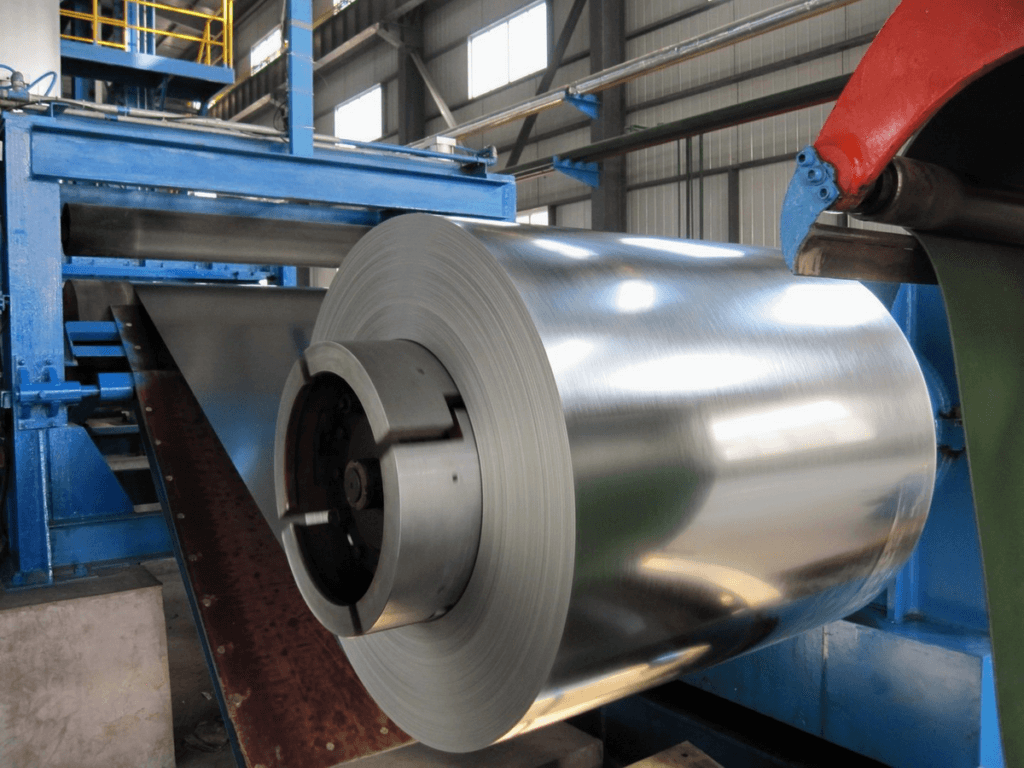
Разматывание рулона
Правильно разматывающее устройство состоит из следующих узлов:
- Разматывающей катушки, барабана или рулонницы (выбор определяется шириной рулонного материала).
- Основания (станины).
- Узла смазки рулона, либо листа.
- Привода (используется электродвигатель постоянного тока, который снабжён устройством для бесступенчато изменения числа оборотов).
- Фиксатора рулона по диаметру.
- Системы контроля и управления с соответствующими датчиками.
При разматывании сравнительно лёгких рулонов необходимое усилие натяжения обеспечивается самими валками, а для размотки более тяжёлых рулонов включается электродвигатель. В состав правильной головки обычно включают нечётное число валков, например, пять – для правки, и два тянущих.
При использовании листа разматыватель отключают, и работают лишь с правильными и смазочно-очищающими узлами.
Устройство функционирует следующим образом. Исходный материал помещается на опору, после чего центрируется роликами, которые имеют возможность перемещения в пазах. Выставляется горизонтальное расположение листа или рулона, и заготовка подаётся в правильное приспособление. Оно представляет два обжимных ролика и два распрямляющих ролика, причём регулировка каждого из них может выполняться отдельно. Контроль правильности настройки производится при помощи индикаторов, либо фотоэлектрическими устройствами.
После заправки торца листа в зев правильной головки включается тяговый электродвигатель постоянного тока. Он передаёт требуемый крутящий момент через трёхступенчатую передачу: червячный редуктор, цепную передачу и открытую пару прямозубых зубчатых колёс.
Для того, чтобы лист или рулон постоянно поджимался к правильным роликам, верхняя часть корпуса устройства шарнирно соединяется с нижней, при этом для принудительного поджима в конструкции имеется специальный гидроцилиндр. После правки материал поступает в холостые валки, и далее, по направляющим – к механизму зажима. В процессе перемещения исходного материала к ножам листовых ножниц поверхность листа (либо рулона) очищается абразивными щётками.
Видео – как работает линия поперечной резки металла
Инструменты для выравнивающей смеси
Помимо декоративной смеси существует еще и выравнивающая. Какие инструменты нужны для штукатурки стен в этом случае. Конечно же, это валики. С их помощью можно подравнивать смесь и следить за тем, чтобы она не стекала с поверхности. В отличие от рельефных валиков для штукатурки, обычные инструменты не содержат никаких узоров. Они изготавливаются из пластика или поролона.
Выравнивающая шпаклевка может быть произведена при помощи обычного валика
Помимо валиков обязательно понадобится и уголок для штукатурки откосов. Этот инструмент представляет собой изогнутый металлический перфорированный профиль. На него наносится небольшое количество смеси, после чего он слегка утапливается в раствор. Его положение проверяется уровнем. В идеале, уголок должен плотно лежать между стеной и откосом.








Перфорированный уголок для откосов укрепляется армирующей сеткой
Резиновые, металлические и пластиковые шпателя, правила и кельмы, а также инструменты для затирки сухой шпаклевки или удаления ее остатков с поверхности, используются при нанесении выравнивающей штукатурки, так же, как и валики.
Обои или декоративная штукатурка
Если вы стоите перед нелегким выбором материала для отделки стен, выбирая между декоративной штукатуркой и обоями её имитирующими, мы предлагаем вам сравнить их для принятия правильного решения.
Во-первых, цена материала. Самые простые обои под декоративную штукатурку стоят дешевле, нежели сама штукатурка. Однако, не все так просто. Если подсчитать в сумме подготовительные работы под поклейку обоев, шпаклевание, зачистку, клей и т.д., то выгода не будет уже такой разительной. Исключение составит разве что венецианская декоративная штукатурка. Здесь обои под «венецианку» обойдутся гораздо дешевле оригинала.
Во-вторых, срок эксплуатации. Здесь явное преимущество у декоративной штукатурки. Прослужит она вам не меньше 30 лет. А некоторые её виды и до 50-60 лет. Обои же придется менять максимум через 15 лет. А в большинстве случаев, уже через 5-10 лет. Кстати, подсчитайте и включите смену обоев в пункт выше о сравнении цены на материалы.
В-третьих, уход за отделкой. Декоративная штукатурка прекрасно моется и чистится. Обои же не всех видов могут этим похвастаться.
В-четвертых, это уникальность получаемого рисунка декоративной штукатурки. Обои же обладают конечным количеством видов узоров.
Можно еще долго перечислять достоинства и недостатки, как декоративной штукатурки, так и обоев под декоративную штукатурку, но выводы и так уже понятны. Если вам нужна простота и дешевизна – ваш выбор обои. Есть возможность потратиться, хотите неповторимости в декоре и долговечности – делайте отделку декоративной штукатуркой.
Виды декоративной штукатурки
Вся декоративная штукатурка делится на две большие группы.
Типы декоративной штукатурки.
- штукатурка декоративная для внутренних работ
- декоративная штукатурка для наружных работ
Различаются эти два типа штукатурок тем, что наружная декоративная штукатурка более устойчива к ультрафиолетовому излучению, т.е. меньше выгорает на солнце. И еще фасадная декоративная штукатурка намного лучше переносит «мокрые» погодные условия. Она устойчива к дождям, снегу и т.д.
Из-за своих свойств декоративная штукатурка для фасада дома существует в меньшем количестве видов. Поэтому мы будем рассматривать варианты декоративной штукатурки для внутренней отделки. Т.к. они включают и варианты для фасада дома.
Виды внутренних декоративных штукатурок
1. Рельефные – называются так потому, что создаваемый ими узор получается рельефным. Подразделяются на подвиды:
- Структурная декоративная штукатурка – узор получается в основном за счет состава декоративной штукатурки. Камешки, кварцевый песок и тому подобное в составе смеси придают узору определенную структуру при нанесении. Типичными представителями являются декоративные штукатурки «Короед», «Шуба», «Барашек».
- Фактурная декоративная штукатурка – этот вид декоративной штукатурки отличается своей мелкозернистостью и пластичностью. Здесь узор получается за счет особой техники нанесения штукатурки. Для этого используют как подручные средства – щетки, пленку, губки и т.п., так и промышленные специальные изделия – валики с определенным трафаретом рисунка.
2. Гладкие – соответственно узор получается гладким. Представителем является «Венецианская» декоративная штукатурка имитирующая отделку мрамором или ониксом.
- Акриловая декоративная штукатурка – имеет в своем составе акриловые смолы. Отличается хорошей защитой от воды и влаги, но обладает плохой воздухопроницаемостью. Слабое сопротивление истираемости, по сравнению с другими видами декоративной штукатурки. Низкая пожаробезопасность.
- Минеральная декоративная штукатурка – состоит в основном из цемента, извести и гипса. Хорошая, натуральная штукатурка, подходящая для отделки помещений с обычной влажностью. На фасаде, в ванной и кухне требует дополнительной защиты в виде покраски, лакировании и т.п. Хорошая воздухопроницаемость делает микроклимат в помещении здоровым и приятным.
- Силиконовая декоративная штукатурка – универсальная смесь для любых помещений и фасада здания. Хорошая паропроницаемость, влагостойкость и устойчивость к истиранию делают этот вид декоративной штукатурки подходящим для любых работ по отделке.
- Силикатная декоративная штукатурка – еще одна универсальная смесь для декорирования внутри и снаружи помещения. Не боится воды, солнечных лучей, антистатична. Но для нанесения требуется навык, так как штукатурка быстро застывает.
Надеемся, с видами и типами декоративной штукатурки вы разобрались. Давайте посмотрим фото декоративной штукатурки в интерьере.