

Правила настройка оборудования и эксплуатации, паспорт
Стабильная работа станка зависит от точности предварительной настройки. Для жесткого типа соединения поперечных салазок, понадобится произвести настройку клина салазок. Алгоритм действия такой:
- Немного отпустить винт.
- Поджать клин другим винтом так, чтобы при этом ход салазок остался плавным.
- Завернуть первый винт на максимум.
Обязательно периодически проверять степень натяжения клиновых ремней. Они со временем вытягиваются и это отражается на безопасности механизма точения.
Алгоритм регулировки клиновых ремней:
- освободить переднюю тумбу от всех крышек;
- подтянуть салазки по специальной технике, проводя по пазам специальным винтом, чтобы подобрать оптимальный уровень натяжки;
- закрепить результат гайками.
Затем следует настроить шпиндельные ремни токарного оборудования.
Конструкционные особенности
Особенности конструкции обусловлены небольшим весом самого станка по сравнению с аналогами, а также его повышенной точностью при обработке заготовок. Все нюансы конструкции кроются во отдельных узлах оборудования.
Габариты и модели
Масса оборудования без дополнительного оснащения – 1650 кг. По размеру, оборудование имеет следующие параметры:
- длина – 219 см;
- ширина – 93 см;
- высота – 150 см.
Расположение основных узлов
Основные узлы станка расположены по стандартной схеме. Но в конструкции все же есть свои особенности, которые позволяют работать в более безопасном режиме без потери уровня производства.
Устройство органов управления
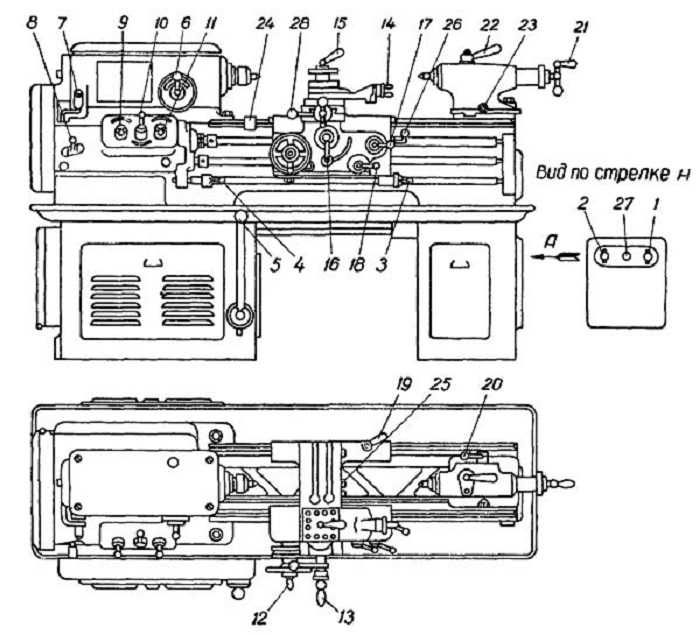
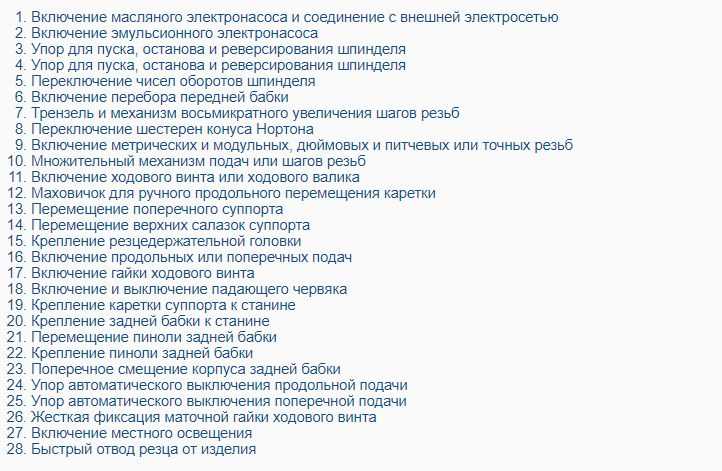
К органам управления относят следующие узлы станка 1Е61М:
- узел, включающий основной электронасос и соединенный с внешней электросетью;
- подключение эмульсионного электронасоса;
- переключатель числа скоростей шпинделя;
- включатель перебора передней бабки;
- механизм для увеличения шага резьбы;
- включение продольных и поперечных передач;
- маховик, предназначенный для продольного перемещения каретки;
- быстрый отвод резца от изделия.
Передняя бабка
Передняя бабка располагается с левой стороны и с таким расчетом, что деталь можно развернуть на несколько градусов, если у мастера есть такая необходимость. Сюда же включена и коробка скоростей. Рычаги управления расположены снаружи. Сам шпиндель способен вращаться со скоростью до 2000 об/мин. Смазка передней бабки проводится от отдельного масляного насоса.
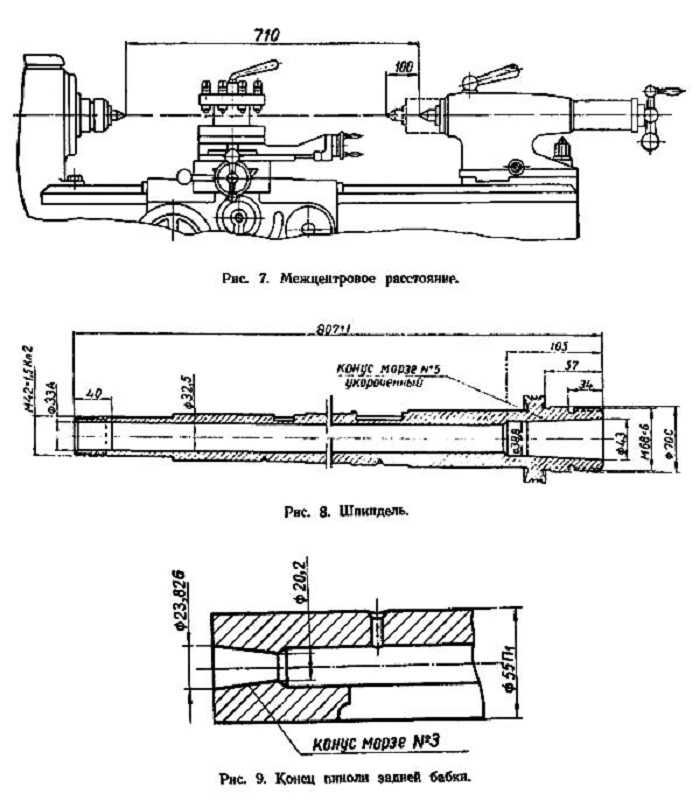
Задняя бабка
Этот узел расположен справой стороны. Она легко продвигается по станине и ход пиноли имеет в 100 мм. Конус задней бабки – Морзе 3.
1Е61ПМ, 1Е61ВМ станок токарно-винторезный повышенной точности. Назначение и область применения
Токарные станки моделей 1Е61ПМ, 1Е61ВМ созданы на базе станка 1Е61М и относятся к классу легких токарных станков. Начало серийного выпуска станка 1Е61ПМ, 1Е61ВМ – 1975 год.










Станок токарно-винторезный модели 1Е61ВМ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка – В.
Станок токарно-винторезный модели 1Е61ПМ является универсальный и предназначен для выполнения различных токарных и винторезных работ. Класс точности станка – П.
Токарно-винторезные станки высокой точности 1Е61ВМ и повышенной точности 1Е61ПМ:
- предназначены для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частот вращения шпинделя, подач и шагов нарезаемых резьб
- комплектуются широкой номенклатурой принадлежностей, что дает возможность выбрать оптимальный вариант обработки
- отличаются простотой управления, удовлетворяют требованиям эргономики и безопасности
- на станках возможна точная и экономичная обработка широкой номенклатуры деталей из сталей и цветных металлов
Станок специальный токарно-винторезный модели С1Е61ВМ оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Станок специальный токарно-винторезный повышенной точности модели С1Е61ПМ, оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Токарные станки С1Е61ПМ, С1Е61ВМ выполнены на базе основной модели 1Е61ВМ, имеют одинаковые кинематические схемы и унифицированную конструкцию.
Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
Краткое описание конструкции и работы станка
Привод станка осуществляется от индивидуального электродвигателя.
От электродвигателя через клиноременную передачу движение передается редуктору. От редуктора тоже посредством клиноременной передачи вращение передается шпиндельной бабке, а затем через зубчатые передачи на шпиндель станка. Пределы частоты вращения шпинделя при положении рукоятки 1:1 – 280. 1800 об/мин, при положении рукоятки 1:8 – 35,5. 224 об/мин.
Резьбы нарезаются посредством коробки подач. Цепь подачи имеет звено восьмикратного увеличения значения подач и шагов резьб, расположенное на трензеле в шпиндельной бабке. Включая звено увеличения шага можно производить нарезку резьб с увеличенным шагом.
Кроме того, имеется возможность нарезания резьб путем соединения ходового винта с гитарой и комплектом сменных зубчатых колес нужной настройки, минуя цепь коробки подач. Тем самым создается кратчайшая винторезная цепь.
Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломки при перегрузках.
Включение главного электродвигателя и выключение насоса смазки блокированы, что исключает возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится от электронасоса, включение которого осуществляется по мере надобности рукояткой 10.
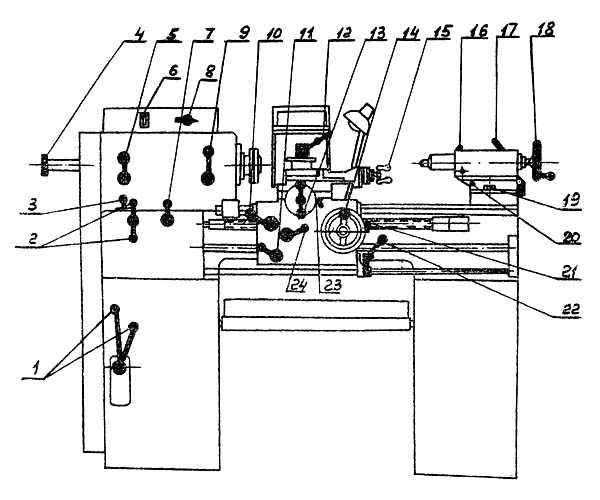
1Е61ПМ, 1Е61ВМ Расположение органов управления станком
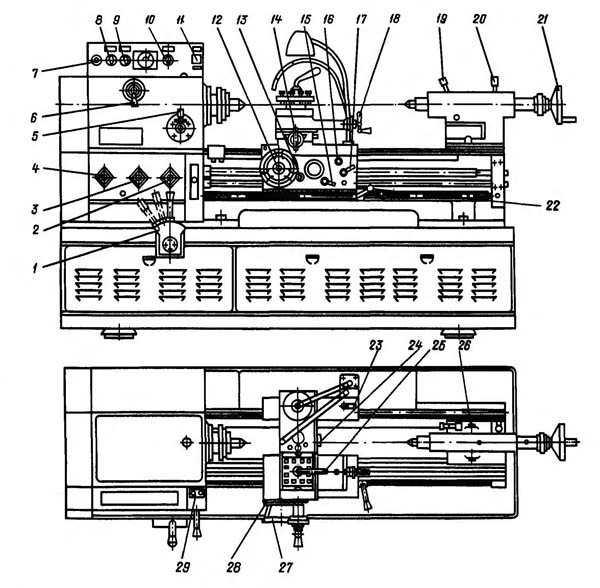
Расположение органов управления станком 1е61пм
Перечень органов управления токарным станком 1Е61ПМ, 1Е61ВМ
- Рукоятка установки частоты вращения шпинделя
- Рукоятка переключения множительного механизма и ходового винта или ходового валика
- Рукоятка переключения наборного механизма при нарезании резьб напрямую
- Рукоятка переключения множительного механизма
- Рукоятка включения перебора
- Рукоятка включения трензеля и механизма восьмикратного увеличения шагов резьб
- Лампа сигнальная
- Вводной выключатель
- Переключатель оборотов электродвигателя
- Рукоятка включения насоса подачи охлаждающей жидкости
- Тумблер включения и выключения тормоза
- Рукоятка включения и выключения маховика ручного перемещения каретки
- Кнопка установки нейтрального положения продольной или поперечной подач
- Рукоятка перемещения поперечных салазок суппорта
- Рукоятка включения и выключения продольной и поперечной подач
- Рукоятка регулирования тяговых усилий подачи
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения верхнего суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка пуска, останова и реверсирования шпинделя
- Рукоятка крепления каретки к станине
- Упор автоматического останова поперечного суппорта
- Рукоятка поворота и крепления резцовой головки
- Винт поперечного перемещения задней бабки
- Маховик ручного перемещения
- Кнопка золотника смазки направляющих каретки и поперечного суппорта
- Пост управления включения станка
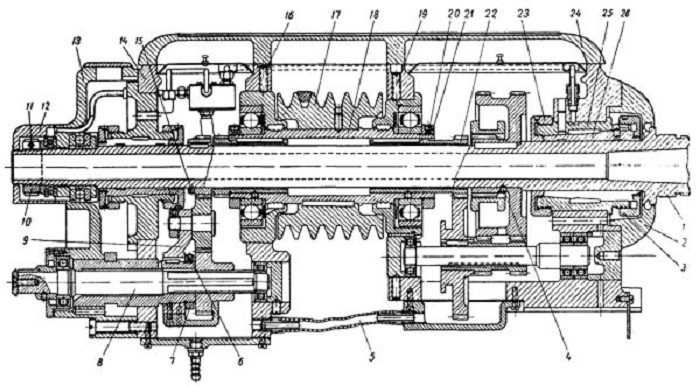
Описание кинематической схемы токарно-винторезного станка 1Е61ПМ, 1Е61ВМ
Привод движения резания состоит из двух клиноременных передач, шеcтиступенчатого редуктора и переборного устройства.
Приводной вал I редуктора связан с двухскоростным электродвигателем мощностью 2,7/4,4 кВт клиноременной передачей через шкивы 2 и 3. Трехваловый редуктор имеет два двойных подвижных блока губчатых колес 5-4, 10-И и одно подвижное зубчатое колесо 6. Вал II получает вращение от вала I через зубчатые колеса 5-8, когда блок 5-4,(рис.5), сдвинут влево либо через губчатые колеса 4-7 при крайнем правом положении блока 5-4 или посредством зубчатых колес 6-9. В последнем случае зубчатое колесо 6 вводится в зацепление с зубчатым колесом 9, а блок 5-4 устанавливается в среднее нейтральное положение: Двойной блок IO-II позволяет увеличить количество скоростей на выходном валу III редуктора до 6.








Вращение от редуктора посредством клиноременной передачи через шкивы 12-13 и зубчатые колеса 14-15-16-17 сообщается шпинделю IV.
Нижний ряд чисел оборотов от 35,5 до 280 в минуту передается шпинделю через перебор.
Применяемый двухскоростной электродвигатель позволяет изменить нижний и верхний ряд чисел оборотов и получить 24 скорости вращения шпинделя. Вследствие совпадения шести скоростей шпиндель имеет 18 различных скоростей вращения (см. табл. 3).
Движение подачи суппорта передается от шпинделя. Вал VII получает вращение через зубчатые колеса 21-22-23-24. Подвижное зубчатое колесо 23, расположенное на валу VI, служит для изменения направления перемещения суппорта. При смещении зубчатого колеса влево вал VII получает вращение от блока 26-27, минуя промежуточное зубчатое колесо 24.
1Е61ПМ, 1Е61ВМ Электрооборудование токарного станка
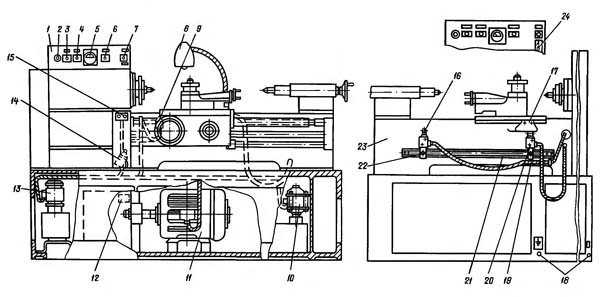
Расположение электрооборудования на токарном станке 1е61пм
Расположение электрооборудования токарного станка
- электрошкаф
- сигнальная лампа
- вводной выключатель
- переключатель частоты вращения электродвигателя главного привода
- амперметр, указывающий нагрузку
- выключатель электронасоса охлаждения
- тумблер включения тормоза
- лампа местного освещения
- конечный выключатель продольной подачи
- электронасос охлаждения
- электродвигатель главного привода
- электромагнитная муфта тормоза шпинделя
- электронасос смазки
- выключатель реверса шпинделя
- пост управления станком
- конечный выключатель автоматического реверсирования и блокировки
- упор
- болт заземления
- винт крепления установки конечного выключателя
- конечный выключатель автоматического реверсирования и блокировки
- штанга
- винт крепления установки конечного выключателя
- станина
- переключатель автоматического режима
Примечание. Поз. 16, 17, 19, 20, 21, 24 только для станков С1Е61ВМ и С1Е61ПМ.
Технические характеристики станка 1Л61
| Наименование параметра | 1Б61 | 1Л61 | 1В61 | 1М61 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 320 | 320 | 320 | 320 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 160 | 160 | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 710, 1000 | 500, 710 | 710, 1000 |
| Наибольшая длина обтачивания (Наибольшее продольное перемещение суппорта), мм | 430 | 640, 930 | 430, 640 | 640 |
| Высота центров, мм | 170 | 170 | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 190 | 190 | 180 | 180 |
| Высота от опорной поверхности резца до оси шпинделя, мм | 25 | 25 | 25 | 25 |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 22 х 35 | 22 х 35 | 22 х 35 | 22 х 25 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 | 8 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 10..1250 | 16..2000 | 32..1200 | 12,5..1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | М75 х 5 | М75 х 5 | 6К | 6К |
| Торможение шпинделя | есть | есть | есть | есть |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 430 | 640, 930 | 600 | 640 |
| Наибольшее поперечное перемещение суппорта, мм | 250 | 250 | 200 | 200 |
| Продольное перемещение суппорта на одно деление лимба, мм | 0,5 | 0,5 | 0,5 | 0,5 |
| Продольное перемещение суппорта на один оборот лимба, мм | 100 | 100 | 100 | 100 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение суппорта на один оборот лимба, мм | 5 | 5 | 5 | 5 |
| Число ступеней продольных и поперечных подач | 17 | |||
| Пределы скорости продольных подач, мм/об | 0,08..1,2 | 0,08..1,20,12..1,9 | ||
| Пределы скорости поперечных подач, мм/об | 0,04..0,6 | 0,04..0,60,06..0,95 | ||
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 13 | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..96 | 0,5..96 | 0,5..96 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | |||
| Пределы шагов нарезаемых резьб дюймовых | 0,25…48 | 0,25…48 | 0,25…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | |||
| Пределы шагов нарезаемых резьб модульных | 0,25…48 | 0,25…48 | 0,25…48 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | |||
| Пределы шагов нарезаемых резьб питчевых | 0,5..96 | 0,5..96 | 0,5..96 | 7…96 |
| Предохранитель от перегрузки | ||||
| Блокировка продольных и поперечных подач | ||||
| Выключающие продольные упоры | ||||
| Резцовые салазки (Верхний суппорт) | ||||
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 125 | 125 | 125 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,03 | 0,03 | 0,05 | 0,05 |
| Перемещение на один оборот лимба, мм | 3 | 3 | ||
| Наибольший угол поворота, град | ±60° | ±60° | ±60° | -60°, +45° |
| Задняя бабка | ||||
| Наибольшее перемещение пиноли задней бабки, мм | 120 | 120 | 120 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 2 | 2 | 2 | 2 |
| Электродвигатель главного привода, кВт (об/мин) | 2,8 (1420) | 4,5 (1440) | 2,2 (1430) | 4,0 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Патрон 3-х кулачковый самоцентрирующий | ||||
| Диаметр патрона, мм | Ø 200 | Ø 200 | Ø 200 | Ø 200, 7100-0007 |
| Диаметр переходного фланца, мм | Ø 200 | Ø 200 | ||
| Вес, кг | 16,2 | 16,2 | ||
| Диаметр зажима | 6..45 | 6..45 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1880 х 850 х 1450 | 2380 х 850 х 1450 | 1880 х 800 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1100 | 1600 (РМЦ=1000) | 1200 | 1260 |
Список литературы:
Токарно-винторезные станки 1Л61 и 1Л61. Руководство к станкам, 1962
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Электрооборудование. Схема электрическая токарно-винторезного станка 1Л61
Электрическая схема токарно-винторезного станка 1Л61
- Присоединение к сети переменного трехфазного тока напряжением 380 В
- Двигатель главного привода:
- для станка 1Л61 — A5I-4; 4,5 кВт; 1440 об/мин, 380/220 В;
- для станка 1Л61 — АЛ42/4; 2,8 кВт; 1420 об/мин, 380/220 В.
- Электронасос охлаждающей жидкости: 0,125 кВт, 2800 об/мин, 22 лит/мин, 380/220 В.
Пуск, отключение, изменение направления главного движения производится посредством реверсивного магнитного пускателя, управляемого барабанным переключателем с помощью двух рукояток управления У20 /рис.17/.
Торможение двигателя главного привода — посредством электромагнитной муфты.
Быстрое реверсирование электродвигателя при нарезании резьб — поворотом рукоятки У20 от верхнего крайнего положения в нижнее крайнее положение и наоборот.
Включение и выключение электронасоса – отдельным выключателем.
Защита двигателя главного привода и электронасоса от коротких замыканий — посредством плавких предохранителей.
Нулевая защита двигателя главного привода — посредством промежуточного реле.
Местное освещение — от понижающего трансформатора.
Защитное заземление металлических масс как мера безопасности работающего на станке.
Панель управления с рукоятками вводного выключателя, электронасоса и местного освещения.
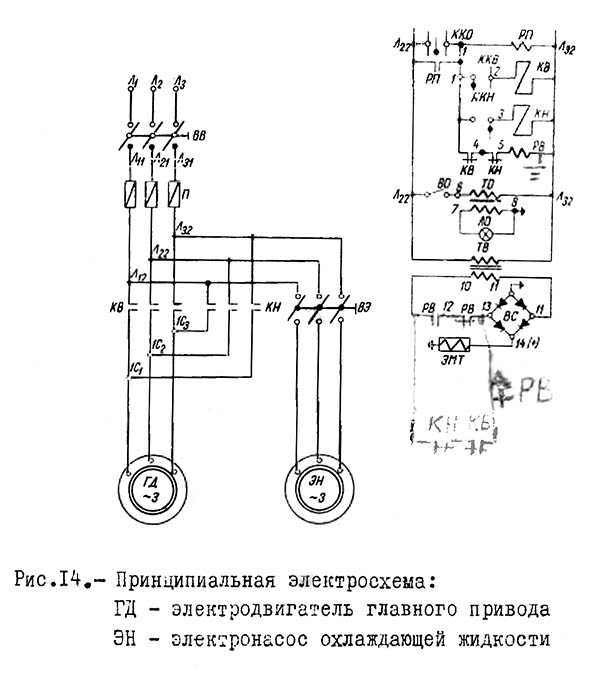
б/ Описание действия электросхемы управления /рис.14/
Включением вводного выключателя ВВ подготавливается пуск станка. Пуск, остановка и реверс двигателя главного привода /ГД/ производится посредством рукоятки управления командоконтроллером КК, имеющего 3 фиксированных положения и по одному контакту на каждое положение, из коих контакт ККО /Л 22-1/ замкнут при нейтральном положении. После включения выключателя ВВ через НЗ контакт ККО промежуточное реле РП получает питание и замыкает свой НО контакт /Л 22-1/. Через НО контакт РП /Л 22-1/ промежуточное реле РП переходит на самопитание.
После включения ВВ получает питание и реле времени РВ, контакт которого РВ /12-13/ с выдержкой времени / 3..4 сек / отключит электромагнитную муфту ЭМТ. При пуске в сторону «Вперед» /вращение двигателя ГД — против часовой стрелки со стороны шкива/ рукоятку 20 нужно поворачивать вверх. Замкнувшийся при этом контакт ККВ /1-2/ замыкает цепь катушки KB, образуется цепь /Л 22-1 — 1-2 -Л82/, контактор KB срабатывает своим НО контактом, включает двигатель в сторону вращения «Вперед» и НЗ контакт контактора KB /1-4/ размыкается. Реле времени РВ теряет питание, размыкается контакт РВ /10-12/ и замыкается контакт, РВ /12-13/. Процесс включения «Вперед» окончен. Отключение двигателя производится переводом рукоятки У20 в нейтральное положение. При этом размыкается контакт ККВ, контактор KB обесточивается, замыкает свой H3 контакт в точках 1-4. Реле времени РВ, получая питание, замыкает НО контакт РВ /10-12/ без выдержки времени. Через селеновые выпрямители ВС электромагнитная муфта ЭМТ получает постоянный ток, срабатывает и тормозит механизм коробки скоростей и шпинделя.
Несколько позже с выдержкой времени /3..4 сек/ размыкается контакт РВ /12-13/, электромагнитная муфта отключается, и схема приводится в исходное положение. Пуск «Назад» производится переводом рукоятки У20 в нижнее положение. Работа схемы аналогична работе «Вперед», только в этом случае срабатывает контактор КН. Трансформатор местного освещения ТО включается и выключается выключателем ВО. Электронасос включается и выключается пакетным выключателем ВЭ.
в/ Защита и блокировка
В схеме предусмотрена групповая защита от коротких замыканий посредством предохранителей 1П.
В схеме предусмотрена защита от исчезновения напряжения /нулевая/ посредством промежуточного реле РП.
Для предотвращения одновременного включения двух контакторов реверсивного пускателя KB и КН в схеме предусмотрена механическая блокировка.
Монтажная схема показана на рис.15. Расположение электрических аппаратов на рис.16.









