
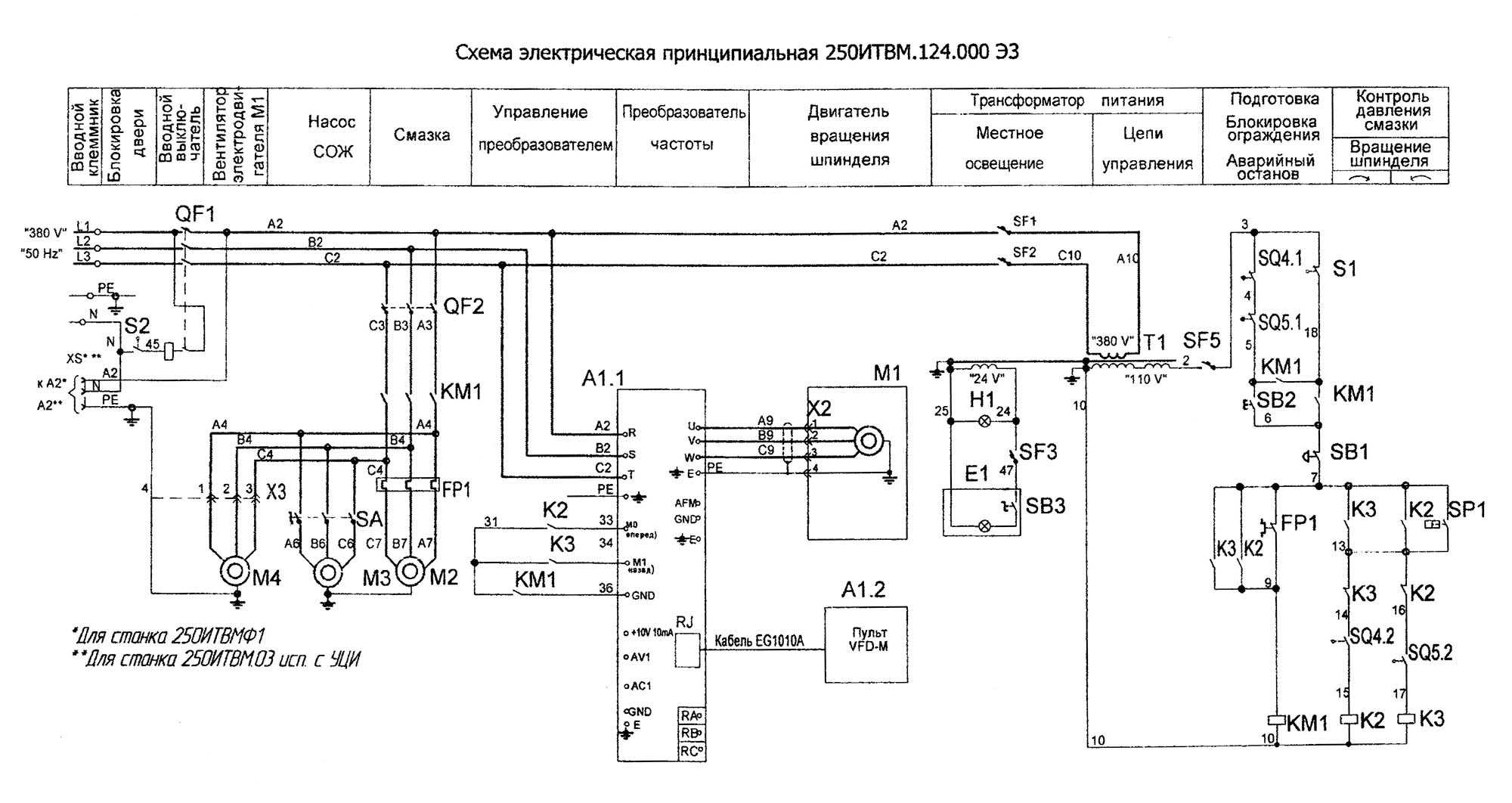
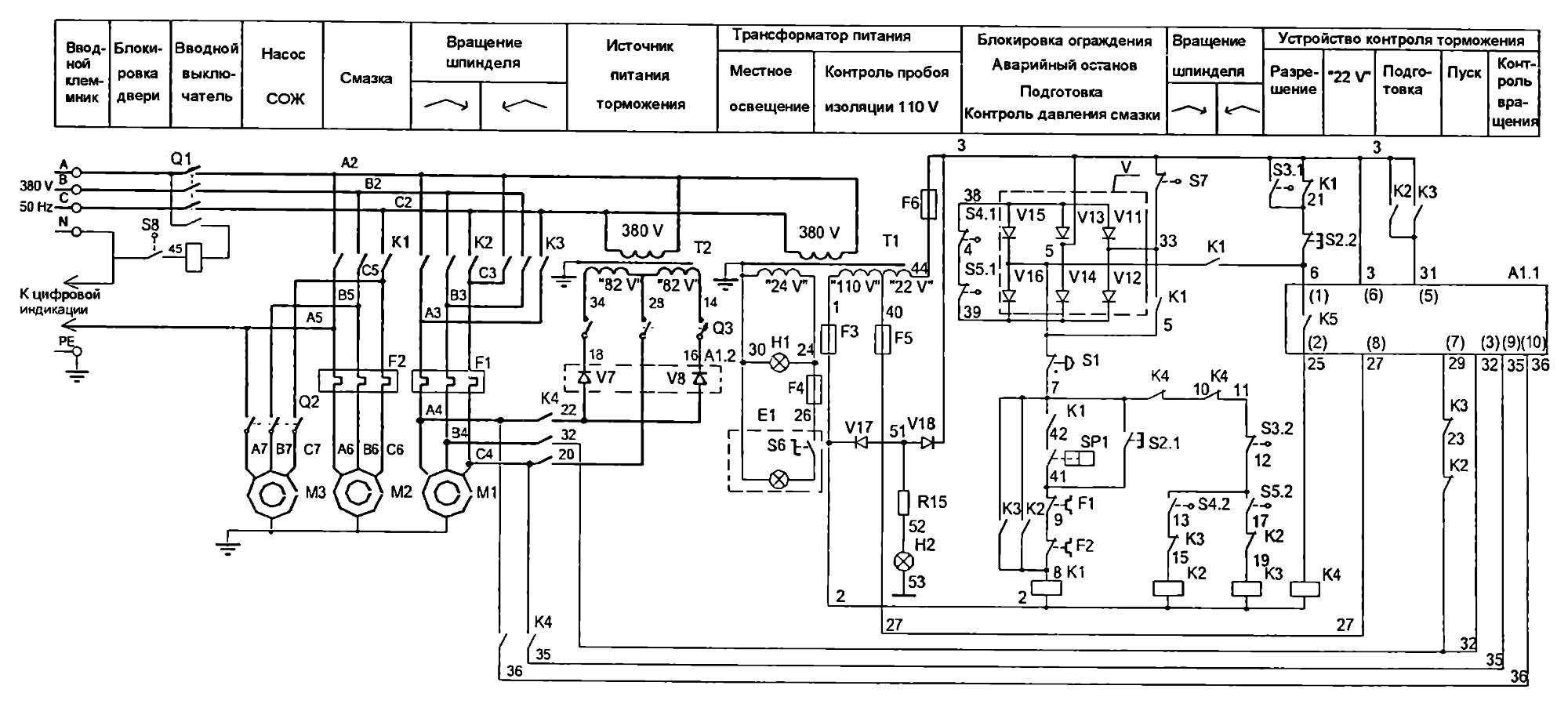
Электрооборудование станка
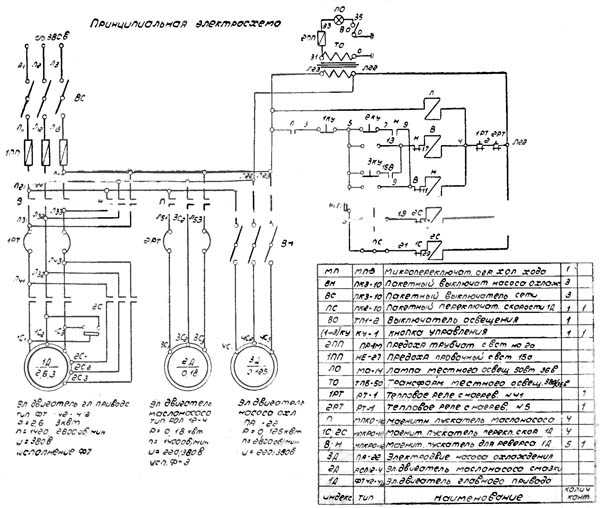
Электрическая схема токарно-винторезного станка ИЖ-250
Общие сведения
На станке установлено 3 трехфазных асинхронных короткозамкнутых электродвигателя:
- Двухскоростной электродвигатель главного привода типа ФТ42—4/2, 2,6/3 кВт. 420/ 2800 об/мин напряжение 380 В.
- Электродвигатель маслонасоса смазки АОЛ 12—4, Р = 0,18 кВт, n=1400 об/мин, 220/380 В, в. исп. Ф—3.
- Электродвигатель охлаждения типа 1A-22, Р=0,125 кВт, n=2800 об/мин, напряжение 220/380 В.
Электроаппаратура и пакетные выключатели включения внешней сети и насоса охлаждения находятся в нише правой тумбы. Кнопки направления вращения и стоповая, тумблер для включения местного освещения и переключатель выбора скорости ПС находятся на пульте, на коробке подач.
Электродвигатели и аппаратура рассчитаны включение в сеть 380 вольт. Местное освещение 26 В.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС, при этом через пускатель П включается электродвигатель маслонасоса смазки 2Д.
Для включения электродвигателя 1Д на 420 об/мин, (треугольник) ручка переключения ПС ставится в положение «1 скорость», замыкаются контакты 23-19.
Для включения электродвигателя 1Д на 2800 об/мин, (двойная звезда) ручка переключения ПС ставится в положение «II скорость».
Изменение скорости вращения эл. двигателя 1Д возможно путем изменения положения переключателя ПС.
В зависимости от выбранного направления вращения шпинделя нажатием кнопки 3KУ «Назад» включается пускатель Н.
Пример работы схемы
Пример работы схемы на II скорости и при направлении вращения шпинделя вперед:
Повернуть ручку переключателя ПС в положение «II скорость» подготавливается к включению пускатель 2С.
Нажатием кнопки 2КУ «Вперед» ставится на самопитание пускатель В, подготавливающий цепь 1Д на вращение в направлении «Вперед».
С поворотом рукоятки включения на микропереключатель МП замыкает свои н.з. контакты 5-23 и включается пускатель 2С.
В результате включения последовательно двух пускателей В и 2С двигатель 1Д получает вращение вперед на II скорости. Останов 1Д осуществляется кнопкой 1КУ «Стоп» или рукояткой фрикциона. Работа схемы при вращении 1Д в направлении назад или при скорости 1420 об/мин. происходит аналогично описанной.
Включение насоса охлаждения осуществляется пакетным выключателем BH с правой тумбы.
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается плавкими предохранителями 1ПП и 2ПП. Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Указания по эксплуатации станка
1. Не рекомендуется выключать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.

2. При срабатывании тепловой защиты электродвигателей 1Д или 2Д необходимо некоторое время выждать, чтобы он охладился, затем выключить 1РТ ИЛИ 2РТ кнопкой возврата и включить станок в работу.
Регулировка токарного станка ИЖ-250
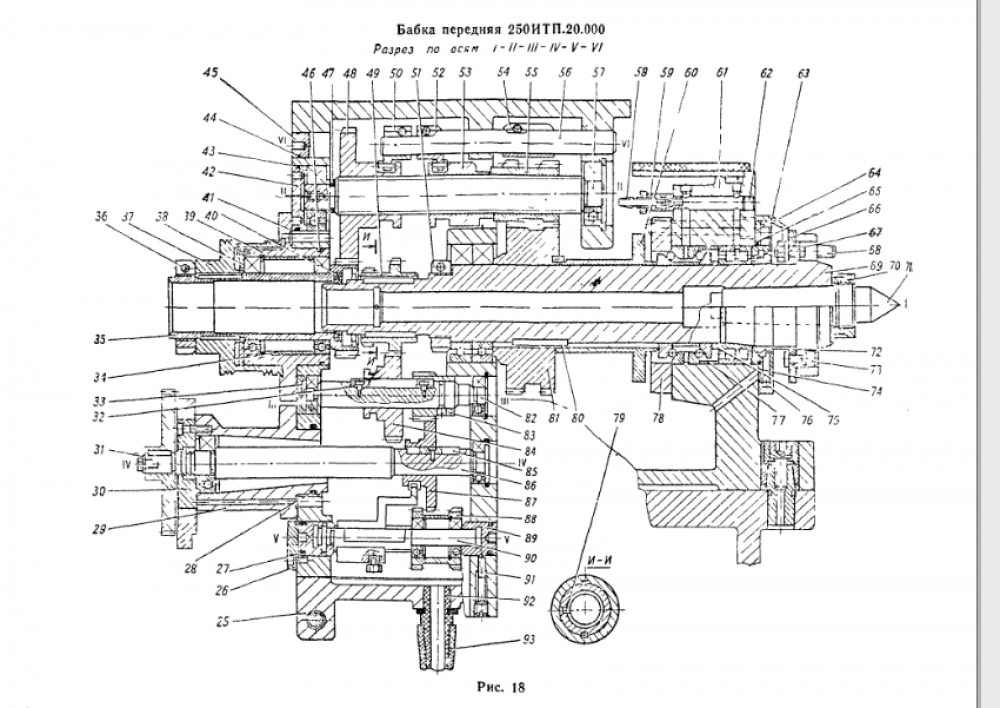
Регулирование подшипников шпинделя
Регулировка токарного станка ИЖ-250
Желательно, чтобы регулировку подшипников шпинделя производил всегда один и тот же специалист, т. к. от правильной регулировки зависит точность станка.
Регулировке подвергаются подшипники как правой так и левой опоры (фиг. 18)
Устранение радиального люфта и в прaвой опоре шпинделя производится следующим образом: утопив винт 5, ослабляют гайку 4 и при вывернутом винте 1, поворотом гайки 2 внутреннее кольцо роликоподшипника 3 натягивают на коническую шейку шпинделя, затягивают гайку 4, вывинчивают стопорный винт 5 и ввинчивают стопорный винт 1.
Регулировка подшипников 7 и 8 левой опоры производится при помощи гаек 6.
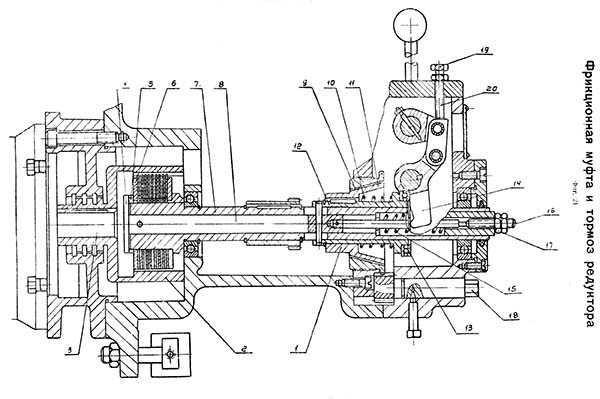
Регулировка фрикционной муфты и тормоза редуктора (фиг. 21)
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
Тормоз станка расположен в редукторе и находится на одном валу с фрикционной муфтой. При повороте рукоятки тормоза вилка 14 давит на упорный шарикоподшипник (8109 ГОСТ 6874-54) и перемещает втулку.
Вместе с ней перемещается влево валик 8 и диск 4 — муфта расцепляется. Одновременно при перемещении ВТУЛКИ стакан 11 своим наружным конусом с помощью пружины 10 прижимается к внутреннему конусу шестерни 9 — происходит торможение.
Растормаживание осуществляется пружиной 15. Регулировка зазора между ведущим и ведомым дисками фрикционной муфты производится гайками 17, при завертывании которых кольцо 5 с помощью тяги 16, валика 8 и диска 4 нажимает на диск 6, уменьшая тем самым зазор между ведущими и ведомыми дисками.
Регулировка тормоза осуществляется поворотом вала-шестерни 18. При повороте вала-шестерни 18 вправо происходит вывинчивание шестерик 9 из диска и зазор между шестерней 9 и стаканом 11 уменьшится.
Регулировка холостого хода рукоятки 1 редуктора производится винтом 19 с контргайкой 20. Рукоятка 1 в крайнем левом положении должна иметь небольшой люфт (10..15 мм у конца рукоятки).
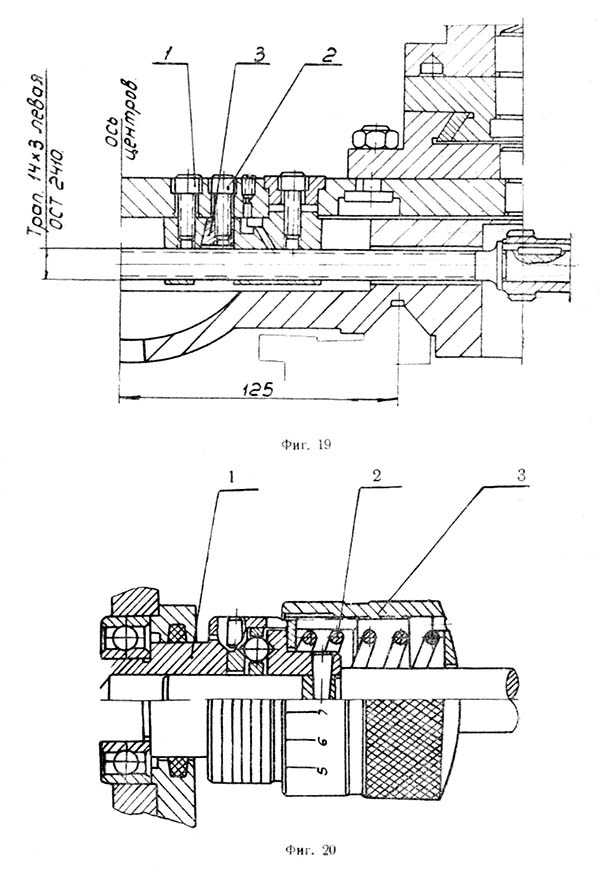
Регулировка люфта винта поперечной подачи (см. фиг. 19)
Регулировка предохранительной муфты коробки подач (см. фиг. 20)
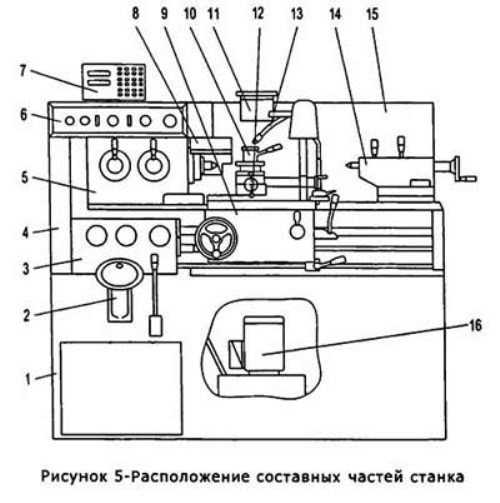
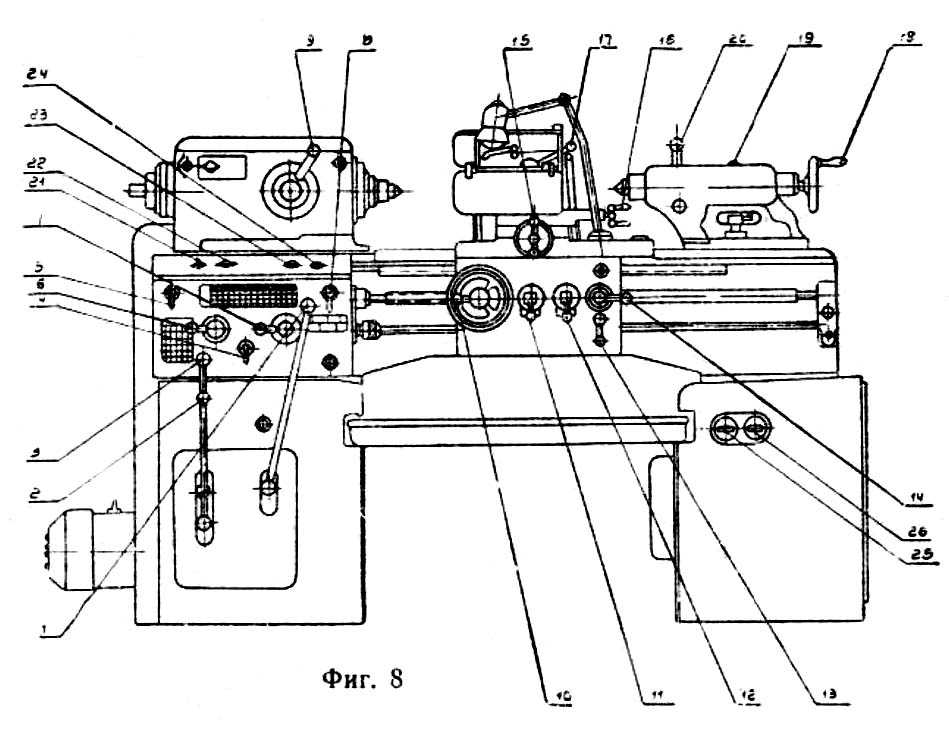
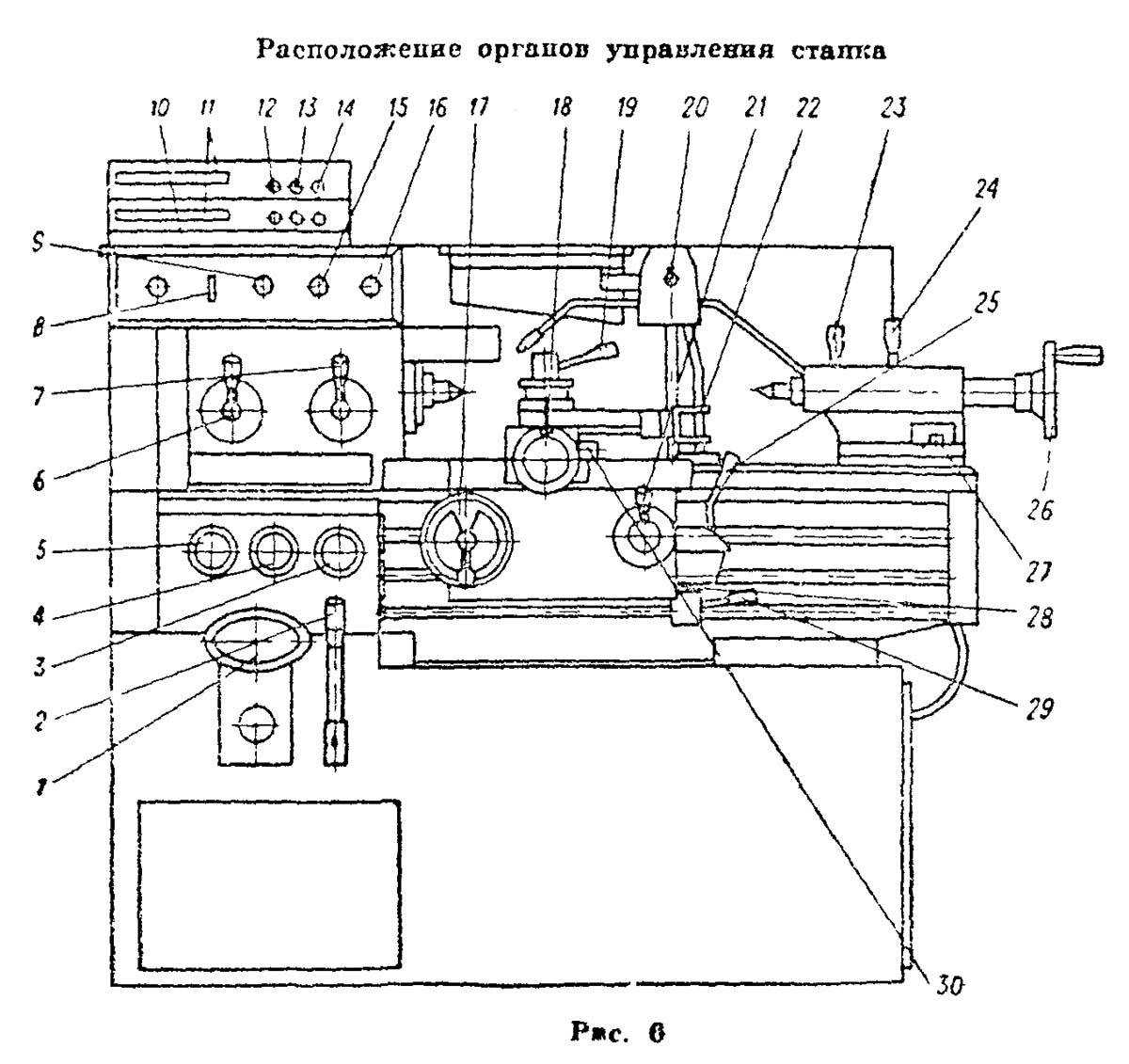
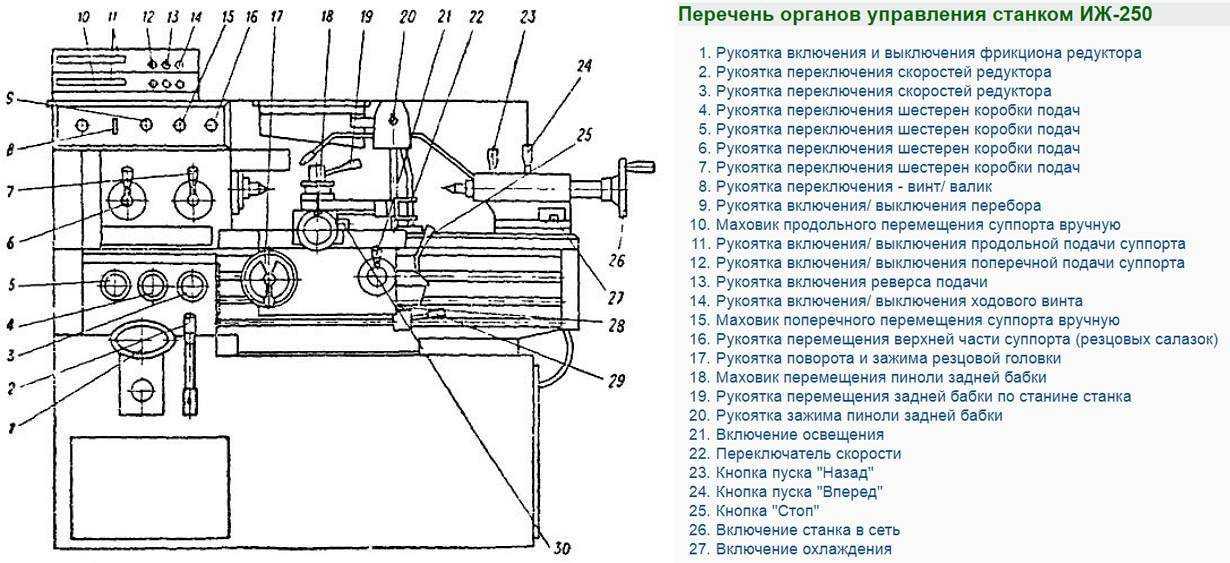
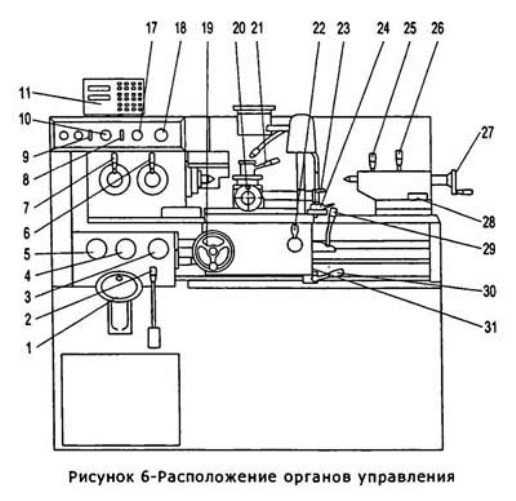
Расположение органов управления токарно-винторезным станком 250ИТВМ
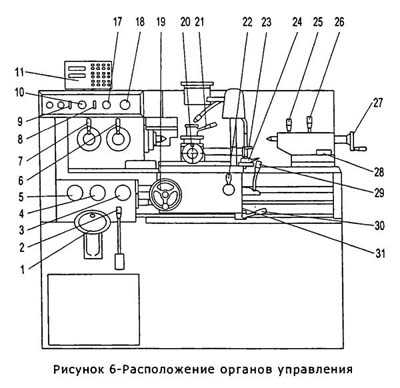
Расположение органов управления токарным станком 250итвм
Перечень органов управления станком 250ИТВМ
- Маховик выбора частоты вращения шпинделя
- Рукоятка включения частоты вращения шпинделя
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятка переключения перебора
- Рукоятка переключения трензеля и звена увеличения шага
- Выключатель электронасоса охлаждения
- Вводной выключатель
- Замок запирания вводного выключателя
- Цифровое табло для станка 250ИТВМ Ф1
- Выключатель станции смазки
- Кнопка общего останова и аварийного отключения станка
- Маховик ручной продольной подачи
- Ручка ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Выключатель освещения
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станке
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Рукоятка пуска и останова
- Винт регулирования предохранительного механизма
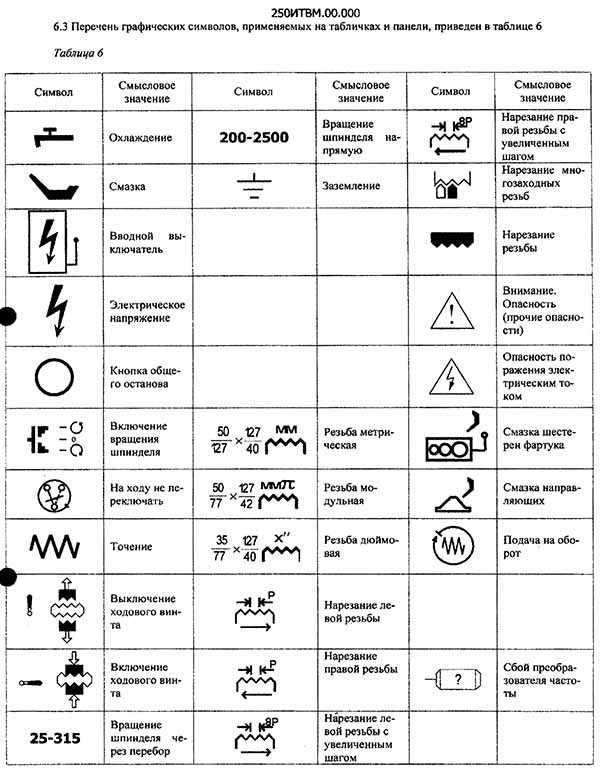
Перечень графических символов станка 250итвм
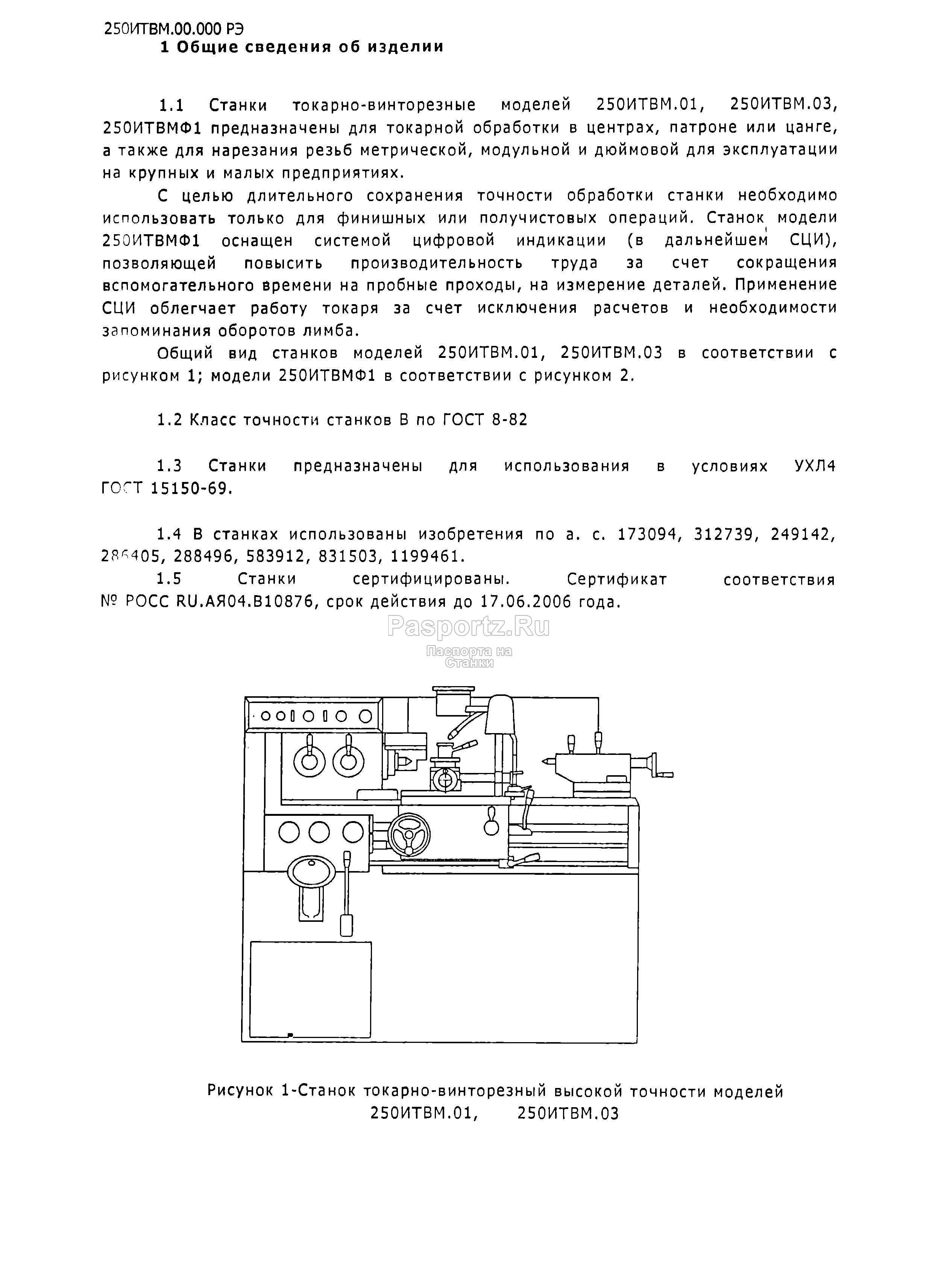
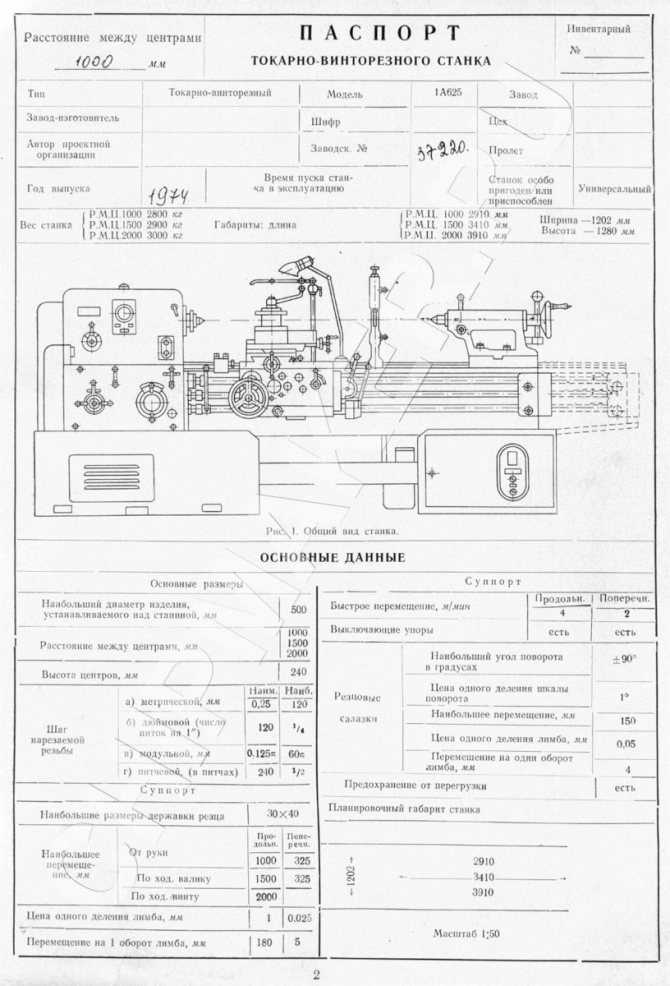
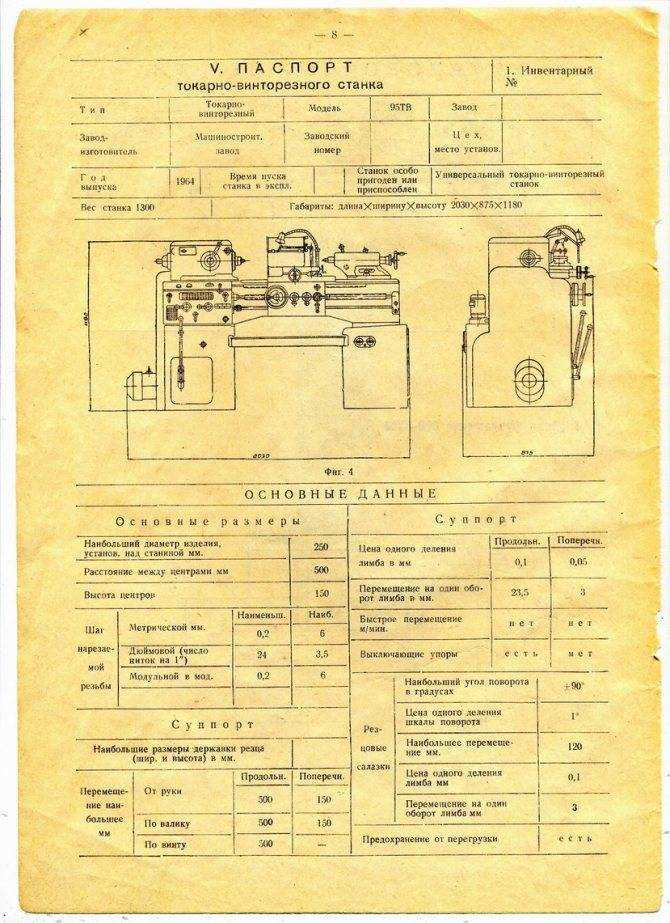
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели ИЖ-250 имеет высоту центров 150 мм и расстояние между центрами 500 мм.
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок .



Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель ).
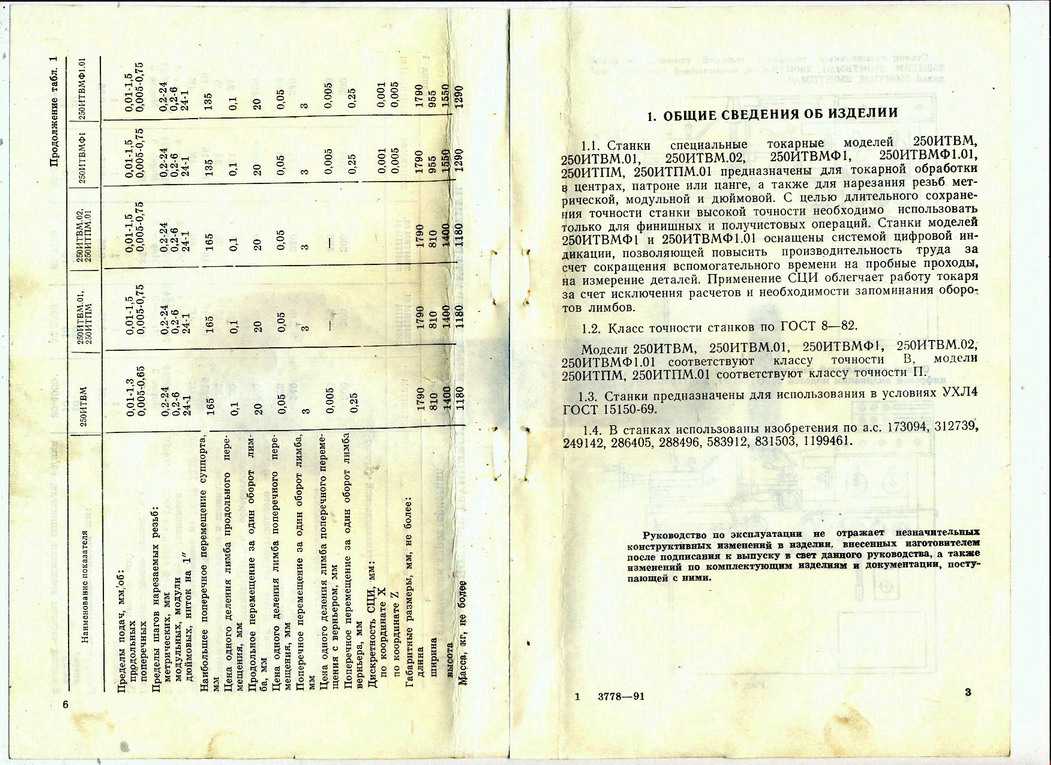
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
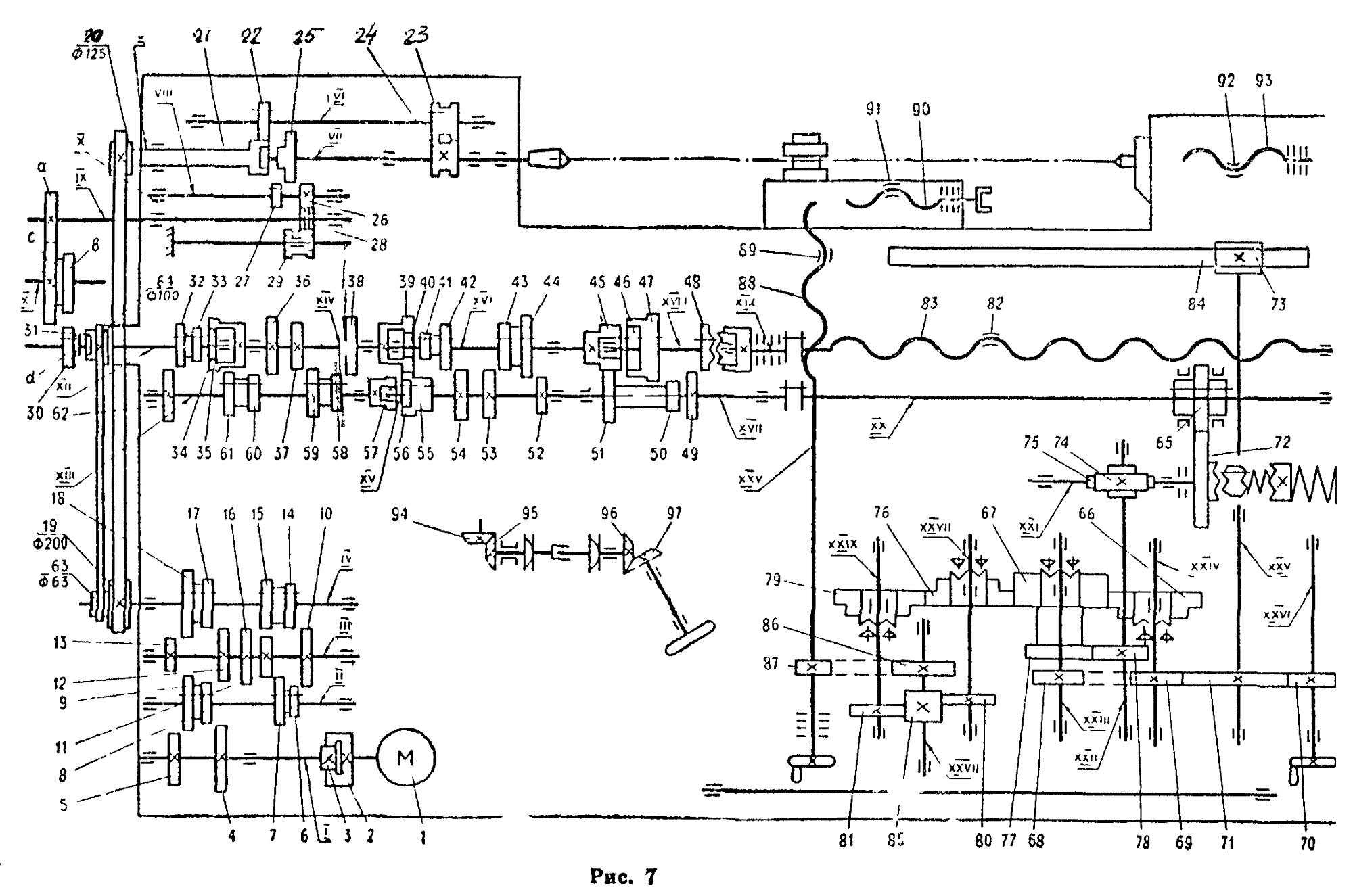
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на три подшипника качения:
- 44. Передний двухрядный роликоподшипник 70×110×30, 3182114, класс точности (А)
- 13. Упорный шарикоподшипник 55×78×16, А8111, класс точности (А)
- 14. Радиально-упорный шарикоподшипник 55×100×21, А46211, класс точности (А)
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения.
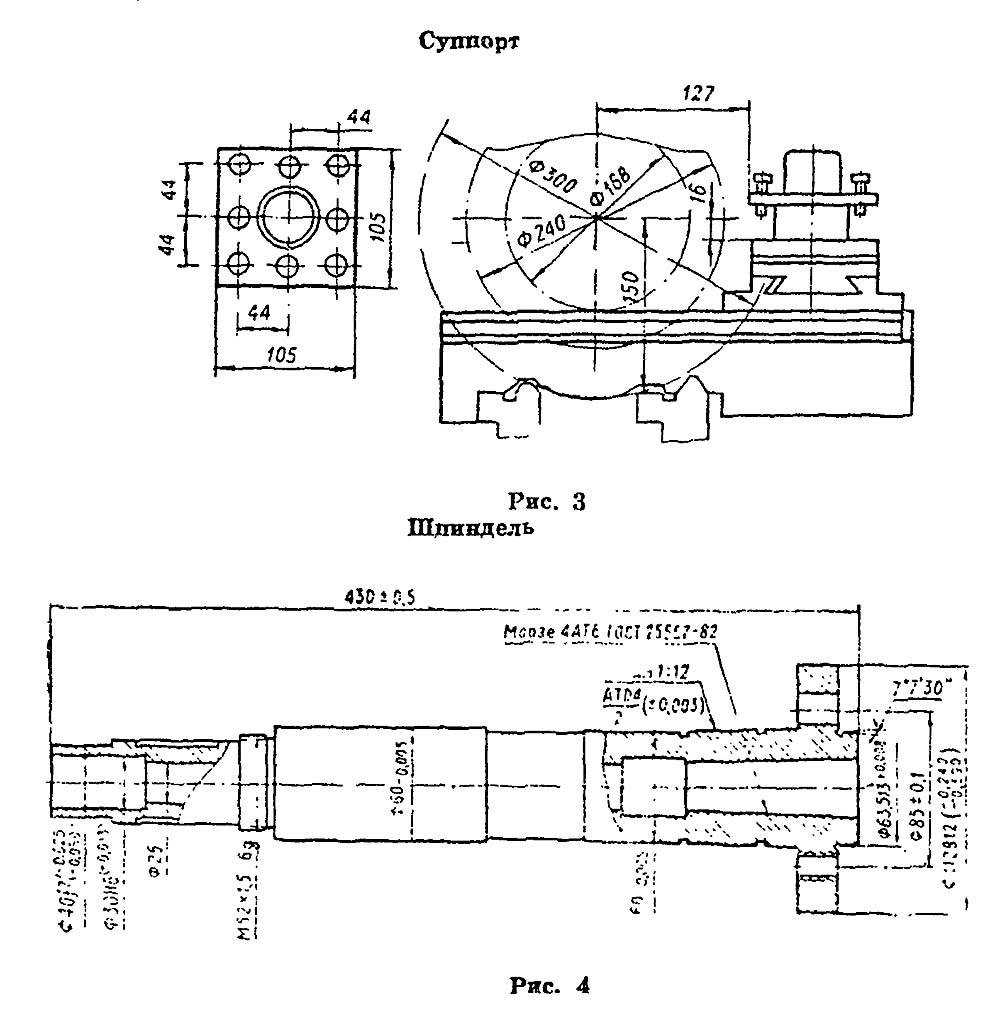
Конец шпинделя резьбовой М68×6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
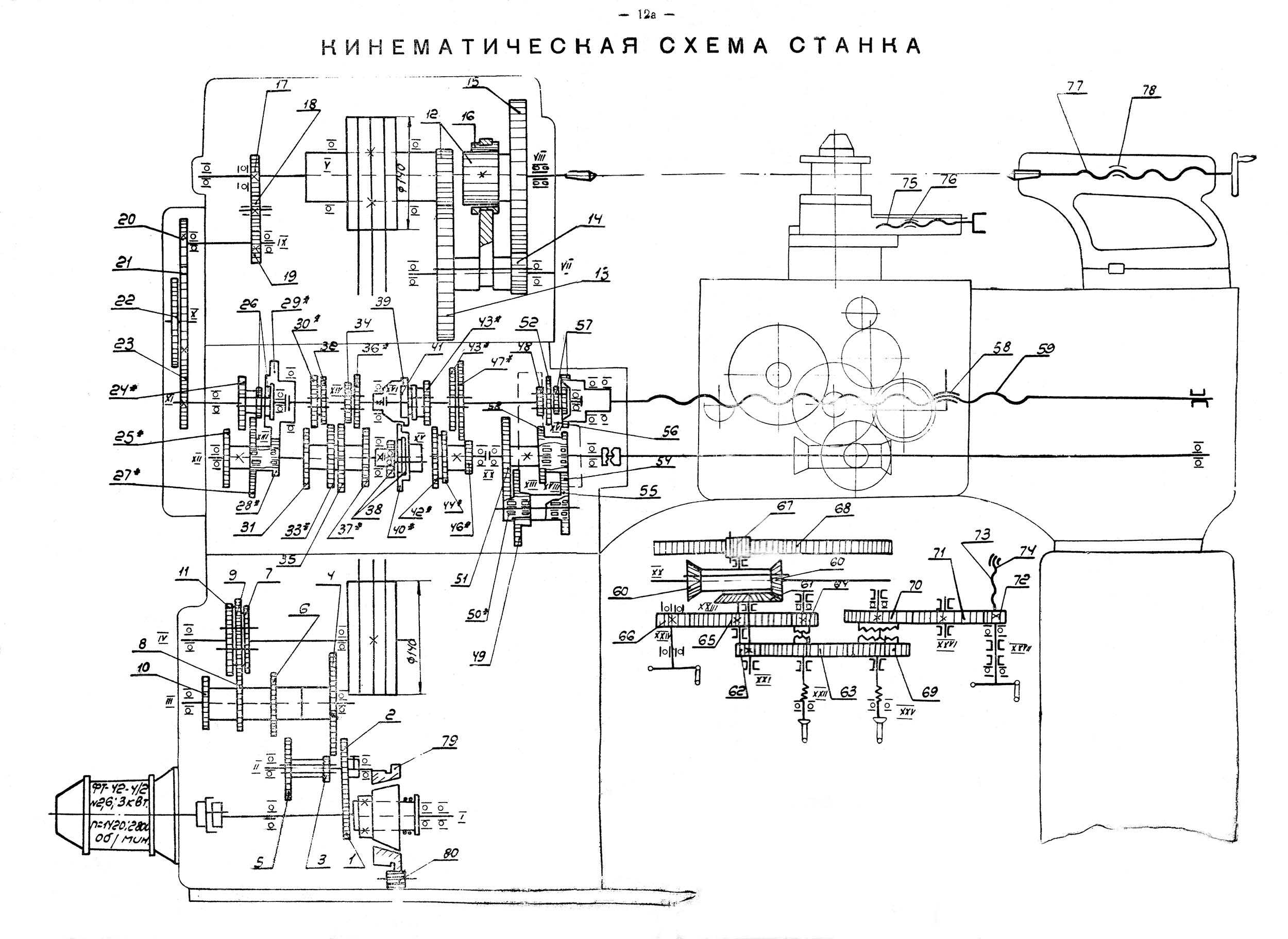
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
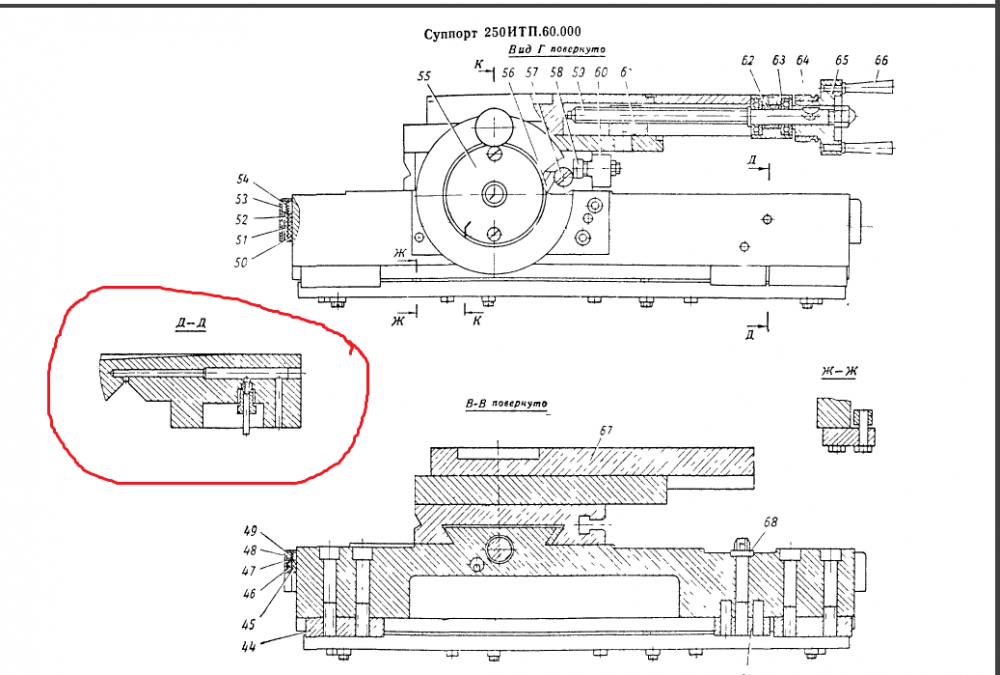
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
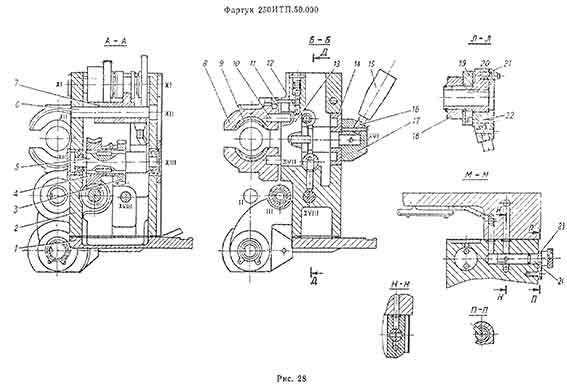
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
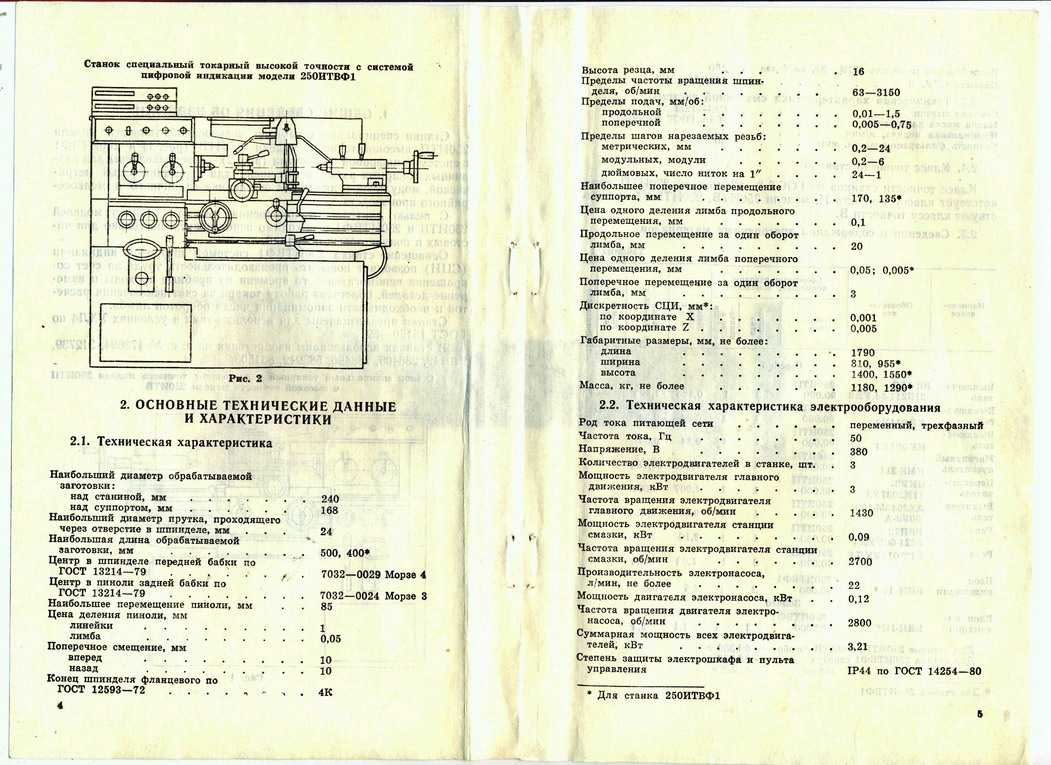
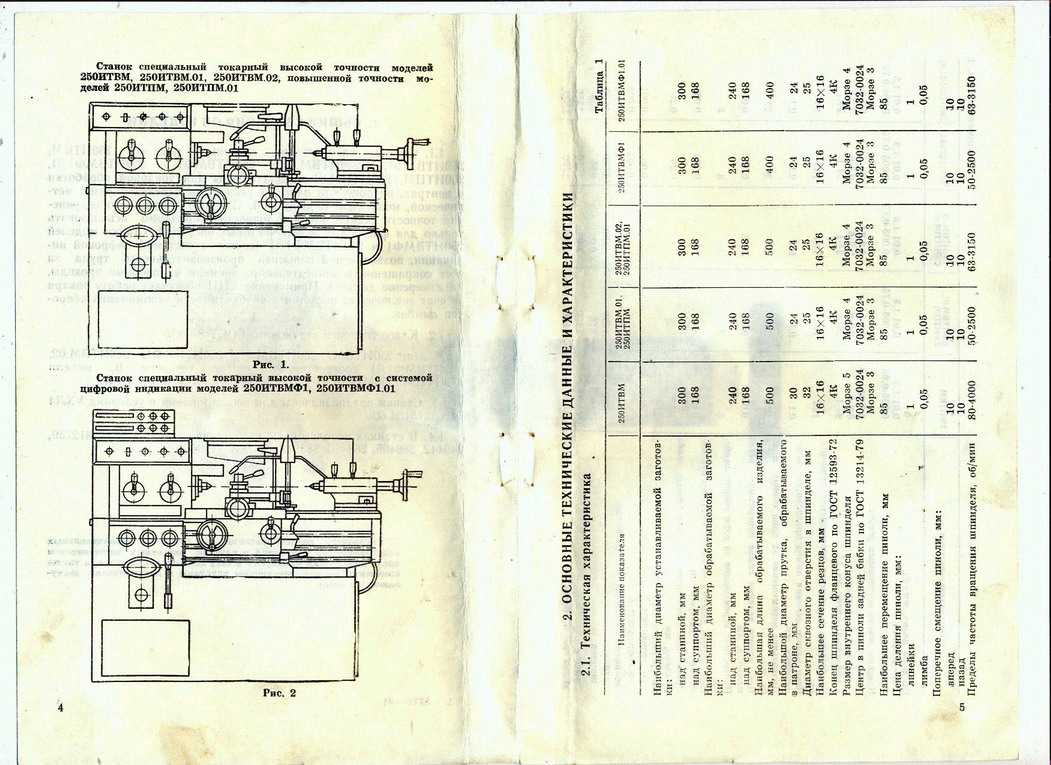
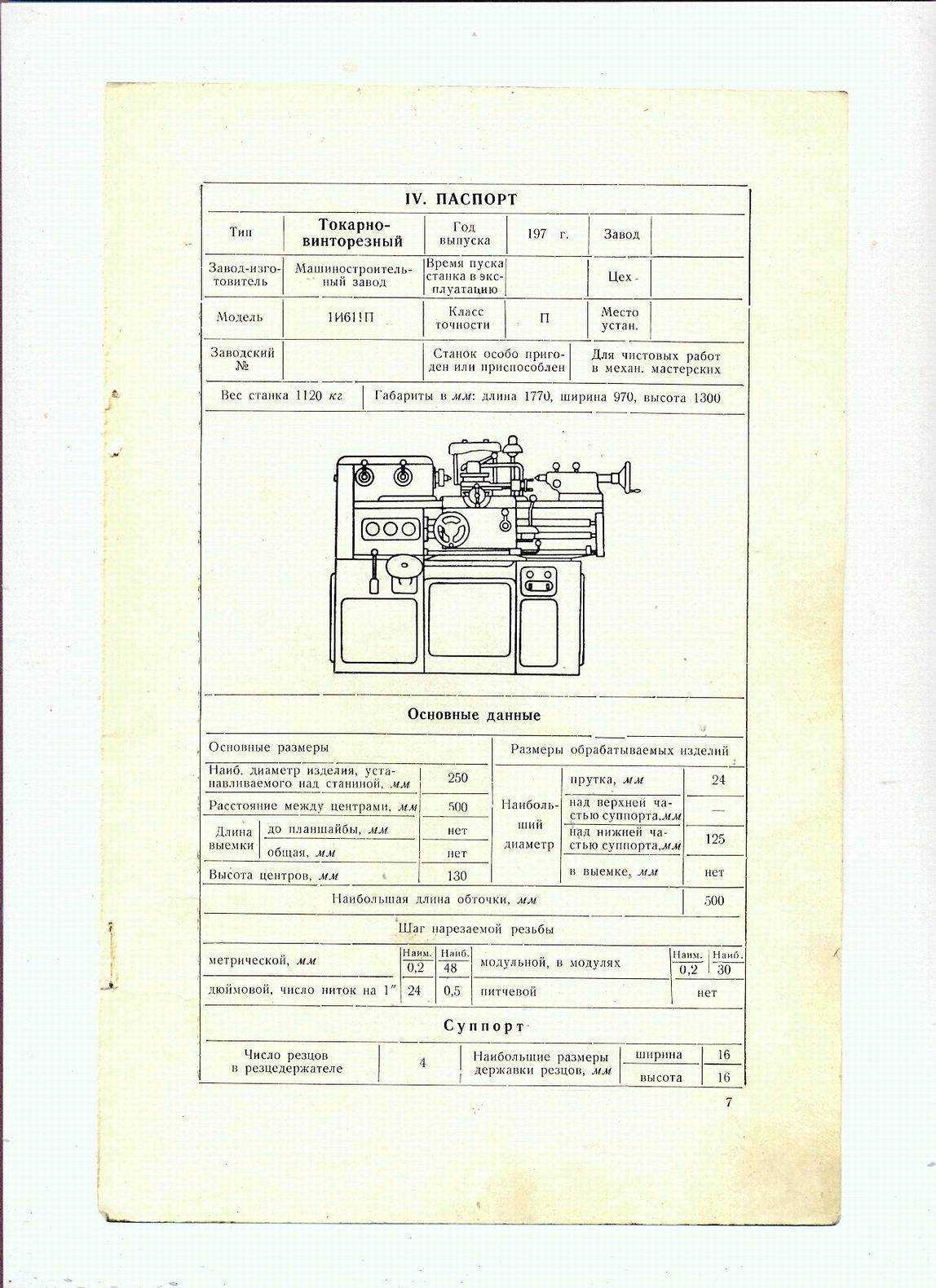
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
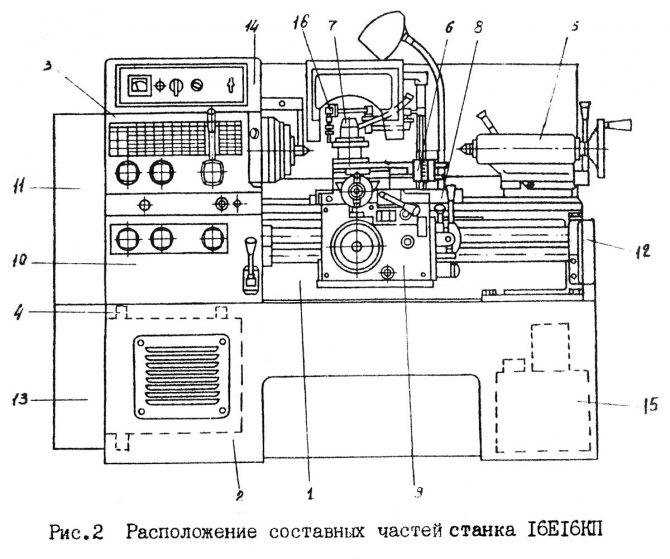
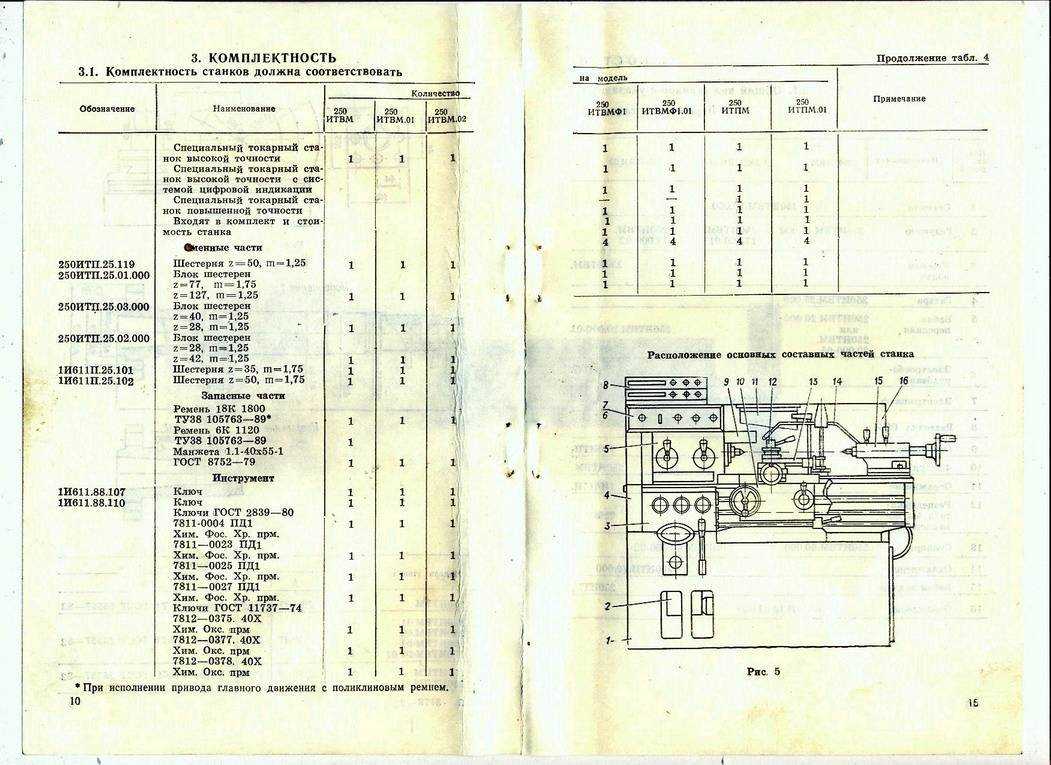
Расположение составных частей станка 250ИТВМ
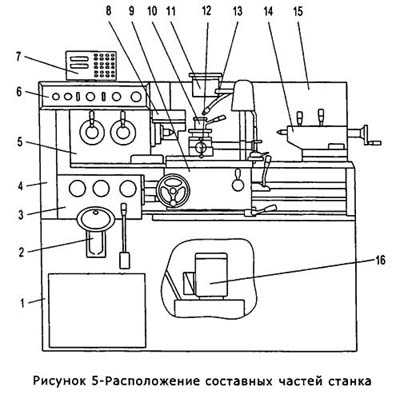
Расположение основных узлов токарного станка 250итвм
Перечень составных частей станка 250ИТВМ
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Область применения
Токарно-винторезный станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Токарный станок ИЖ-250 применяется в разнообразных отраслях промышленности, авторемонтных и домашних мастерских. Он используется для обработки металлических и неметаллических заготовок, создания деталей с различными геометрическими формами, нарезке резьбы, валикования, развертывания и других операций. Такие отрасли, как машиностроение, металлообработка и автомобильная промышленность, электротехническое производство и даже ремонтные мастерские, активно используют токарные станки ИЖ-250.




Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет токарный станок ИЖ-250 в приборостроении и изготовлении инструментов.