Номенклатура высокочастотных ТВЧ установок на транзисторных IGBT модулях
| Параметр / обозначение | ВЧ-15А | ВЧ-15АВ | ВЧ-25А | ВЧ-25АВ | ВЧ-40АВ | ВЧ-60АВ | ВЧ-80АВ | ВЧ-100АВ | ВЧ-120АВ | ВЧ-160АВ |
| Потребляемая мощность, кВА | 15 | 15 | 25 | 25 | 40 | 60 | 80 | 100 | 120 | 160 |
| Диапазон рабочих частот, кГц | 30-80 | 30-80 | 30-80 | 30-80 | 30-60 | 30-60 | 30-60 | 20-50 | 20-50 | 20-50 |
| Напряжение питания, В | 220 | 220 | 380 | 380 | 380 | 380 | 380 | 380 | 380 | 380 |
| Количество фаз, шт. | 1 | 1 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Максимальный ток одной фазы, А | 25 | 25 | 25 | 25 | 45 | 65 | 120 | 150 | 180 | 240 |
| КПД, % | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 | 90 |
| Таймер, сек | 99 | 99 | 99 | 99 | 99 | 99 | 99 | 99 | 99 | 99 |
| Вес оборудования, кг | 18 | 23 | 23 | 31 | 35+30 | 35+30 | 41+42 | 45+47 | 51+49 | 63+55 |
| Система охлаждения ТВЧ установки | ||||||||||
| Расход воды, л/мин макс. | 5 | 5 | 8 | 8 | 10 | 12 | 12 | 14 | 14 | 16 |
| Давление воды, атм. | 2 | 2 | 2 | 2 | 2-3 | 2-3 | 2-3 | 2-3 | 2-3 | 2-3 |
| Мощность насоса, кВт | 0,3 | 0,3 | 0,4 | 0,4 | 0,5 | 0,5 | 0,7 | 0,8 | 1,0 | 1,2 |
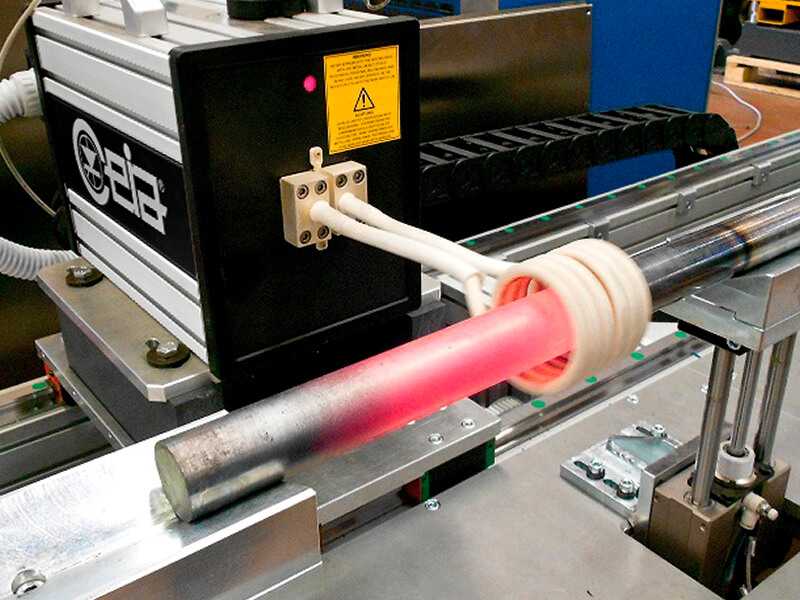
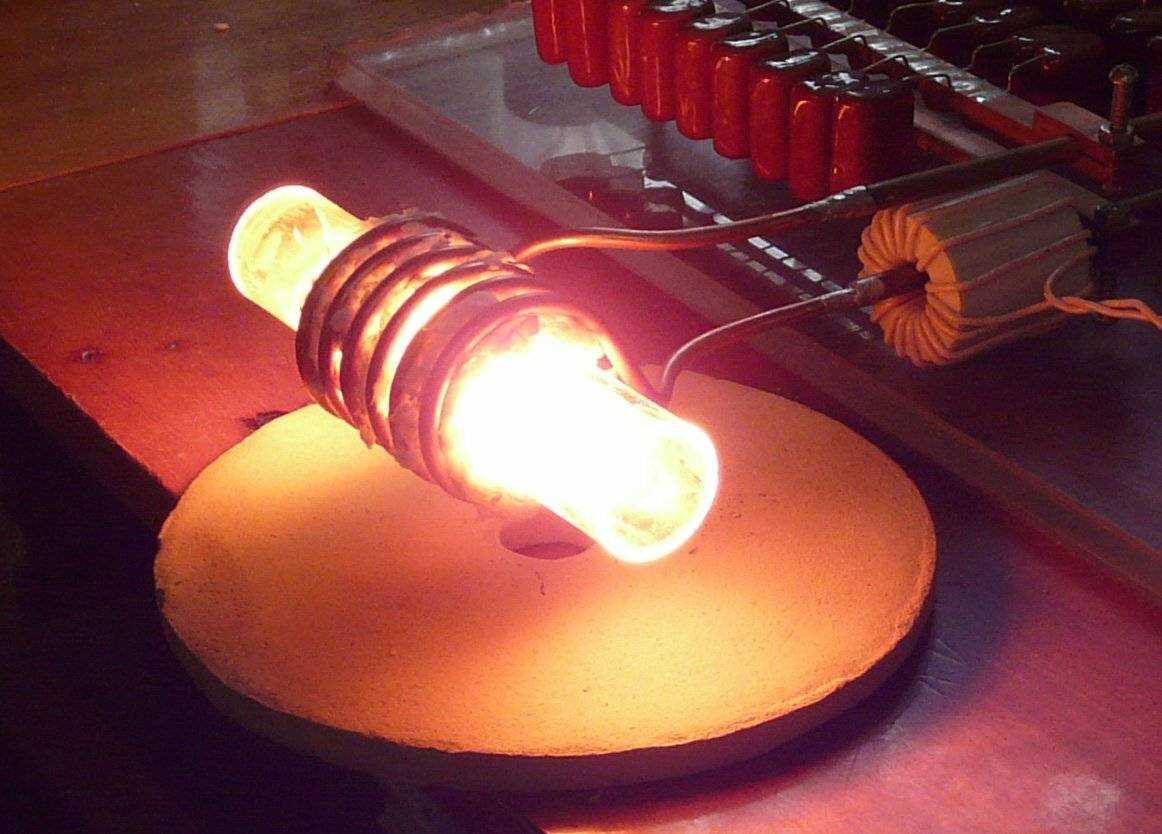
Высокочастотные индукционные нагреватели
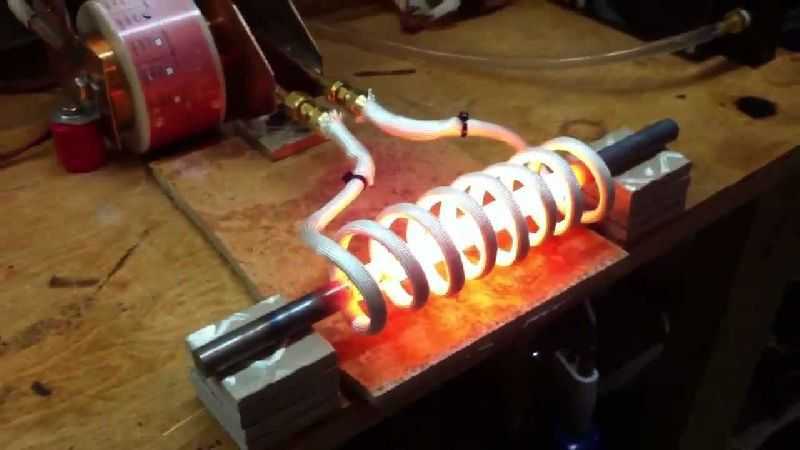
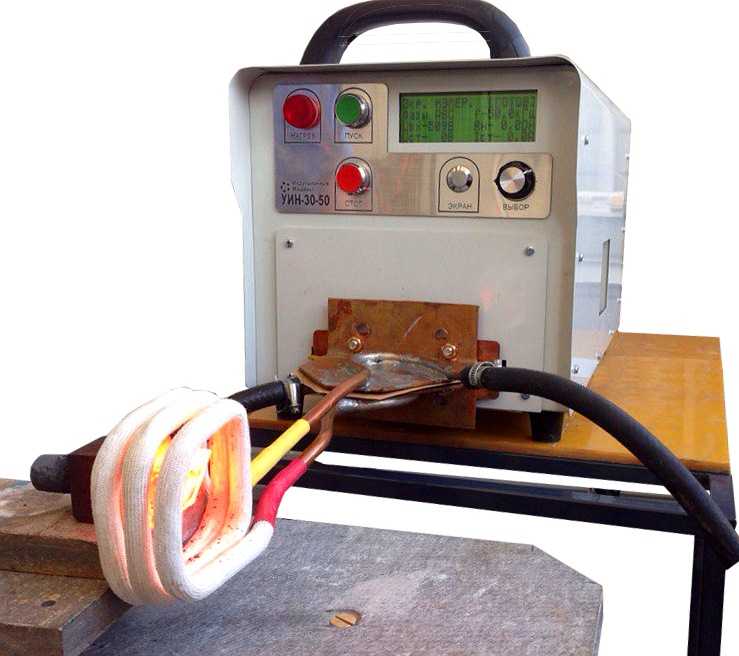
Самая широкая область применения у индукционных нагревателей высокочастотного типа. Нагреватели характеризуются высокой частотой 30-100 кГц и широким диапазоном мощностей 15-160 кВт. Высокочастотный тип обеспечивают небольшой по глубине нагрев, однако этого достаточно, чтобы улучшить химические свойства металла.
Высокочастотные индукционные нагреватели легки в управлении и экономичны, и при этом их КПД может достигать 95%. Все типы работают непрерывно продолжительное время, а двухблочный вариант (когда трансформатор высокой частоты вынесен в отдельный блок) допускает круглосуточную работу. Нагреватель имеет 28 типов защит, каждая из которых отвечает за свою функцию. Пример: контроль напора воды в системе охлаждения.

- Индукционный нагреватель 60 кВт Пермь
- Индукционный нагреватель 65 кВт Новосибирск
- Индукционный нагреватель 60 кВт Красноярск
- Индукционный нагреватель 60 кВт Калуга
- Индукционный нагреватель 100 кВт Новосибирск
- Индукционный нагреватель 120 кВт Екатеринбург
- Индукционный нагреватель 160 кВт Самара
Применение:
- поверхностной закалки шестерни
- закалка валов
- закалка крановых колес
- нагрев деталей перед изгибом
- пайка резцов, фрез, буровой коронки
- нагрев заготовки при горячей штамповке
- высадка болтов
- сварка и наплавки металлов
- восстановление деталей.
подробнее
Ремонт индукционных нагревателей
Ремонт индукционных нагревателей производится из запасных частей с нашего склада. На данный момент можем отремонтировать все типы нагревателей. Индукционные нагреватели достаточно надежны, если строго следовать инструкциям по эксплуатации и не допускать запредельных режимов работы — в первую очередь следить за температурой и правильным водяным охлаждением.
Тонкости эксплуатации всех типов индукционных нагревателей зачастую не полностью публикуются в документации производителей, их ремонтом должны заниматься квалифицированные специалисты, хорошо знакомые с подробным принципом работы подобной аппаратуры.

Индукционные нагреватели валов
Индукционные нагреватели для закалки валов работают совместно с закалочным комплексом. Обрабатываемая деталь находится в вертикальном положении и вращается внутри неподвижного индуктора. Нагреватель позволяет использовать все типы валов для последовательного локального нагрева, глубина закалки может составлять доли миллиметров по глубине.
В результате индукционного нагрева вала по всей длине с мгновенным охлаждением, многократно повышается его прочность и стойкость.

Применение:
- закалка валов, осей и пальцев;
- закалка шестеренок, зубчатых колес и венцов;
- закалка ТВЧ зубьев или впадин
- щелей и внутренних частей деталей
- крановых колес и шкивов
Наиболее часто высокочастотную закалку применяют для деталей, которые состоят из углеродистой стали.
подробнее
Назначение высокочастотных ТВЧ установок
Высокочастотные ТВЧ установки являются самыми универсальными по применению.
Вот лишь некоторые возможности их применения:
- Закалка и отпуск валов, шестерен, направляющих, труб, плоских поверхностей и внутренних отверстий. Глубина закаленного слоя от 1,5 до 3 мм.
- Сквозной нагрев пластин, заготовок болтов и гаек для горячей штамповки. Нагрев перед гибкой, ковкой, объемной деформацией и вытяжкой.
- Термопосадка и съем деталей валов, подшипников и турбин.
- Пайка черных и цветных металлов. Пайка твердым припоем резцов, долотьев, буров, медных шин, беличьих клеток роторов электродвигателей.
- Плавка любых магнитных и немагнитных материалов. Таких как: кремний, сталь, чугун, медь, латунь, бронза, золото, серебро, свинец, алюминий, магний.
- Индукционная сварка прямошовных труб.
- Отпуск предварительно напряженной арматуры.
- Левитационная плавка металлов.
- Сварка металлов и пластмасс.
Совет: Вы можете позвонить менеджеру и объяснить задачи по индукционному нагреву прямо сейчас. Но для экономии времени лучше послать нам чертеж или эскиз ваших деталей. Не забудьте указать зону нагрева и температуру. А для закалки еще и глубину закаленного слоя.








Пирометр для контроля нагрева
Один из важнейших параметров работы индукционных нагревателей — температура. Для более тщательного контроля за ней, помимо встроенных датчиков, часто применяются инфракрасные пирометры. Эти оптические приборы позволяют быстро и без труда определить температуру труднодоступных (из-за высокого нагрева, вероятности воздействия электричества и т.п.) поверхностей.
Если подсоединить пирометр к индукционному нагревателю, можно не только отслеживать температурный режим, но и автоматически поддерживать температуру нагрева в течение заданного времени.

Применение:
- индукционные нагреватели;
- плавильные печи;
- контроль температуры;
- нагрев в заданный промежуток времени
подробнее
Основные причины выхода из строя индукционного оборудования и способы исправления:
| Причина неисправности | Методы исправления |
| Низкая квалификация обслуживающего персонала. | Пошлите высокочастотников термистов и технологов на курсы повышения квалификации |
| Низкое давление воды в системе охлаждения, засоленная вода. | Установите нужные насосы и фильтры, подайте дистиллированную воду. |
| Водяные течи и заливание установок водой. | Следите за герметичностью системы охлаждения внутри и снаружи прибора. Применяйте толстые шланги и немагнитные струбцины. |
| Неправильная конструкция индукторов и выход за диапазон рабочих частот. | Поменяйте количество витков индуктора, добейтесь рабочего диапазона частот. |
| Замыкание витков индуктора. Особенно опасно для серии СЧВ. | Изолируйте индуктор термостойким рукавом или зафутеруйте жаропрочным бетоном. |
| Засорение пылью и возникновение электрической дуги. Приводит к возгоранию установок. | Периодически очищайте от пыли все платы и силовые электронные компоненты ТВЧ установок. |
Помните! Ремонтом ТВЧ установок может заниматься только высококвалифицированная сервисная служба. Мы более 5 лет обслуживаем и поддерживаем в работоспособном состоянии уже более 500 единиц индукционного оборудования у наших клиентов. Большой опыт, накопленный сервисной службой компании «Мосиндуктор» позволяет производить обслуживание и ремонт индукционного оборудования быстро и качественно! Обращайтесь, мы будем рады помочь вам.
Преимущества индукционных нагревателей
Индукционный нагреватель обладает несомненными преимуществами и является лидером среди всех типов приборов. Это преимущество складывается в следующим:
- Он потребляет меньше электроэнергии и не загрязняет окружающее пространство.
- Удобный в управлении, он обеспечивает высокое качество работы и позволяет контролировать процесс.
- Нагревание через стенки камеры обеспечивает особую чистоту и возможность получить сверхчистые сплавы, при этом плавку можно производить в разной атмосфере, в том числе в инертных газах и в вакууме.
- С его помощью возможен равномерный нагрев деталей любой формы или избирательный нагрев
- Наконец, индукционные нагреватели универсальны, что позволяет их использовать повсеместно, вытесняя устаревшие энергозатратные и неэффективные установки.


Кузнечные индукционные нагреватели
Основное назначение индукционных нагревателей кузнечного типа (ИКН) — подогрев деталей или их частей, предшествующий последующей ковке. Заготовки могут быть самого разного типа, сплава и формы. Индукционные кузнечные нагреватели позволяют обрабатывать цилиндрические заготовки любым диаметром в автоматическом режиме:
- экономичны, так как тратят на нагрев всего несколько секунд и имеют высокий КПД до 95%;
- просты в использовании, позволяют осуществлять: полный контроль процесса, полуавтоматическую загрузку-выгрузку. Есть варианты с полной автоматикой;
- надежны и могут работать непрерывно долгое время.

- Индукционный кузнечный нагреватель 300 кВт Москва
- Индукционный кузнечный нагреватель 100 кВт Екатеринбург
- Индукционный кузнечный нагреватель 60 кВт Амур
Применение:
- нагрев металлических заготовок
- нагрев круглых заготовок
- горячая штамповка, гибка, ковка и высадка
- нагрев магнитных и немагнитных металлических заготовок, как цветных металлов (медь, алюминии), так и черных металлов (стали нержавеющие и легированные), а так же чугуна.
подробнее
Среднечастотные индукционные нагреватели
Когда требуется более глубокий прогрев, применяют индукционные нагреватели среднечастотного типа, работающие средних частотах от 1 до 20 кГц. Компактный индуктор для всех типов нагревателей бывает самой разной формы, которая подбирается так, чтобы обеспечить равномерный нагрев образцов самой разнообразной формы, при этом можно осуществить и заданный локальный нагрев. Среднечастотный тип обработает материалы для ковки и закалки, а так же сквозного нагрева под штамповку.
Легкие в управлении, с КПД до 100%, индукционные среднечастотные нагреватели, применяются для большого круга технологий в металлургии (также и для плавки различных металлов), машиностроении, приборостроении и других областях.

- Индукционный нагреватель 15 кВт Москва
- Индукционный нагреватель 60 кВт Пермь
- Индукционный нагреватель 80 кВт Екатеринбург
- Индукционные нагреватели 120 кВт Екатеринбург
Применение:
- машиностроительная отрасль
- металлообрабатывающая отрасль
- плавка черных и цветных металлов
- глубокий нагрев заготовок
- горячая штамповка
- закалка металлов на максимальную глубину
- закалка крановых колес.
подробнее
Электрический индукционный нагреватель
Высокочастотный электрический индукционный нагреватель с каждым днем обретает новые способы применения. Нагреватель работает на переменном электрическом токе. Чаще всего индукционные электронагреватели применяются для доведения металлов до необходимых температур при следующих операциях: ковка, пайка, сварка, гибка, закалка и т.п. Электрические индукционные нагреватели, работают на высокой частоте 30-100 кГц и используются для нагрева различных типов сред и теплоносителей.







Электрический нагреватель применяется во многих областях:
- металлургической (ТВЧ нагреватели, индукционные печи);
- приборостроения (пайка элементов);
- медицинской (производство и обеззараживание инструмента);
- ювелирной (изготовление ювелирных изделий);
- жилищно-коммунальной (индукционные котлы отопления);
- питание (индукционные паровые котлы).
Особенности эксплуатации индукционного оборудования
ТВЧ установки требуют постоянного ухода и квалифицированного обслуживания. Не верьте поставщикам, которые уверяют вас в том, что ТВЧ установки никогда не ломаются. Это может случиться не раз за весь период эксплуатации, который при грамотном обслуживании может длиться до 10 и более лет. Интенсивная эксплуатация в цехе с воздухом загрязненным парами металла, масел, кислот и пылью, возможна в течение 4-6 лет. За это время оборудование должно многократно окупиться. По отзывам большинства наших клиентов, индукционное оборудование окупается максимум за полгода.
Поставщики, продающие «Вечное оборудование европейского качества по бросовой цене» обманывают вас. При таких словах вы должны услышать следующее: «Это ТВЧ установки гаражной сборки и у нас некому их ремонтировать»!
Китайские производители не ремонтируют индукционное оборудование в России и СНГ. Оборудование должен обслуживать и ремонтировать российский поставщик, как это делаем мы.
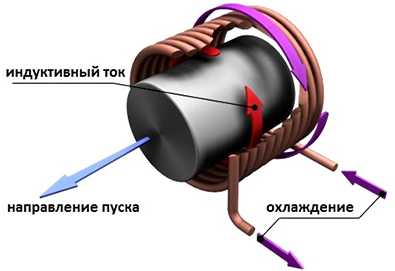
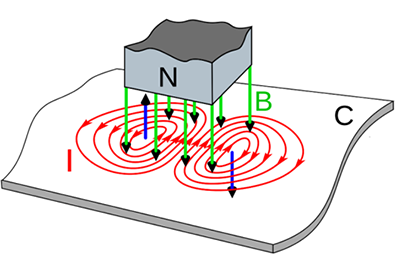
Принцип работы индукционных нагревателей
В индукторе во время работы образуется магнитное поле, в которое помещается деталь. В зависимости от поставленной задачи (глубина нагрева) и детали (состав) выбирается частота, она может быть от 0.5 до 700 кГц.
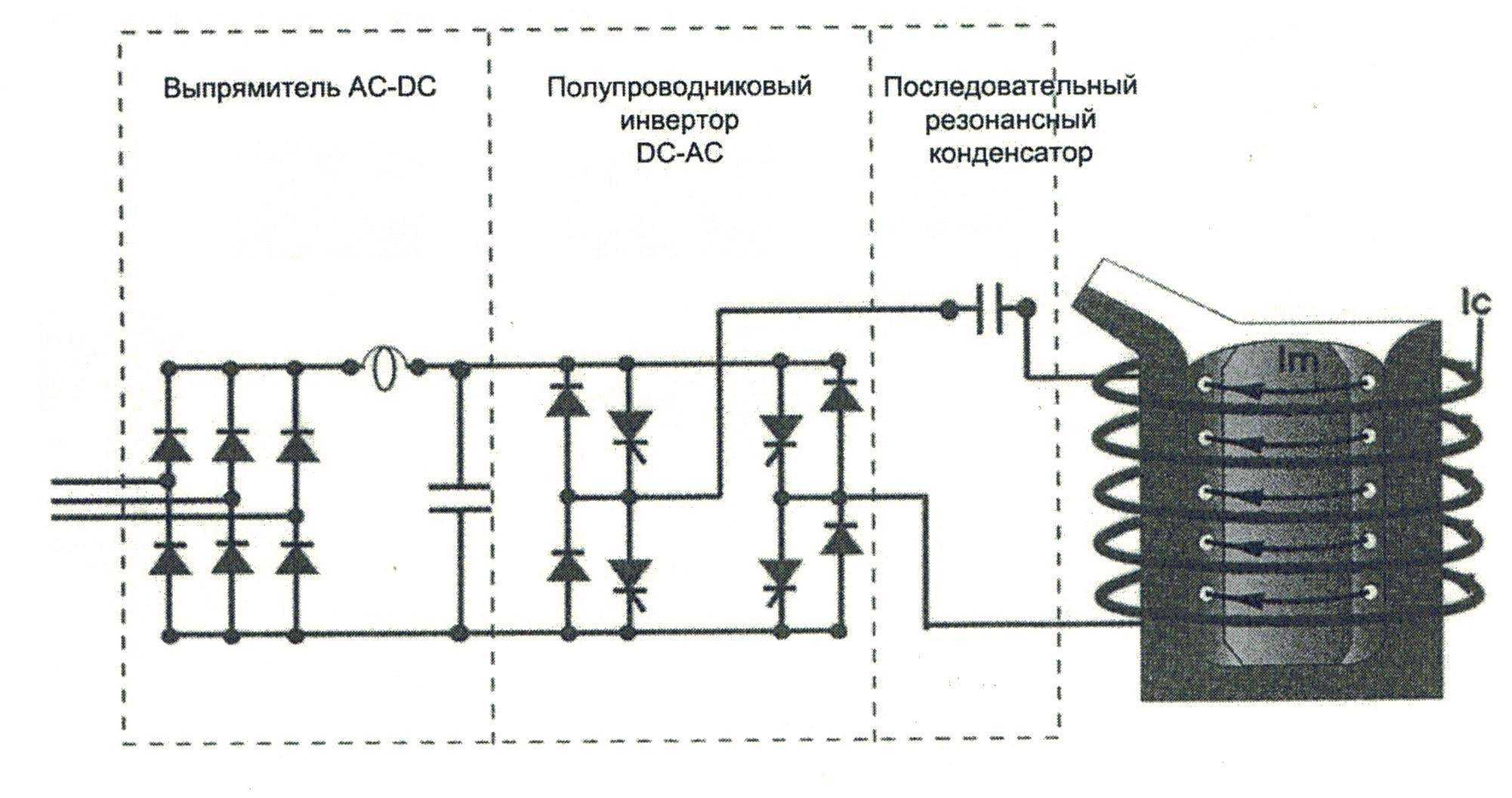
Принцип работы нагревателя по законам физики гласит: при нахождении проводника в переменном электромагнитном поле, в нем образуется ЭДС (электродвижущая сила). График амплитуды показывает, что она движется пропорционально изменения скорости магнитного потока. Благодаря этому в контуре образуются вихревые токи, величина которых зависит от сопротивления (материала) проводника. По закону Джоуля-Ленца ток приводит к нагреву проводника, у которого имеется сопротивление.
Принцип действия всех типов индукционных нагревателей похож на трансформатор. Токопроводящая заготовка, которая располагается в индукторе, подобна трансформатору (без магнитопровода). Первичная обмотка – это индуктор, вторичная индуктивность детали, а нагрузка это сопротивление металла. При ТВЧ нагреве образуется «скин-эффект», вихревые токи которые образуются внутри заготовки, вытесняют основной ток на поверхность проводника, ведь нагрев металла на поверхности сильнее, чем внутри.
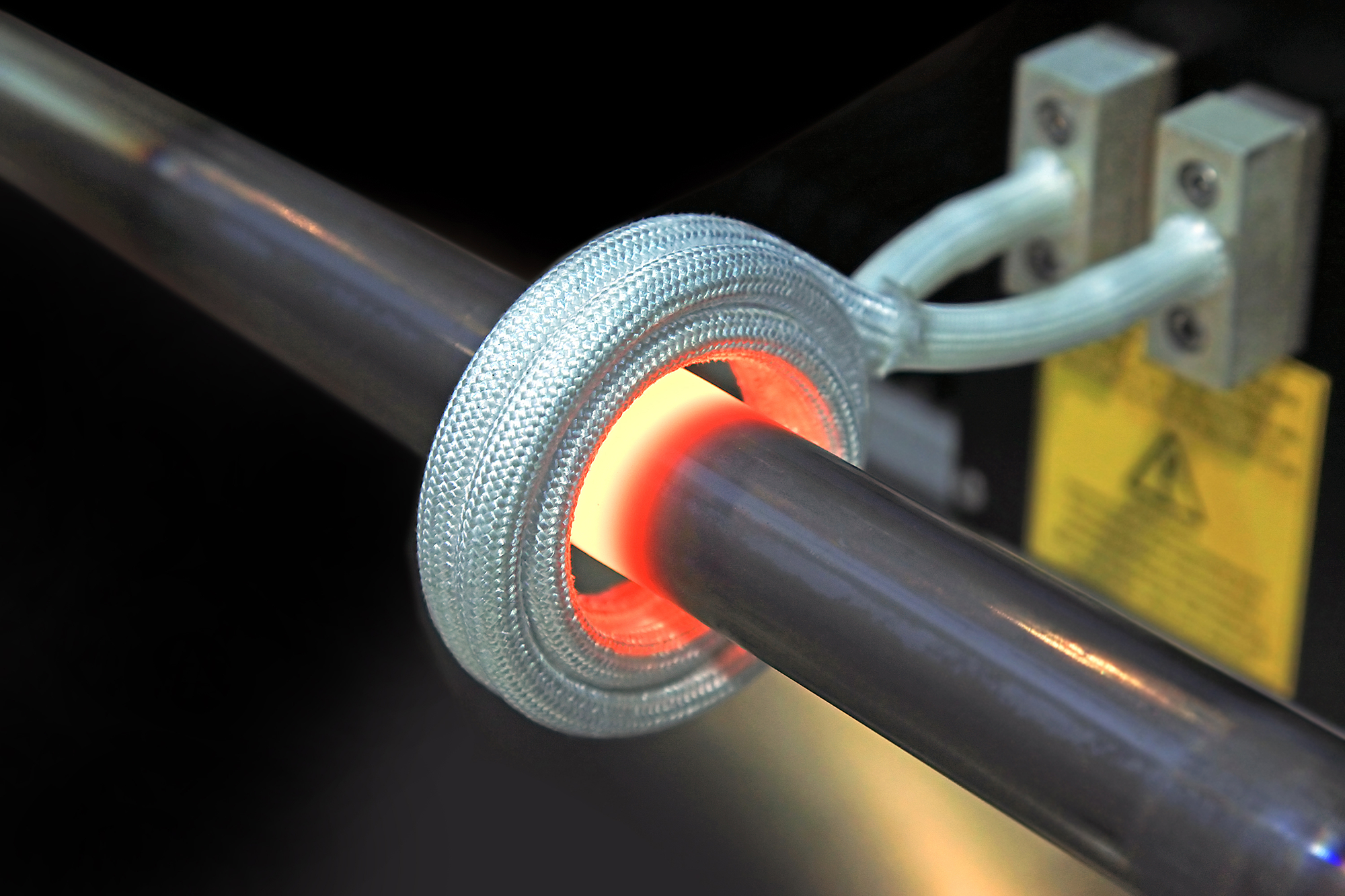
Индукционные нагреватели труб
Все типы труб можно обрабатывать индукционными нагревателями. Нагреватель для труб может быть с воздушным или водяным типом охлаждения, мощностью от 10-250 кВт, со следующими параметрами:
- Индукционный нагрев трубы с воздушным охлаждением производится при помощи гибкого индуктора и термического одеяла. Температура нагрева до температуры 400 °C, и использовать трубы диаметром 20 — 1250 мм с любой толщиной стенки.
- Индукционный нагрев трубы с водяным охлаждением имеет температуру нагрева 1600 °C и используется для “гибки” трубы диаметром 20 — 1250 мм.
Каждый вариант термообработки применяется для улучшения качества любых стальных труб.

Применение:
- предварительный нагрев труб перед сваркой;
- термообработка сварных швов трубопроводов;
- термообработка металлических емкостей
- подогрев нефтепродуктов
подробнее