

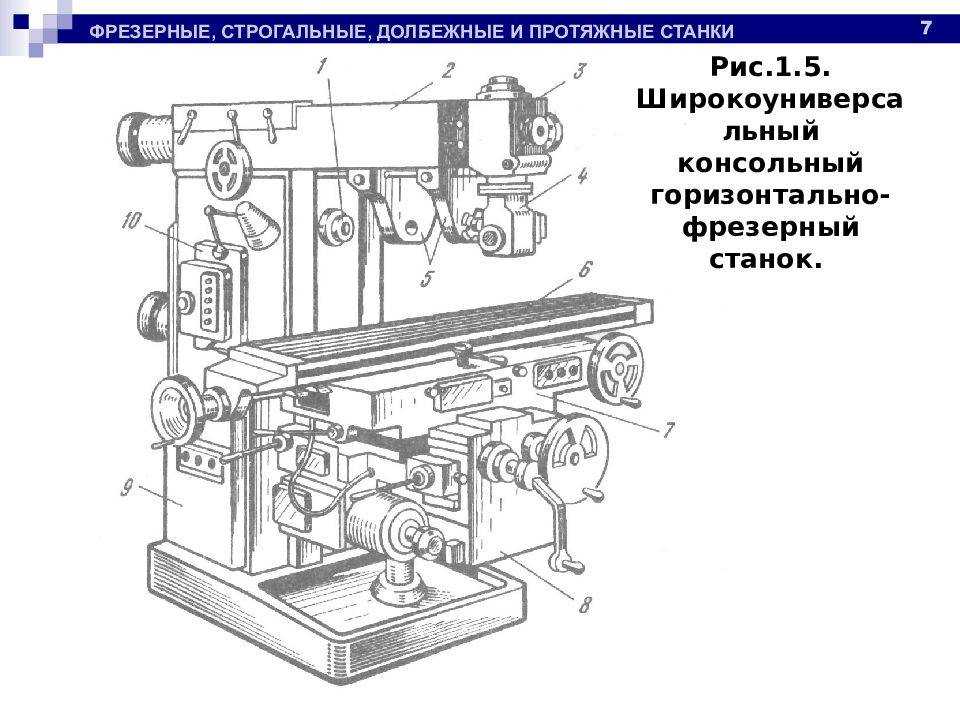
Широкоуниверсальные станки
Широкоуниверсальные фрезерные станки служат для фрезерной обработки деталей из чугуна, стали и сплавов из других материалов. Отличаются они от горизонтально-фрезерных, наличием еще одной шпиндельной головки, установленной на выдвижном хоботе. Она может поворачиваться под всяким углом в двух взаимно перпендикулярных плоскостях. Возможна как раздельная, так и одновременная работа обоими шпинделями. Накладная фрезерная головка устанавливается на поворотной головке станка для дополнения универсальности. Это дает возможность обрабатывать заготовки сложной формы как фрезерованием, так и сверлением, зенкерованием и растачиванием.
В некоторых широкоуниверсальных станках нет консольной панели, а вместо нее по вертикальным направляющим станины, двигается каретка. Каретка имеет горизонтальные направляющие для салазок с рабочей вертикальной поверхностью. Часто с помощью их устанавливают дополнительные устройства, делительный стол или же любое делительное приспособление.
Фрезерная группа токарных станков состоит из всех, ранее перечисленных моделей. Различают их по габаритам и характеру выполняемых работ, но все они в равной степени применяются в промышленности. Каждый тип служит для выполнения особых работ, которые нельзя выполнить на станках иного типа.
Технические данные целиком зависят от производителя и марки конкретного станка, а качество выполненных работ — от профессионализма мастера который на них работает.
Особенности конструкции
Схема расположения элементов
Горизонтально-фрезерные станки были одними из первых типов оборудования для выполнения операций по обработке металлических изделий. С их помощью выполняется шлифование, расточку, фрезеровки, а в некоторых моделях – сверление. При этом компоновка моделей зачастую одинакова.
На основании установлена станина, выполняющая функцию опорной стойки. На ее передней части располагается рабочий стол с коробкой передач и движущимися каретками. Они необходимы для смещения поверхности по осям X и Y. В задней части конструкции установлен электродвигатель, соединенный со шпиндельной бабкой через коробку скоростей. Несмотря на столь общее описание, следует учитывать возможные изменения или дополнения, свойственные для конкретной модели.
В зависимости от специфики назначения горизонтально-фрезерные станки могут иметь следующие дополнительные узлы и агрегаты:
- консольная конструкция. С ее помощью можно изменять положение заготовки относительно фрезы. Некоторые типы оборудования имеют возможность поворота рабочего стола под определенным углом;
- установка магнитного стола. Для обработки деталей сложной формы рекомендуется применять электромагнитные столы, исключающие надобность механического крепления. Таким образом можно повысить качество фрезерной обработки;
- станки с ЧПУ. Это современные аналоги классического оборудования. С помощью блока CNC можно задать алгоритм работы станка в автоматическом или полуавтоматическом режиме. Актуальны для приборостроения или при обработке больших заготовок из твердых сортов стали.
В отдельную категорию можно отнести универсальные горизонтально-фрезерные станки. Их назначение – выполнение всего спектра операций по обработке. Для этого в конструкции устанавливают дополнительную шпиндельную головку на гибком приводе. Это дает возможность осуществлять фрезерование сложных элементов.
Принцип работы фрезерных станков
Практически все фрезерные станки работают по одинаковому принципу. Отличия могут быть только в их функциональных возможностях.
Основные элементы фрезерного станка
Основными конструктивными элементами таких станков являются: несущая станина, рабочий стол, прижимные элементы, цанга и цанговый патрон, в котором закрепляется рабочий инструмент, портал с закрепленным на нем шпинделем, который имеет возможность перемещаться, приводной электродвигатель.
Рабочим инструментом любого фрезерного станка является фреза, конструкция и размеры которой зависят от того, какой конфигурации деталь подлежит обработке. Рабочий инструмент закрепляется в цанговом патроне при помощи хвостовика, а вращение ему передается от приводного электродвигателя через систему передач. Основным назначением фрезы является снятие лишнего слоя металла с заготовки, в чем, собственно, и заключается суть обработки на таком станке.
Шпиндель станка размещается на подвижном портале, перемещениями которого управляют специальные контроллеры, если речь идет об оборудовании с ЧПУ. Электронная система такого оборудования включает в себя контроллеры ЧПУ (числовое программное управление), вспомогательные элементы системы и соединительные детали. Принцип работы моделей станков с ЧПУ заключается в следующем: специальная программа считывает чертежи детали, которую необходимо получить в результате обработки, формирует электронные команды, которые передаются на рабочий орган станка.
Отдельного внимания заслуживают широкоуниверсальные станки, которые представляют собой гибрид моделей горизонтального и вертикального типа. В их конструкции также имеется цанга, цанговый патрон и зажимы, но коробка передач таких станков передает все движения от одного электродвигателя. Их отличительной особенностью является наличие ручного режима, с помощью которого можно контролировать работу ходового блока.
Пример кинематической схемы (консольно-фрезерный станок)
Дополнительные элементы имеют в своей конструкции пятикоординатный фрезерный станок по металлу и гравировальное оборудование. Такое оборудование оснащено дополнительными зажимными элементами, которые позволяют установить на нем гравировщик. Инструмент такого оборудования вращается за счет карданного вала, которым он напрямую соединен с электродвигателем.
Самыми простыми по своей конструкции являются ручные фрезерные станки по металлу. Такое оборудование обладает невысокой мощностью, а его конструкция состоит из цанги с цанговым патроном, ротора, головки привода и электродвигателя. Естественно, функциональные возможности такого станка тоже ограничены: с его помощью можно выполнять только самые простые фрезерные операции.
https://youtube.com/watch?v=I8guYo1rGyo
Ресурс работы, которым обладает станок фрезерной группы ручного типа, также невысок и составляет не более 10 000 часов. Наиболее слабыми узлами в таком оборудовании, которые первыми выходят из строя, являются цанга и цанговый патрон, прижимы, приставка и шпиндель. Но его невысокую надежность и долговечность вполне компенсирует низкая стоимость. Приобретать его есть смысл в том случае, если пользоваться им вы планируете нерегулярно.
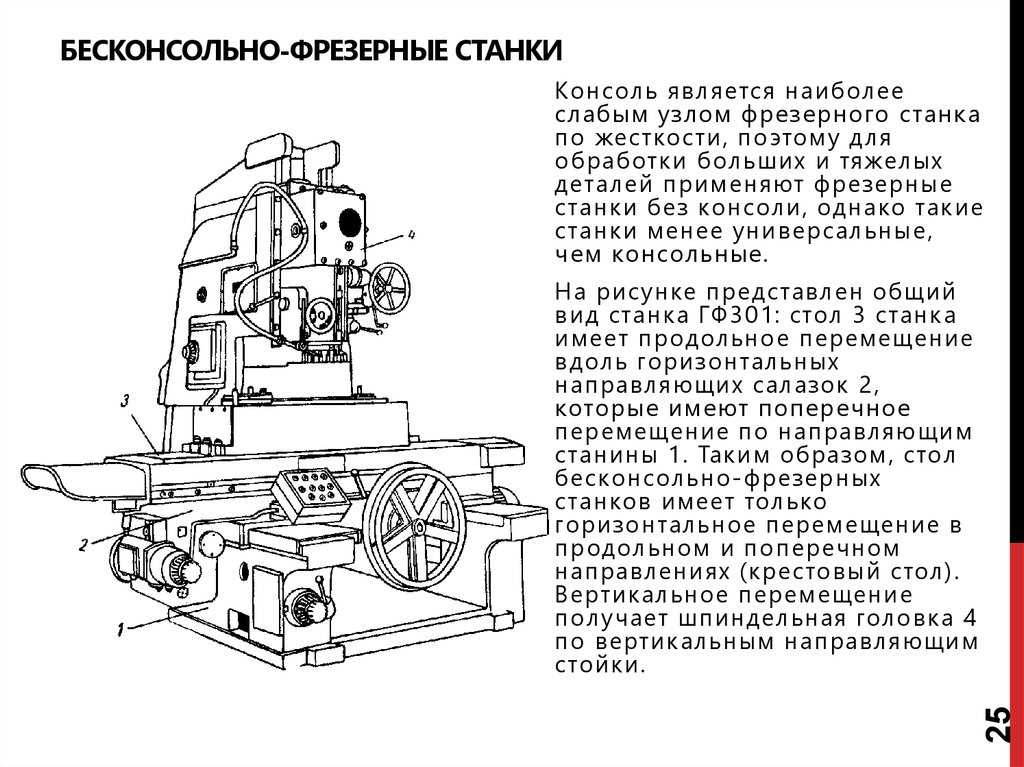
Бесконсольные фрезерные
Имеют шпиндель, совершающий вертикальные перемещения, а передвижения фрезерного стола напоминают крест (перемещаются продольно-поперечно). Такая траектория движения рабочего стола определила второе основное название оборудования этого типа — фрезерные станки с крестовым столом. Особенность таких агрегатов — это не консольное, а жесткое основание для установки заготовки; распространенное назначение — фрезерование крупногабаритных деталей значительной массы.
Это интересно: Изготовление фильтра циклон для пылесоса своими руками
3.1 Цилиндрические фрезы. Торцовые фрезы
При цилиндрическом фрезеровании ось фрезы параллельна обрабатываемой поверхности, при торцовом — перпендикулярна к этой поверхности (сравните рис. 231, м и 231, н, Приложение В).
При цилиндрическом фрезеровании движение подачи может быть направлено против вращения фрезы (фрезерование против подачи, встречное — Приложение В, рис. 230, а) или в направлении вращения фрезы (фрезерование по подаче, попутное —Приложение В, рис. 230, б).
Цилиндрические фрезы (см. Приложение В, рис. 231, а) применяют для обработки плоскостей на горизонтально-фрезерных станках. Фрезы с винтовыми зубьями работают плавно, так как зубья врезаются в заготовку постепенно. Этим они выгодно отличаются от фрез с прямым зубом (см. Приложение В, рис. 229, а), где вход каждого зуба в контакт с заготовкой сопровождается ударом, что может вызвать вибрации и увеличение шероховатости обработанной поверхности. Помимо цельных цилиндрических фрез, изготовляют сборные цилиндрические фрезы, ножи которых выполнены из быстрорежущей стали или армированы пластинками из твердых сплавов.
Торцовые фрезы применяют для обработки плоскостей на вертикально-, продольно-фрезерных и других станках. Режущие кромки этих фрез расположены как со стороны торца, так и со стороны боковой поверхности фрезы. Торцовые насадные фрезы изготовляют цельным и (см. Приложение В, рис. 231, б) или со вставными ножами (см. Приложение В, рис. 231, в).
На рис. 231, г приведена торцовая насадная фреза с маховиком. Такие фрезы применяют для скоростного фрезерования. Для плавности работы, повышения стойкости ножей и улучшения качества обработанной поверхности применяют маховики, которые крепят на нижнем конце шпинделя станка или на корпусе фрезы.
3.2 Дисковые, пазовые, концевые
Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности и предназначены для обработки относительно неглубоких пазов. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04-0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается Дисковые двухсторонние и трехсторонние фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Дисковые фрезы имеют прямые или наклонные зубья.
Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей. Концевые фрезы в шпинделе станка крепятся коническим или цилиндрическим хвостовиком. У этих фрез основную работу резания выполняют главные режущие кромки, расположенные на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Разновидностью концевых фрез являются шпоночные двузубые фрезы. Шпоночные фрезы могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки. Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
3.3 Фасонные
Фасонные фрезы – это фрезы с фасонной режущей кромкой. Они используются на любом фрезерном станке, сравнительно легко обрабатывая сложные поверхности с высокой степенью точности и чистоты. В ряде случаев, фасонная фреза является единственным инструментом, которым можно обработать сложный профиль изделия. Наибольшее распространение получили фасонные фрезы при обработке винтовых и цилиндрических поверхностей (прямых фасонных канавок), при изготовлении прямых и винтовых стружечных канавок всевозможных инструментов. Фасонными фрезами обрабатываются также поверхности вращения. Однако, этот случай в практике встречается сравнительно редко.







СПИСОК ЛИТЕРАТУРЫ
1. Шпура Г., Штеферлет.: Справочник по технологии резания материалов;
Пер. с нем. под ред. Соломенцева Ю.М. -М.: Машиностроение. 2005 – 688.с.
2. Ординарцев И.А., Филлипов Г.В, Шевченко А.Н.: Справочник
инструментальщика; Под общ. ред. Ординарцева И.А. – Л.: Машиностроение, 2007-846 с.
|
3. Артоболевский С.И. Теория механизмов и машин. – М.: «Высшая школа», 2005. 4. Машиностроение: Энциклопедия в 40 т. / Ред.- сост.В.Ф. Платонов, М.: Машиностроение, 1997. – Стр 97. 5. Самородский П. С., Симоненко В. Д. Теория механизмов и машин: Учебное пособие для студентов педвузов специальностей «Технология и предпринимательство» и «Инженер-педагог». -М: Издательство МГПУ, 2001. – Стр. 80. |
Станки по металлу

Фрезерные станки по металлу можно классифицировать по нескольким признакам. Их можно разделить на группы в зависимости от количества шпинделей, конструкции рабочего стола или области применения. Далее рассмотрим каждую группу подробней.
По числу шпинделей
Фрезерные станки могут быть как с одним шпинделем (вертикально-фрезерные), так и с двумя (универсальные).
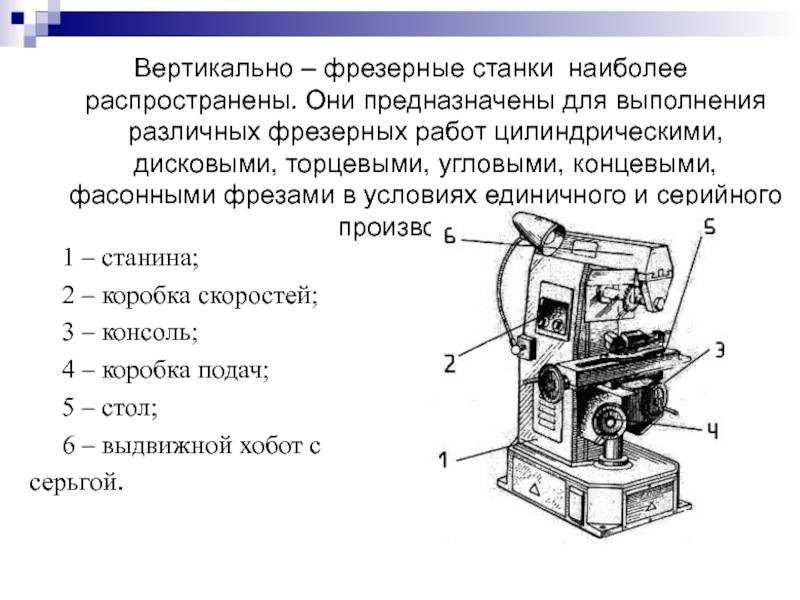
В вертикально-фрезерных станках шпиндель вмонтирован в фрезерную головку, которая располагается вертикально относительно рабочего стола. На станках такого типа можно обрабатывать и плоские поверхности, и поверхности сложной формы, а также осуществлять растачивание и зенковку, сверлить отверстия и делать пазы и канавки на заготовках. Возможно использование режущих инструментов различной формы.
Подходящий вертикально-фрезерный станок можно подобрать по мощности двигателя, размеру рабочего стола или наличию дополнительных функций. Среди таких особенностей стоит отметить:
- модели с автоматической подачей пиноли шпинделя — сверление больших отверстий выполнять легче и быстрей;
- с редуктором, шестерни которого расположены в масляной ванне — качество фрезеровки выше, благодаря плавному ходу и передаче крутящего момента без проскальзывания.
Отдельно стоит отметить оборудование Jet серии JTM для интенсивной работы. Такие станки имеют несколько преимуществ: автоматическая подача рабочего стола поможет повысить производительность, а устройство подвода смазочно-охлаждающих жидкостей увеличивает срок службы и уменьшает износ деталей.
В универсальных фрезерных станках два шпинделя расположены вертикально и горизонтально. На них возможно использование всех видов фрез (в том числе дисковых). Вы сможете работать с деталями, изготовленными из различного металла, будь то: сталь, чугун или цветной металл. А с помощью дисковой фрезы вы сможете разрезать заготовки или изготавливать открытые шпоночные канавки.
Для такого типа характерно наличие большого рабочего стола (длиной от полутора метров) что позволяет обрабатывать крупные заготовки. А механизированная подача стола облегчит работу фрезеровщика, так как сам стол будет перемещаться автоматически. Рабочему же необходимо лишь нажать на кнопку пневматического устройства для остановки движения.
Еще одним неоспоримым преимуществом универсальных моделей является способность вертикальной фрезерной головки поворачиваться под различными углами, что позволяет обрабатывать скосы без переустановки детали. Это сокращает время работы и увеличивает производительность. Однако такие станки имеют более высокую стоимость по сравнению с вертикально-фрезерными. Такая стоимость оправдана при серийном производстве, благодаря большим функциональным возможностям.
По конструкции рабочего стола
Рабочий стол консольных станков способен перемещаться по салазкам, смонтированным на консоли, в продольном направлении. При этом салазки перемещаются по направляющим консоли в поперечном направлении. Сама консоль, закрепленная на станине, перемещается вертикально по направляющим. Благодаря этому, появляется возможность использования горизонтального шпинделя.
Бесконсольные станки оснащены лишь салазками, закрепленными на станине. Перемещение стола возможно только в горизонтальном направлении (продольном и поперечном). Поэтому выполнить сложные фасонные поверхности на таких станках затруднительно. Однако они обеспечивают высокую жесткость, что позволяет работать с тяжелыми заготовками. На бесконсольных станках можно выполнять пазы, а также горизонтальные, вертикальные и наклонные поверхности.
В станках непрерывного действия (карусельные, барабанные) рабочий стол поворачивается вокруг своей оси. Установка и закрепление детали на таких моделях осуществляется без остановки движения. Они отличаются высокой производительностью и применяются на производстве.
По применению
Профессиональные станки используются в мастерских и на производстве, для них характерна длительная ежедневная работа. У двигателей высокая мощность (так, мощность промышленных станков Jet от 1300 Вт). Такие типы требуют трехфазного подключения к сети. Вертикально-фрезерные станки, весом от 165 кг, и все универсальные установки относятся к профессиональному оборудованию.
Бытовые станки имеют небольшой вес (40-165 кг). Для них характерна простая конструкция, перемещение стола маховиками и ручная подача пиноли. Компактные размеры и низкая цена — также неоспоримые плюсы данного типа. Бытовые станки подключают к однофазной сети 220 В. Также большинство моделей такого типа выполняют настольными.
Основные технические характеристики
Основное отличие фрезерных операций и предназначенного для этого оборудования — количество координат, в которых одновременно обрабатывается поверхность. Для описания технологических свойств фрезерных станков служат следующие параметры:
- точность выполнения операций;
- максимальные перемещения по координатам;
- режимы и скорость подач;
- режимы резания и нагрузки;
- наличие механизированной смены инструмента;
- возможность установки дополнительного оборудования;
- потребляемая мощность.
Каждая из этих характеристик влияет на общую конструкцию станка. Итоговые параметры сочетают в себе компромисс между основными характеристиками.
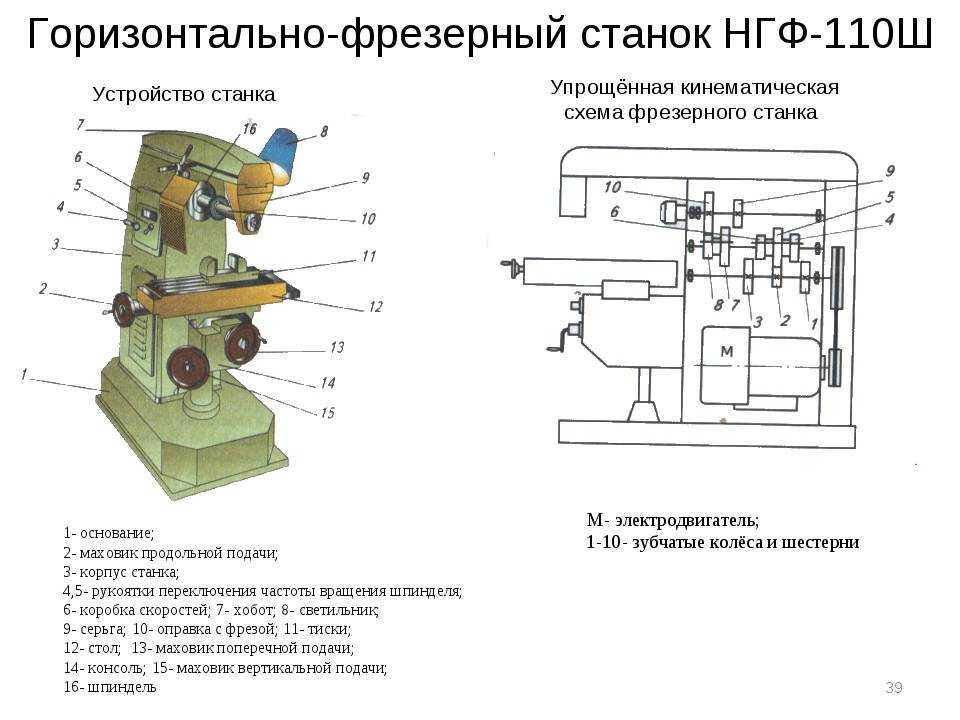
1 Особенности горизонтально фрезерного станка
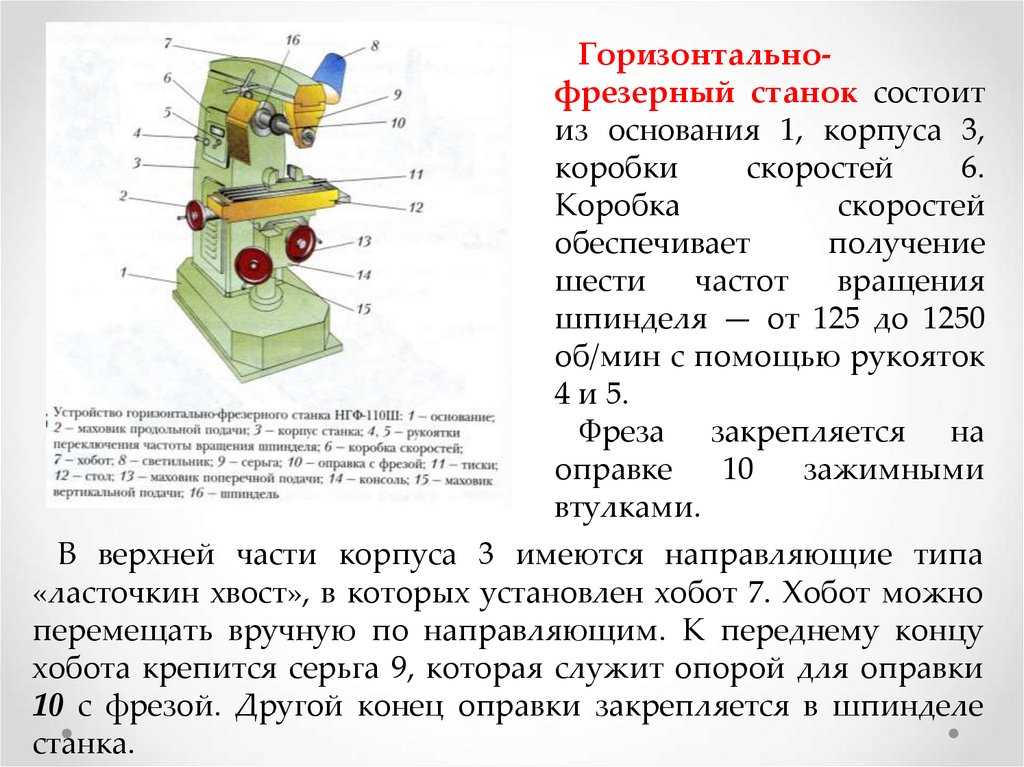
Горизонтально-фрезерный станок – один из первых агрегатов, применяемых для обработки металлических заготовок и различных работ по дереву. С их помощью выполняется фрезерование, расточка, шлифование, а иногда и сверление. Однако комплектация и технические характеристики подобных агрегатов приблизительно одинаковы.
Горизонтально фрезерный станок, как и другие промышленные агрегаты, не обошел стороной технический прогресс. Кроме привычных станков, где все работы фрезой выполняет оператор, появились новые агрегаты по металлу и дереву с ЧПУ (числовым программным управлением).
Такое устройство не требует вмешательства оператора в сам процесс обработки заготовок. Оператор станков с ЧПУ должен иметь навыки не столько работы по металлу или дереву, как знания в области компьютерных технологий и программ.
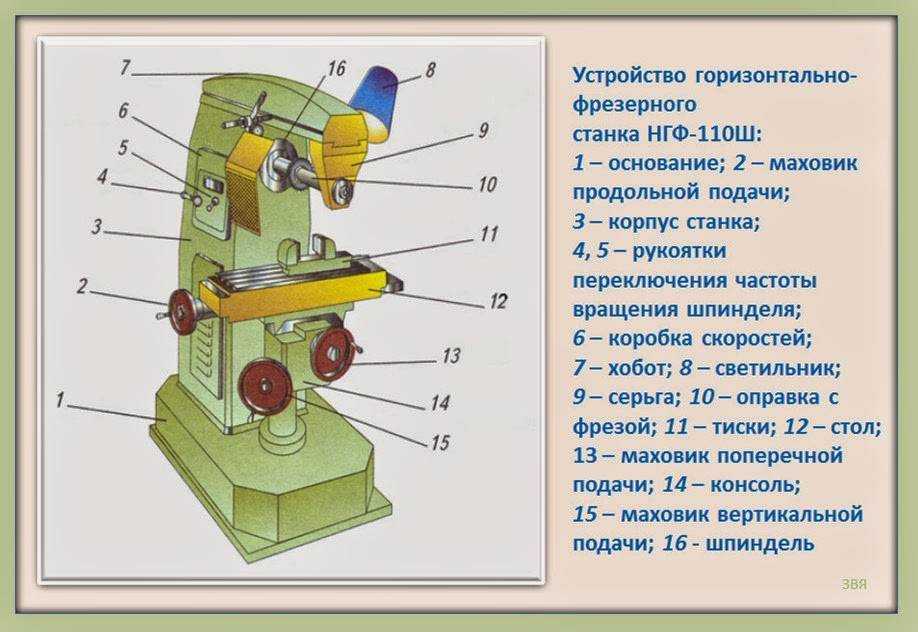
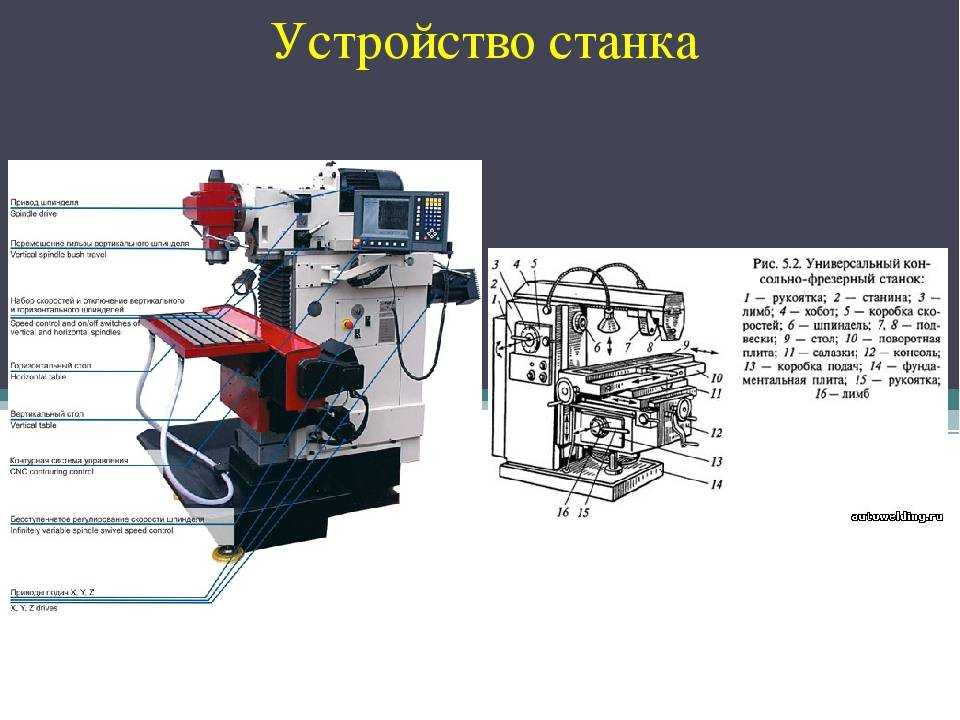
Устройство горизонтально-фрезерного станка
На компьютере создается 3Д модель будущей детали, прорисовывается траектория фрезы и прочие технические характеристики, программа переносится на станок, а все работы по обработке заготовки станок выполняет под управлением ЧПУ без вмешательства человека.
1.1 Базовая комплектация
Своим основанием данное устройство имеет станину, на которой располагаются остальные рабочие элементы агрегата. Станина должна быть максимально прочной и виброустойчивой, поэтому изготавливают ее из чугуна или высокопрочной стали.
На станине устанавливаются следующие узлы и механизмы:
- коробка передач. С ее помощью настраивается скорость вращения фрезы;
- консоль. Устройство для перемещения рабочей поверхности консольно-фрезерного агрегата по вертикальным направляющим;
- рабочий стол. Данное устройство оснащается зажимными механизмами или тисками для установки заготовок по металлу или дереву. Рабочий стол консольно-фрезерного станка сделан таким образом, чтобы перемещать его можно было в трех направлениях: продольно по направляющим салазок; поперечно с помощью перемещения самих салазок по направляющим консоли; вертикально, движением консольно-опорного механизма по направляющим станины;
- шпиндель. Главное вращающееся устройство, на котором находится оправка для фиксации фрез;
- хобот. Элемент корпуса, на котором крепится подвеска со шпинделем;
- фрезерная оправка крепится на конце шпинделя;
- двигатель. Промышленные агрегаты оснащаются трехфазным двигателем, бытовые – двухфазным. Мощность двигателя должна быть не ниже 1200—1500 Вт, чтобы обеспечить нужную скорость вращения шпинделя. Горизонтально фрезерный станок по металлу или дереву должен поддерживать скорость вращения фрезы от 400 до 4500 оборотов в минуту;
- дополнительное оборудование. Кроме перечисленной выше комплектации станки могут дополнительно оснащаться платами ЧПУ, стружкоотсосами, магнитными столами для беззажимного крепления заготовок.
Консоль управления горизонтально-фрезерным станком
1.2 Фрезы
Очень важно, чтобы горизонтально фрезерный станок позволял производить быструю замены фрез, так как каждый режущий инструмент выполняет лишь свою узкопрофильную функцию. К тому же, крепление фрезы должно быть максимально жестким
Любые вибрации или выгибы режущего инструмента приведут к порче фрез и заготовок при работе по металлу или дереву
Для прочности крепления фрезы оправка должна быть установлена на подвеске. Само крепление производится с помощью колец и гаек
Любые вибрации или выгибы режущего инструмента приведут к порче фрез и заготовок при работе по металлу или дереву. Для прочности крепления фрезы оправка должна быть установлена на подвеске. Само крепление производится с помощью колец и гаек.





- обработку горизонтальных поверхностей фрезерный станок 6р81, 6р82 и другие его аналоги производит при помощи цилиндрической фрезы;
- вертикальные работы по металлу или дереву устройство выполняет при помощи торцевых или дисковых фрез;
- комбинированная обработка требует смены нескольких различных по функциональности режущих инструментов.
Для повышения точности выполнения фрезерных работ по металлу или дереву фрезерный станок 6м82 рекомендуется оснастить платой ЧПУ.
Направляющие станка
Направляющие станков имеют высокую износостойкость и обеспечивают малое трение, что позволяет увеличить точность перемещения. Назначение направляющих – обеспечение линейного перемещения по осям станка (главное движение и движение подачи), крепится к основанию – станине.
По виду:
- качения
- скольжения
- комбинированные
Направляющие станка — это очень важный и ответственный узел. Он влияет на массу параметров, в первую очередь на точность оборудования. В связи с этим, к направляющим весьма строго предъявляются конструктивные требования, призванные обеспечить:
- высокая жёсткость (независимо от собственной длины);
- низкий коэффициент трения;
- отсутствие деформаций, как статических, так и в процессе приложения динамической нагрузки;
- отсутствие деформаций от нагрева в процессе работы;
- низкий износ/изменение размеров в течение длительного периода эксплуатации;
- малую чувствительность к загрязнению;
- как можно меньшую потребность в смазке (и соответственно, зависимость от качества и чистоты смазки);
- минимальное влияние на суммарную погрешность инструмента;
- защиту компонентов оборудования от катастрофических повреждений в случае собственной поломки.
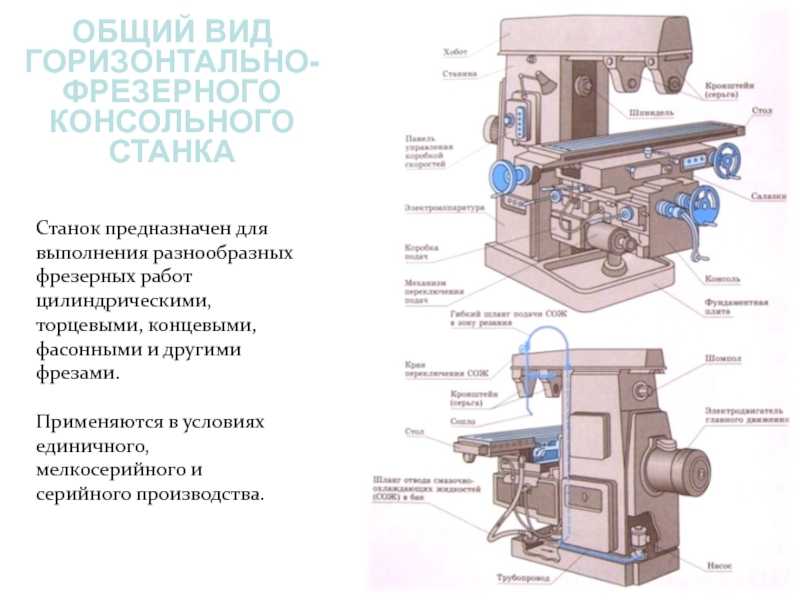
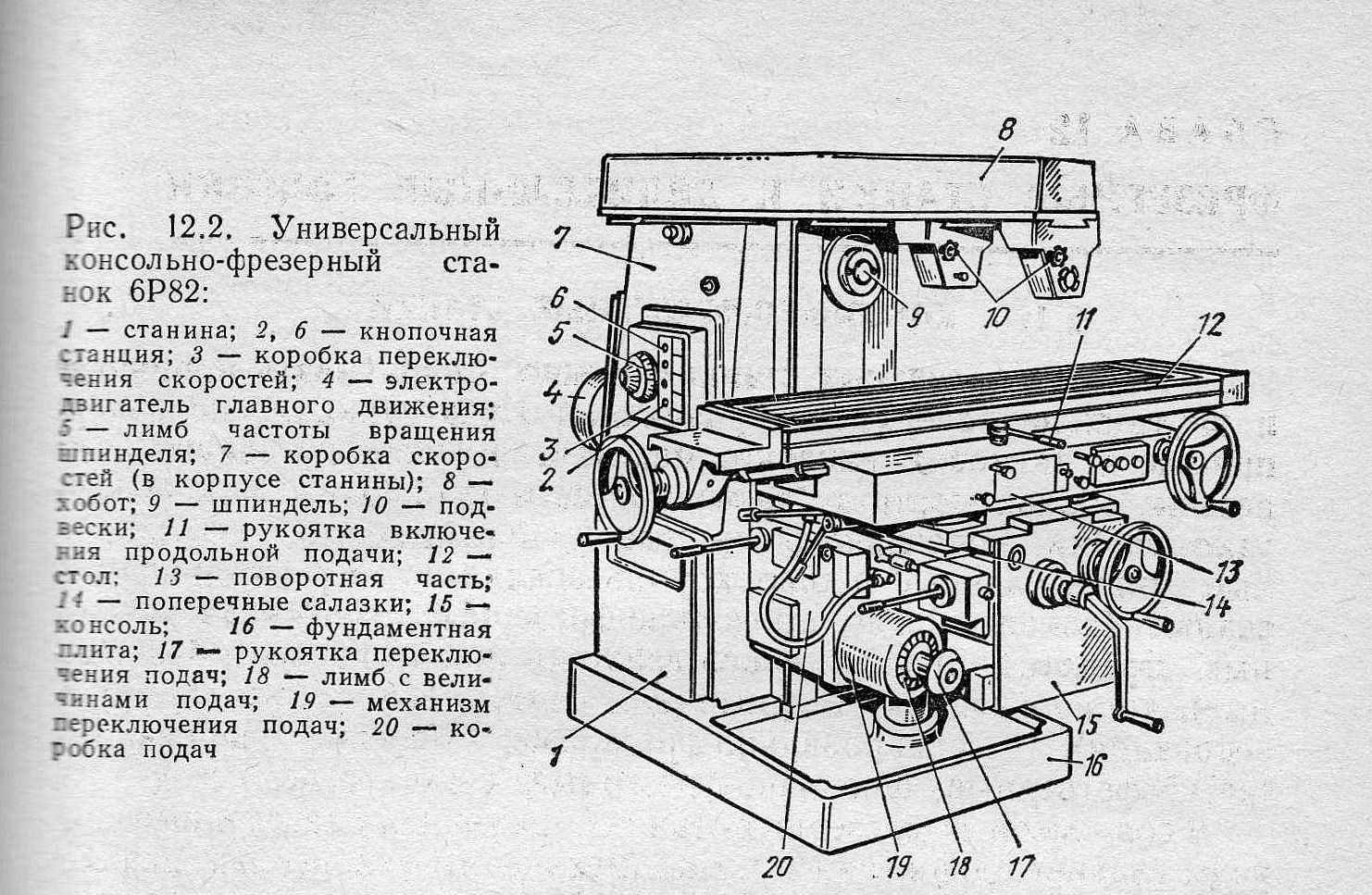
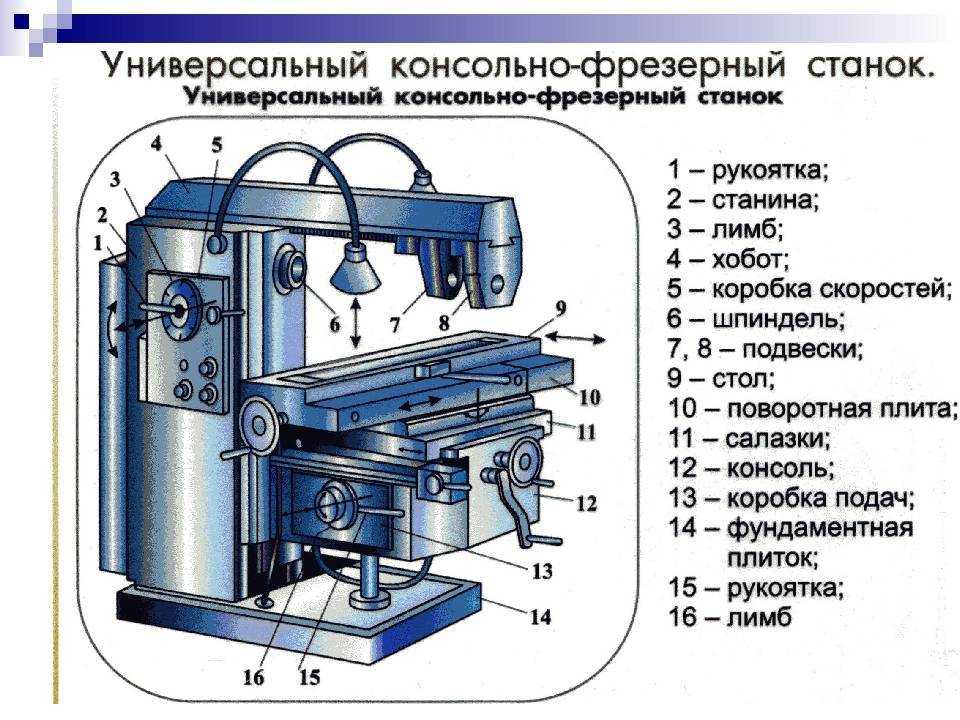
Станки консольно-фрезерные. Общие сведения
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может перемещаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
Универсальные консольно-фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпендикулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно-фрезерные станки в отличие от универсальных имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно-фрезерные станки имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Установочный чертеж
Консольно-фрезерные станки горизонтальные и вертикальные — это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) и вертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола, мм |
| 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 х 800 | |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
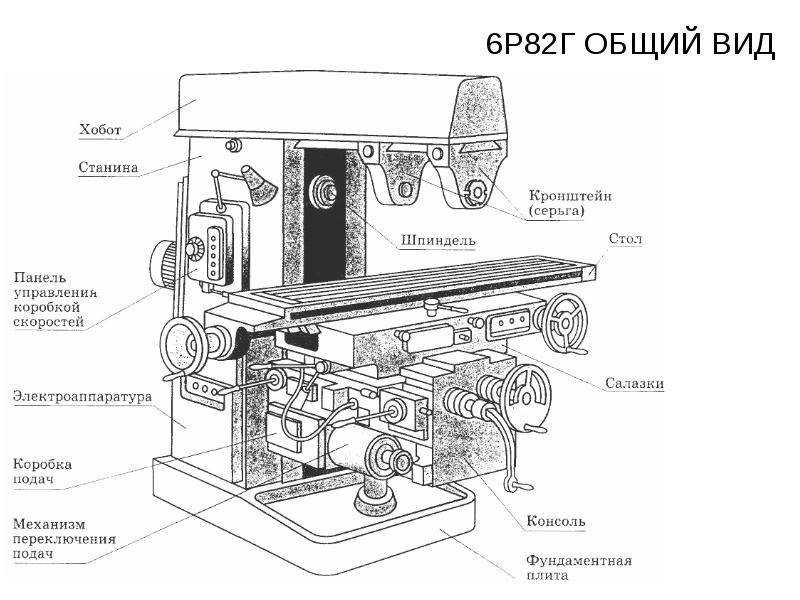
Обозначение консольно-фрезерных станков
6 — фрезерный станок (номер группы по классификации ЭНИМС)
Т – серия (поколение) станка (Б, К, Н, М, Р, Т)
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (8 — горизонтально-фрезерный)
3 – исполнение станка — типоразмер (0, 1, 2, 3, 4) (3 — размер рабочего стола — 400 х 1600)
Буквы в конце обозначения модели:
Г – станок горизонтальный консольно-фрезерный с неповоротным столом
К – станок с копировальным устройством для обработки криволинейной поверхности
Б – станок с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
П – повышенная точность станка — (н, п, в, а, с) по ГОСТ 8-ХХ
Ш – станок широкоуниверсальный
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Ф4 – станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Особенности фрезеровальных станков
Современное универсальное фрезеровальное оборудование, которое выполняет практически все типы операций с металлами, оснащается специальным поворотным столом, который позволяет перемещать заготовку в заданном направлении.
Такие станки успешно работают с горизонтальными металлическими деталями, а также и с вертикальными.
Следует отметить, что универсальный станок качественно обрабатывает угловые соединения на заготовках, производит работу с винтовыми деталями и способен фрезеровать сложные пазы.
Такое совершенное оборудование можно встретить практически на всех крупных предприятиях, которые выполняют самые разные работы по металлу.
Горизонтальная плоскость в этом случае выбирается параллельно рабочему столу.
Несмотря на то, что фрезеровальный станок вертикального исполнения, за счет возможности выполнения работ со смещением, считается более функциональным, устройства горизонтального типа дают возможность выполнять работы с высокой точностью.
Среди фрезеровального оборудования достаточно востребованным считается консольный станок.
Консольный фрезеровальный агрегат имеет отличительную особенность, которая заключается в наличии специальной консоли.
Видео:
На этой консоли устраивается каретка с рабочим столом. Консольный станок дает возможность перемещать закрепленную на рабочем столе заготовку непосредственно к фрезе.







За счет консоли удается добиться высочайшей точности всех выполняемых работ. Консольный станок может выпускаться как в горизонтальном, так и в вертикальном исполнении.
В станках горизонтального исполнения консольного типа шпиндель располагается в горизонтальной плоскости, а рабочий стол оснащается поворотным механизмом, что делает эти устройства универсальными.
ВАЖНО ЗНАТЬ: Виды вертикально сверлильных станков
В настоящее время есть и более технологичное оборудование консольного исполнения, которое оснащается ЧПУ и имеет как горизонтальную шпиндельную головку, так и вертикальную.
Такие агрегаты предназначены для работы по металлу и обеспечивают высокое качество выполняемых операций.